MESA 5I25 7I77 CAN DRIVE THIS MOTORS??
25 May 2017 20:57 #93632
by Yannis
MESA 5I25 7I77 CAN DRIVE THIS MOTORS?? was created by Yannis
Hi
i have a BRU500 and BRU200ANALOG SERVO DRIVERS in a INTERMAC 1500 GLASS MACHINE
I try hard to make the connection with the 5i25 7i77 combo with no success
first step ENABLE the driver.OK I make the connection with the encoder and the 10 volts
Then
there are 2 outputs from the driver FORWARD AMPLIFIER CLAMP and REVERSE AMPLIFIER CLAMP connected with the 24volt
when i twist all three of them the motor rotate very slow CCW and i can not jog at all
when i disconnect the REVERSE AMPLIFIER CLAMP the motor stop the slow rotation and i can jog only CW in the CCW i have no move and error
when i disconnect the FORWARD AMPLIFIER CLAMP motor rotate very slow and i can not jog
Any suggestion?
Thanks
Yannis
i have a BRU500 and BRU200ANALOG SERVO DRIVERS in a INTERMAC 1500 GLASS MACHINE
I try hard to make the connection with the 5i25 7i77 combo with no success
first step ENABLE the driver.OK I make the connection with the encoder and the 10 volts
Then
there are 2 outputs from the driver FORWARD AMPLIFIER CLAMP and REVERSE AMPLIFIER CLAMP connected with the 24volt
when i twist all three of them the motor rotate very slow CCW and i can not jog at all
when i disconnect the REVERSE AMPLIFIER CLAMP the motor stop the slow rotation and i can jog only CW in the CCW i have no move and error
when i disconnect the FORWARD AMPLIFIER CLAMP motor rotate very slow and i can not jog
Any suggestion?
Thanks
Yannis
Please Log in or Create an account to join the conversation.

25 May 2017 22:03 #93638
by PCW
Replied by PCW on topic MESA 5I25 7I77 CAN DRIVE THIS MOTORS??
I would not expect to be able to jog or move controllable until the system is tuned
(and tuning includes getting the feedback direction correct)
John Thornton has a basic guide to tuning velocity mode drives here:
gnipsel.com/linuxcnc/tuning/servo.html
(and tuning includes getting the feedback direction correct)
John Thornton has a basic guide to tuning velocity mode drives here:
gnipsel.com/linuxcnc/tuning/servo.html
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 17796
- Thank you received: 5918
25 May 2017 23:03 #93645
by tommylight
Replied by tommylight on topic MESA 5I25 7I77 CAN DRIVE THIS MOTORS??
Also have a look at this as it has the 7i77 wiring procedure.
forum.linuxcnc.org/10-advanced-configura...ning-detailed-how-to
forum.linuxcnc.org/10-advanced-configura...ning-detailed-how-to
The following user(s) said Thank You: Yannis
Please Log in or Create an account to join the conversation.
27 May 2017 18:01 #93713
by Yannis
Replied by Yannis on topic MESA 5I25 7I77 CAN DRIVE THIS MOTORS??
Hi
i don't think that i have tunning problem with the mesa board
i believe that the problem is with the adjustment of the BRU 200 driver
the intermac machine have the OSAI 10 cnc controller and the BRU driver heave the settings for this configuration
the problem is tha when i try to enable the motors the motors are rotating by i certain velocity and direction
The user manual of the drivers are a 6..2 mb PDF in nicontrols.com/media/pdfs/reliance-bru200-bru500-manual.pdf
if i can make the motor enable with no rotation then i believe it will be the time for motor tunning
i m not certain for that because i m not expert in that field
thanks
Yannis
i don't think that i have tunning problem with the mesa board
i believe that the problem is with the adjustment of the BRU 200 driver
the intermac machine have the OSAI 10 cnc controller and the BRU driver heave the settings for this configuration
the problem is tha when i try to enable the motors the motors are rotating by i certain velocity and direction
The user manual of the drivers are a 6..2 mb PDF in nicontrols.com/media/pdfs/reliance-bru200-bru500-manual.pdf
if i can make the motor enable with no rotation then i believe it will be the time for motor tunning
i m not certain for that because i m not expert in that field
thanks
Yannis
Please Log in or Create an account to join the conversation.
28 May 2017 19:35 #93756
by PCW
Replied by PCW on topic MESA 5I25 7I77 CAN DRIVE THIS MOTORS??
