Z homed DRO red !
I want a new gmoccapy
") .
.After homing Z DRO remains in red !!??
I'm wrong or there is a bug ?
Please Log in or Create an account to join the conversation.

Norbert
Please Log in or Create an account to join the conversation.
Yes original .what are the result with original lathe screen?
If we use sim gmoccapy then no problem .
If we use step wizard or pncconf then this problem .
Please Log in or Create an account to join the conversation.
I made a config with stepconf, using 2.7, I started that config and homed the machine: No Problem
I changed over to master and started the same config "it is then converted to 2.8 style": No problem.
Post your config!
Norbert
Please Log in or Create an account to join the conversation.
I like very much gmoccapy . We work on two lathe and a milling machine.
I want to use function "tool wear" in tool table . Therefore upgraded 2.7.8 => 2.8 .
Please see,done properly ?
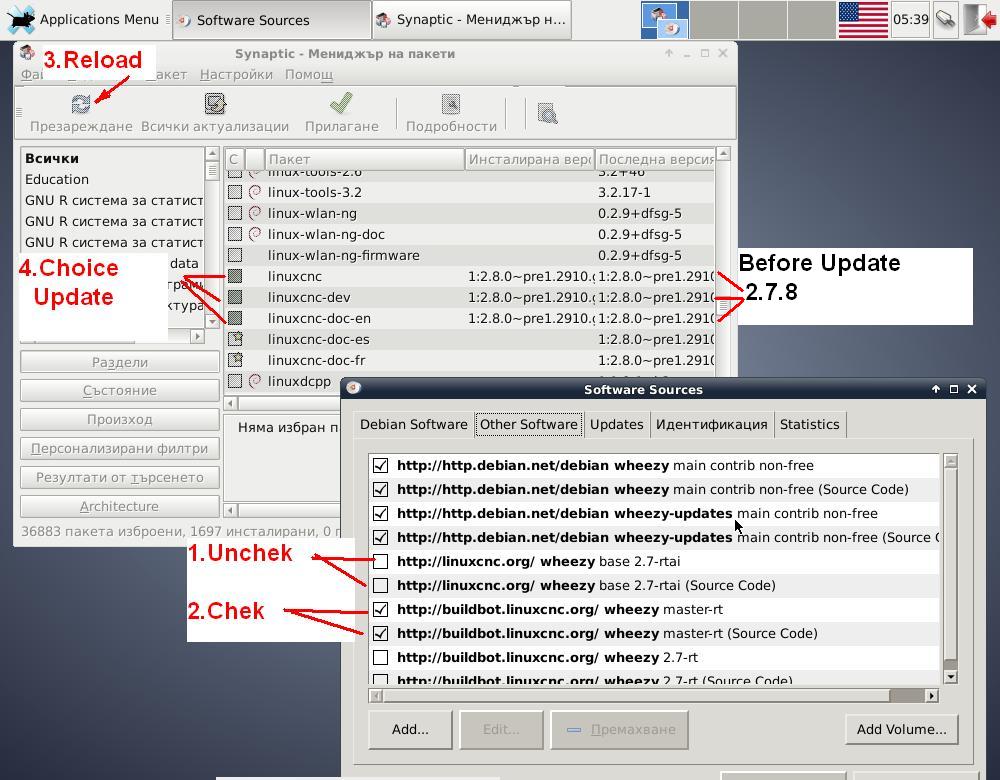
Then I made configuration (applied)

P.S. After homing pin joint.0.homed = 1 , pin joint.1.homed = 0 !!??
Please Log in or Create an account to join the conversation.

KINSTYPE=BOTHThere have been a few changes in Master to integrate the joint axis code that had some impact on Gmocappy which were only fixed recently. When I was trying to solve a now fixed bug, I had a red axis a couple of times....
Removing the kinstype=both means that individual joint mode is disabled but that should not be an issue on a lathe.
Please Log in or Create an account to join the conversation.
[KINS]
JOINTS = 2
KINEMATICS = trivkins coordinates=XZ
Please Log in or Create an account to join the conversation.
