turret type ATC, spindle orientation and homing
21 Nov 2016 16:48 - 21 Nov 2016 21:59 #83082
by dhweizel
turret type ATC, spindle orientation and homing was created by dhweizel
I'm in the process of retrofiting a tap drill center that uses a turret type ATC, like a robodrill or brother.
As a simple 3 axis mill everything went smoothly until I faced the ATC part but I was confident that the vismach sample would answer all the questions.
The ATC of my machine needs that the spindle orients itself before go to the ATC ok point at the upper most of the Z axis.
Sadly, there is no sample for spindle homing and a search in the forums got limited answers.
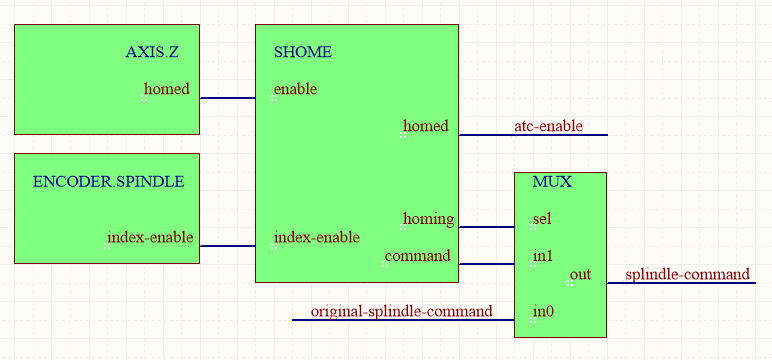
So, I faced the need to understand how to make this to work knowing that I'm so close to finish (patience is not strong in me) and I came with the idea of a simple component that hang from the axis.Z.homed, on the rising edge of this input the component sets the index-enable of the encoder and output a command to the spindle to turn. The component then wait for the index-enable IO to fall and turn off the command, reset the homing signal and set the homed signal.
This is a video of the homing process plus some M19 to test.
This works fine, but it feels like a hack, can you provide feedback about the implementation?
And a last question, how can I modify the home sequence to address the possibility that, as the start, the z axis may be in the atc region and the spindle is missoriented? if I made the home sequence with a missoriented spindle is a sure tool drop as a minimum and a tool holder breakage as possible outcome.
The pseudocode is like:
if the z axis is in the atc region (cam sensor detected)
{
go to atc ok stop (uppermost z travel)
home the spindle and orient a 0 degrees
}
do the standard home sequence for z
Any ideas?
As a simple 3 axis mill everything went smoothly until I faced the ATC part but I was confident that the vismach sample would answer all the questions.
The ATC of my machine needs that the spindle orients itself before go to the ATC ok point at the upper most of the Z axis.
Sadly, there is no sample for spindle homing and a search in the forums got limited answers.
So, I faced the need to understand how to make this to work knowing that I'm so close to finish (patience is not strong in me) and I came with the idea of a simple component that hang from the axis.Z.homed, on the rising edge of this input the component sets the index-enable of the encoder and output a command to the spindle to turn. The component then wait for the index-enable IO to fall and turn off the command, reset the homing signal and set the homed signal.
This is a video of the homing process plus some M19 to test.
This works fine, but it feels like a hack, can you provide feedback about the implementation?
And a last question, how can I modify the home sequence to address the possibility that, as the start, the z axis may be in the atc region and the spindle is missoriented? if I made the home sequence with a missoriented spindle is a sure tool drop as a minimum and a tool holder breakage as possible outcome.
The pseudocode is like:
if the z axis is in the atc region (cam sensor detected)
{
go to atc ok stop (uppermost z travel)
home the spindle and orient a 0 degrees
}
do the standard home sequence for z
Any ideas?
Last edit: 21 Nov 2016 21:59 by dhweizel.
The following user(s) said Thank You: nkp
Please Log in or Create an account to join the conversation.

21 Nov 2016 19:58 #83092
by andypugh
Is there any reason not to home the spindle even if the Z is in a safe place?
If not, then you could inhibit axis motion until the spindle is homed.
Replied by andypugh on topic turret type ATC, spindle orientation and homing
I can't think of any other way to do it, really. And that is pretty much exactly how I intend to do it when (and if) I add spindles to the homing sequence.This works fine, but it feels like a hack, can you provide feedback about the implementation?
And a last question, how can I modify the home sequence to address the possibility that, as the start, the z axis may be in the atc region and the spindle is missoriented?
Is there any reason not to home the spindle even if the Z is in a safe place?
If not, then you could inhibit axis motion until the spindle is homed.
Please Log in or Create an account to join the conversation.
21 Nov 2016 21:54 - 21 Nov 2016 22:04 #83100
by dhweizel
In the lower part of the atc zone of the z travel the tool is engaged in the tool holder and the drawbar at the same time and is not necessary and not posible neither to orient the spindle whitout break things. The problematic part is if the z axis was left in the top part, because the tool is in the holder and the spindle may be missoriented.
The machine has a cam a the topmost of the z axis just before the limit switch.
I think that the idea is : at the homing time , if z is in the atc zone, the machine must first go to the topmost , orient, and do the home sequence knowing that wont break or drop tools when go to de lower part of the Z travel.
This process must run before the homing or at the start of the machine but I can't figure how to do this
Replied by dhweizel on topic turret type ATC, spindle orientation and homing
Is there any reason not to home the spindle even if the Z is in a safe place?
If not, then you could inhibit axis motion until the spindle is homed.
In the lower part of the atc zone of the z travel the tool is engaged in the tool holder and the drawbar at the same time and is not necessary and not posible neither to orient the spindle whitout break things. The problematic part is if the z axis was left in the top part, because the tool is in the holder and the spindle may be missoriented.
The machine has a cam a the topmost of the z axis just before the limit switch.
I think that the idea is : at the homing time , if z is in the atc zone, the machine must first go to the topmost , orient, and do the home sequence knowing that wont break or drop tools when go to de lower part of the Z travel.
This process must run before the homing or at the start of the machine but I can't figure how to do this
Last edit: 21 Nov 2016 22:04 by dhweizel.
Please Log in or Create an account to join the conversation.
23 Nov 2016 15:02 #83168
by andypugh
Replied by andypugh on topic turret type ATC, spindle orientation and homing
I wonder if it might be simpler to somehow block homing if the spindle and Z are in a prohibited arrangement.
ie, pop up an error dialog and ask that the situation be corrected by the user, rather than attempt to untangle it automaticallly.
ie, pop up an error dialog and ask that the situation be corrected by the user, rather than attempt to untangle it automaticallly.
Please Log in or Create an account to join the conversation.
09 Dec 2016 04:21 #83826
by dhweizel
Replied by dhweizel on topic turret type ATC, spindle orientation and homing
Thanks Andy. I made a script that check the position of the ATC and go to the top before running the linuxcnc ini.
The machine is almost finished I will make a post to show the first part when done.
Regards
The machine is almost finished I will make a post to show the first part when done.
Regards
Please Log in or Create an account to join the conversation.
Time to create page: 0.076 seconds