Motors moving slowly when the drives are enabled but without feedback is _expected_ and normal with analog drives
feedback might be missing because:
1. Analog drive inputs not connected
2. PID loop not setup/working
3. PID P value 0
feedback might be missing because:
1. Analog drive inputs not connected
2. PID loop not setup/working
3. PID P value 0
The following user(s) said Thank You: Yannis
Please Log in or Create an account to join the conversation.
29 May 2017 07:44 #93770
by Yannis
Replied by Yannis on topic MESA 5I25 7I77 CAN DRIVE THIS MOTORS??
Motor are moving and i have feedback .Because of the movement (witch is negative) i can jog or do anything
in the motor. If i try negative jog i have error from linuxcnc because i have different velocity (correct behavior)
If i try to jog positive i have error from linuxcnc because the encoder counting allready (correct behavior)
If i disconnect the motor from the encoder and the +-10volt and have no connection with linuxcnc
and i enable it it have the same rotation with the same speed this is the reason i think it is some abjustment with the driver and the motor
thanks
in the motor. If i try negative jog i have error from linuxcnc because i have different velocity (correct behavior)
If i try to jog positive i have error from linuxcnc because the encoder counting allready (correct behavior)
If i disconnect the motor from the encoder and the +-10volt and have no connection with linuxcnc
and i enable it it have the same rotation with the same speed this is the reason i think it is some abjustment with the driver and the motor
thanks
Please Log in or Create an account to join the conversation.
29 May 2017 09:44 #93774
by Yannis
Replied by Yannis on topic MESA 5I25 7I77 CAN DRIVE THIS MOTORS??
UPDATE
By changing the PID values the rotation of the motor stoped and i m able to jog positive and negative:cheer:
")
so wood like to point me more info for the PID settings
And for my next question my machine is a 4 axis router with 2 motors on y axis.I think i can not configure that machine in the
mesa card configurator so is there some other way to do that?
thanks
Yannis
By changing the PID values the rotation of the motor stoped and i m able to jog positive and negative:cheer:
so wood like to point me more info for the PID settings
And for my next question my machine is a 4 axis router with 2 motors on y axis.I think i can not configure that machine in the
mesa card configurator so is there some other way to do that?
thanks
Yannis
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
Less
More
- Posts: 17796
- Thank you received: 5918
29 May 2017 10:37 #93784
by tommylight
Replied by tommylight on topic MESA 5I25 7I77 CAN DRIVE THIS MOTORS??
The link to the PID tuning is already up(or down), just scrol back.
Pncconfig wil make a usable configuration, but you will have to manualy edit it to fit your needs. That is fairly simple once you figure out that evrery thing starts with 0 and moves up ( encoder0, analogout0, PID0, joint0, etc for the first axis ).
Pncconfig wil make a usable configuration, but you will have to manualy edit it to fit your needs. That is fairly simple once you figure out that evrery thing starts with 0 and moves up ( encoder0, analogout0, PID0, joint0, etc for the first axis ).
The following user(s) said Thank You: Yannis
Please Log in or Create an account to join the conversation.
02 Jun 2017 13:00 #94005
by Yannis
Replied by Yannis on topic MESA 5I25 7I77 CAN DRIVE THIS MOTORS??