A lathe is a identity kinematics, so you need 3 joints, X being joint 0 and Z being joint 2.
Joint 1 is unused and does not need to be in your ini file.
Change joints to 3 and rename your joint 1 to joint 2.
After that the dro problem should be gone.
Norbert
Please Log in or Create an account to join the conversation.
I did this,but there is another problem .This is config real machine :Change joints to 3 and rename your joint 1 to joint 2.
ini:
JOINTS = 3
KINEMATICS = trivkins coordinates=XZ
[TRAJ]
COORDINATES = X Z
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_LINEAR_VELOCITY = 3.00
MAX_LINEAR_VELOCITY = 30.00
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
TOOL_CHANGE_WITH_SPINDLE_ON = 1
#********************
# Joint 0
[JOINT_0]
#********************
TYPE = LINEAR
HOME = 0.0
FERROR = 10.0
MIN_FERROR = 5.0
MAX_VELOCITY = 30.0
MAX_ACCELERATION = 450.0
P = 7.0
I = 0.001
D = 0.0001
FF0 = 0.0
FF1 = 0.002
FF2 = 0.0002
BIAS = 0.0
DEADBAND = 0.0
MAX_OUTPUT = 0.0
ENCODER_SCALE = -1000.0
OUTPUT_SCALE = 10.0
OUTPUT_MIN_LIMIT = -10.0
OUTPUT_MAX_LIMIT = 10.0
BACKLASH = 0.0
MIN_LIMIT = -250.0
MAX_LIMIT = 70.0
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = 10.000
HOME_LATCH_VEL = 1.000
HOME_FINAL_VEL = 1.000
HOME_USE_INDEX = YES
HOME_SEQUENCE = 0
# Axis X
#********************
[AXIS_X]
MAX_VELOCITY = 30.0
MAX_ACCELERATION = 450.0
MIN_LIMIT = -250.0
MAX_LIMIT = 70.0
#********************
# Joint 2
[JOINT_2]
#********************
TYPE = LINEAR
HOME = 0.0
FERROR = 10.0
MIN_FERROR = 5.0
MAX_VELOCITY = 30.0
MAX_ACCELERATION = 450.0
P = 6.0
I = 0.001
D = 0.0001
FF0 = 0.0
FF1 = 0.002
FF2 = 0.0002
BIAS = 0.0
DEADBAND = 0.0
MAX_OUTPUT = 0.0
ENCODER_SCALE = -1000.0
OUTPUT_SCALE = 10.0
OUTPUT_MIN_LIMIT = -10.0
OUTPUT_MAX_LIMIT = 10.0
BACKLASH = 0.0
MIN_LIMIT = -270.0
MAX_LIMIT = 830.0
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = -10.000
HOME_LATCH_VEL = -1.000
HOME_FINAL_VEL = 1.000
HOME_USE_INDEX = YES
HOME_SEQUENCE = 1
# Axis Z
#********************
[AXIS_Z]
MAX_VELOCITY = 30.0
MAX_ACCELERATION = 450.0
MIN_LIMIT = -270.0
MAX_LIMIT = 830.0
#********************
# Spindle
#********************
[SPINDLE_9]