Hi again
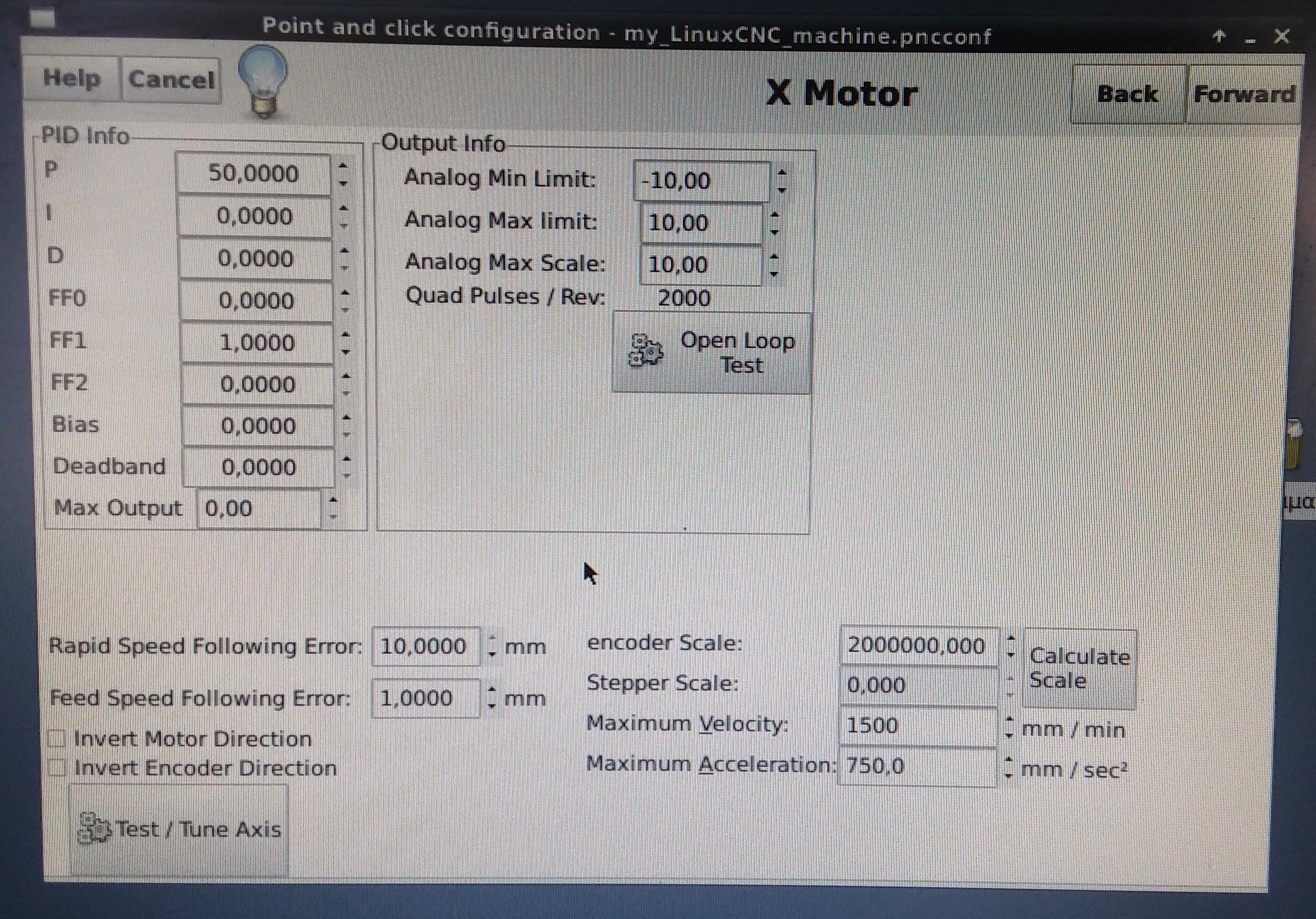
i have a problem with the calibration of the motors
in x axis i have from motor to ballscrew 1/2 pulley reduction and i have a ballscrew with 20 mm pitch
so i need 2 full rotations of the motor to rotate 1 time the ballscrew and moove 20 mm
so in one rotation of the motor i must have 10 mm of movement
my motors have encoders with 2000 steps per revolution
when i jog i see the motor rotate like crazy and in the MDI the numbers are fractions of mm
what is your suggestion
i have a problem with the calibration of the motors
in x axis i have from motor to ballscrew 1/2 pulley reduction and i have a ballscrew with 20 mm pitch
so i need 2 full rotations of the motor to rotate 1 time the ballscrew and moove 20 mm
so in one rotation of the motor i must have 10 mm of movement
my motors have encoders with 2000 steps per revolution
when i jog i see the motor rotate like crazy and in the MDI the numbers are fractions of mm
what is your suggestion
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Away
- Platinum Member
-

Less
More
- Posts: 4963
- Thank you received: 1369
02 Jun 2017 13:31 - 02 Jun 2017 13:36 #94007
by Todd Zuercher
Replied by Todd Zuercher on topic MESA 5I25 7I77 CAN DRIVE THIS MOTORS??
The encoder scale should be steps/mm or in your case probably 800 (8000 quadrature/rev/10mm/rev)
Last edit: 02 Jun 2017 13:36 by Todd Zuercher. Reason: typo
The following user(s) said Thank You: Yannis
Please Log in or Create an account to join the conversation.
Time to create page: 0.099 seconds