# P = 0.0
# I = 0.0
# D = 0.0
# FF0 = 1.0
# FF1 = 0.0
# FF2 = 0.0
# BIAS = 0.0
# DEADBAND = 0.0
MAX_OUTPUT = 1500.0
ENCODER_SCALE = 4096.0
OUTPUT_SCALE = 1500
OUTPUT_MIN_LIMIT = 0
OUTPUT_MAX_LIMIT = 1500
hal
# JOINT X
#*******************
setp pid.x.Pgain [JOINT_0]P
setp pid.x.Igain [JOINT_0]I
setp pid.x.Dgain [JOINT_0]D
setp pid.x.bias [JOINT_0]BIAS
setp pid.x.FF0 [JOINT_0]FF0
setp pid.x.FF1 [JOINT_0]FF1
setp pid.x.FF2 [JOINT_0]FF2
setp pid.x.deadband [JOINT_0]DEADBAND
setp pid.x.maxoutput [JOINT_0]MAX_OUTPUT
setp pid.x.error-previous-target true
net x-index-enable <=> pid.x.index-enable
net x-enable => pid.x.enable
net x-pos-cmd => pid.x.command
net x-vel-cmd => pid.x.command-deriv
net x-pos-fb => pid.x.feedback
net x-output => pid.x.output
# ---PWM Generator signals/setup---
setp hm2_5i25.0.7i77.0.1.analogout0-scalemax [JOINT_0]OUTPUT_SCALE
setp hm2_5i25.0.7i77.0.1.analogout0-minlim [JOINT_0]OUTPUT_MIN_LIMIT
setp hm2_5i25.0.7i77.0.1.analogout0-maxlim [JOINT_0]OUTPUT_MAX_LIMIT
net x-output => hm2_5i25.0.7i77.0.1.analogout0
net x-pos-cmd joint.0.motor-pos-cmd
net x-enable joint.0.amp-enable-out
# enable _all_ sserial pwmgens
net x-enable hm2_5i25.0.7i77.0.1.analogena
# ---Encoder feedback signals/setup---
setp hm2_5i25.0.encoder.00.counter-mode 0
setp hm2_5i25.0.encoder.00.filter 1
setp hm2_5i25.0.encoder.00.index-invert 0
setp hm2_5i25.0.encoder.00.index-mask 0
setp hm2_5i25.0.encoder.00.index-mask-invert 0
setp hm2_5i25.0.encoder.00.scale [JOINT_0]ENCODER_SCALE
net x-pos-fb <= hm2_5i25.0.encoder.00.position
net x-vel-fb <= hm2_5i25.0.encoder.00.velocity
net x-pos-fb => joint.0.motor-pos-fb
net x-index-enable joint.0.index-enable <=> hm2_5i25.0.encoder.00.index-enable
net x-pos-rawcounts <= hm2_5i25.0.encoder.00.rawcounts
# ---setup home / limit switch signals---
net home-x => joint.0.home-sw-in
net both-x => joint.0.neg-lim-sw-in
net both-x => joint.0.pos-lim-sw-in
#*******************
# JOINT Z
#*******************
setp pid.z.Pgain [JOINT_2]P
setp pid.z.Igain [JOINT_2]I
setp pid.z.Dgain [JOINT_2]D
setp pid.z.bias [JOINT_2]BIAS
setp pid.z.FF0 [JOINT_2]FF0
setp pid.z.FF1 [JOINT_2]FF1
setp pid.z.FF2 [JOINT_2]FF2
setp pid.z.deadband [JOINT_2]DEADBAND
setp pid.z.maxoutput [JOINT_2]MAX_OUTPUT
setp pid.z.error-previous-target true
net z-index-enable <=> pid.z.index-enable
net z-enable => pid.z.enable
net z-pos-cmd => pid.z.command
net z-vel-cmd => pid.z.command-deriv
net z-pos-fb => pid.z.feedback
net z-output => pid.z.output
# ---PWM Generator signals/setup---
setp hm2_5i25.0.7i77.0.1.analogout1-scalemax [JOINT_2]OUTPUT_SCALE
setp hm2_5i25.0.7i77.0.1.analogout1-minlim [JOINT_2]OUTPUT_MIN_LIMIT
setp hm2_5i25.0.7i77.0.1.analogout1-maxlim [JOINT_2]OUTPUT_MAX_LIMIT
net z-output => hm2_5i25.0.7i77.0.1.analogout1
net z-pos-cmd joint.2.motor-pos-cmd
net z-enable joint.2.amp-enable-out
# ---Encoder feedback signals/setup---
setp hm2_5i25.0.encoder.01.counter-mode 0
setp hm2_5i25.0.encoder.01.filter 1
setp hm2_5i25.0.encoder.01.index-invert 0
setp hm2_5i25.0.encoder.01.index-mask 0
setp hm2_5i25.0.encoder.01.index-mask-invert 0
setp hm2_5i25.0.encoder.01.scale [JOINT_2]ENCODER_SCALE
net z-pos-fb <= hm2_5i25.0.encoder.01.position
net z-vel-fb <= hm2_5i25.0.encoder.01.velocity
net z-pos-fb => joint.2.motor-pos-fb
net z-index-enable joint.2.index-enable <=> hm2_5i25.0.encoder.01.index-enable
net z-pos-rawcounts <= hm2_5i25.0.encoder.01.rawcounts
# ---setup home / limit switch signals---
net home-z => joint.2.home-sw-in
net min-z => joint.2.neg-lim-sw-in
net max-z => joint.2.pos-lim-sw-in
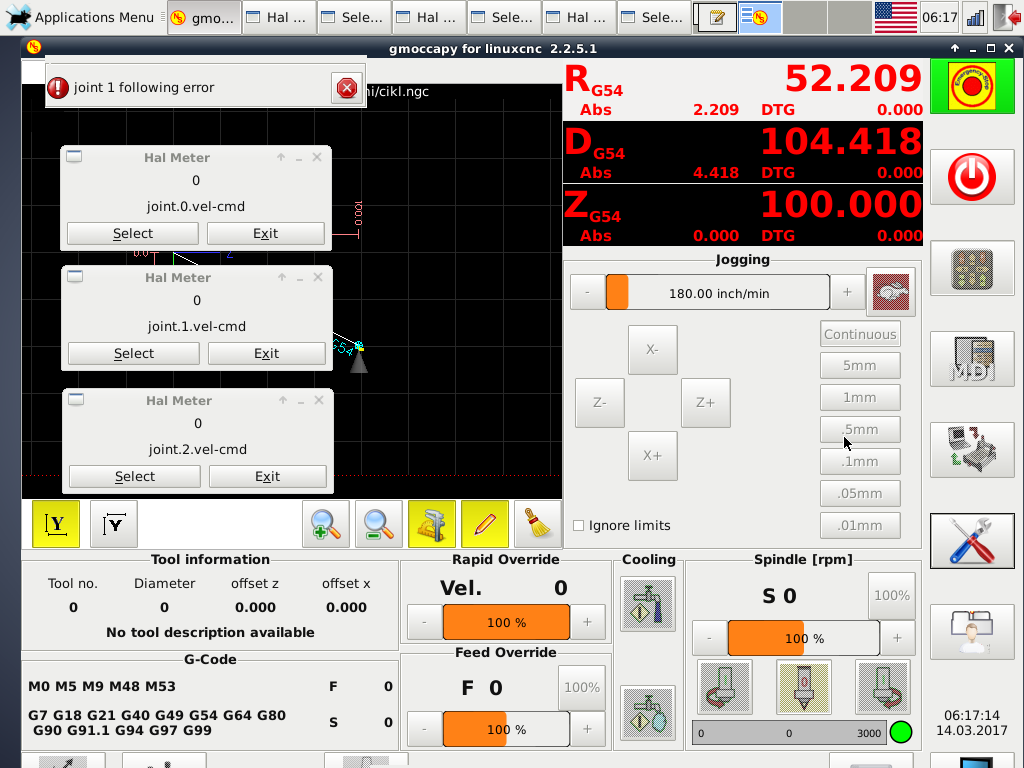
In this configuration, when pressed the button -X or +X normal move
but when pressed the button -Z or +Z joint.2.vel-cmd =0 joint.1.vel-cmd = 3
[ jog speed = 180mm/min ( and another problem show sometimes inch/min ) ]
joint.1 error !!!!!!??????
Please Log in or Create an account to join the conversation.

ini :
[KINS]
JOINTS = 2
KINEMATICS = trivkins coordinates=XZ
I have my lathe set up as 2 joints and use the 2.8 version of LinuxCNC.
I use the Touchy GUI and have noticed that I don't get a "homed" indicator in the GUI for the Z axis.
This looks like exactly the same problem. (Except it isn't really a problem for me, and I have ignored it).
I will try some experiments tonight to see if I can see the problem.
Please Log in or Create an account to join the conversation.