Zelrp + Linuxcnc 2.7.12 + THC 150
12 Feb 2018 09:37 #105782
by dyzio215
Zelrp + Linuxcnc 2.7.12 + THC 150 was created by dyzio215
Hello,
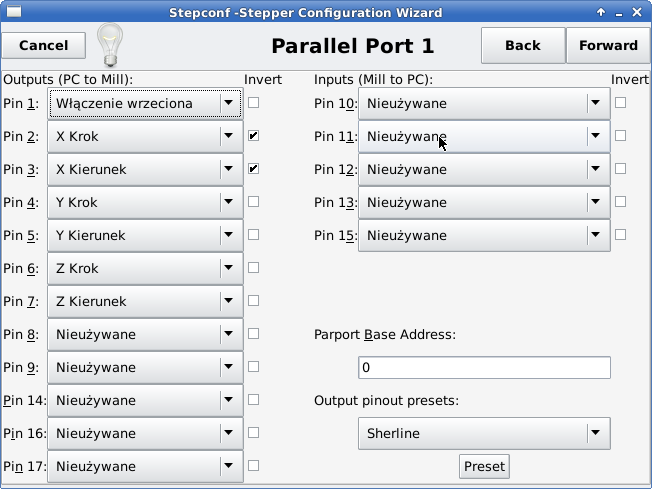
day after day i try to configure Myplasm THC (150 mode) with my machine. First time i use Stepconf to configure 3 axis and all work perfect! But now i have problem. I connect pins:
Pin 10 UP
Pin 11 Down
Pin 12 Arc OK,
I don't use e-stop, chargepump or limit switch. I try "thc-toma" files but anything work. When I change pins in the file parport.hal and delete some "estop" information in the other files i can use F1, and F2 to start machine, but when i try move X or Y axis i have information "Drive error".
My first configuration Stepconf:
"# Generated by stepconf 1.1 at Thu Jan 25 14:39:01 2018
# Jeśli zmodyfikujesz ten plik zmainy zostaną
# nadpisane gdy uruchomisz ponownie Stepconf
loadrt trivkins
loadrt [EMCMOT]EMCMOT base_period_nsec=[EMCMOT]BASE_PERIOD servo_period_nsec=[EMCMOT]SERVO_PERIOD num_joints=[TRAJ]AXES
loadrt hal_parport cfg="0 out"
setp parport.0.reset-time 4000
loadrt stepgen step_type=0,0,0
addf parport.0.read base-thread
addf stepgen.make-pulses base-thread
addf parport.0.write base-thread
addf parport.0.reset base-thread
addf stepgen.capture-position servo-thread
addf motion-command-handler servo-thread
addf motion-controller servo-thread
addf stepgen.update-freq servo-thread
net spindle-cmd-rpm <= motion.spindle-speed-out
net spindle-cmd-rpm-abs <= motion.spindle-speed-out-abs
net spindle-cmd-rps <= motion.spindle-speed-out-rps
net spindle-cmd-rps-abs <= motion.spindle-speed-out-rps-abs
net spindle-at-speed => motion.spindle-at-speed
net spindle-on <= motion.spindle-on
net spindle-on => parport.0.pin-01-out
setp parport.0.pin-02-out-invert 1
net xstep => parport.0.pin-02-out
setp parport.0.pin-02-out-reset 1
setp parport.0.pin-03-out-invert 1
net xdir => parport.0.pin-03-out
net ystep => parport.0.pin-04-out
setp parport.0.pin-04-out-reset 1
net ydir => parport.0.pin-05-out
net zstep => parport.0.pin-06-out
setp parport.0.pin-06-out-reset 1
net zdir => parport.0.pin-07-out
setp stepgen.0.position-scale [AXIS_0]SCALE
setp stepgen.0.steplen 1
setp stepgen.0.stepspace 0
setp stepgen.0.dirhold 24000
setp stepgen.0.dirsetup 24000
setp stepgen.0.maxaccel [AXIS_0]STEPGEN_MAXACCEL
net xpos-cmd axis.0.motor-pos-cmd => stepgen.0.position-cmd
net xpos-fb stepgen.0.position-fb => axis.0.motor-pos-fb
net xstep <= stepgen.0.step
net xdir <= stepgen.0.dir
net xenable axis.0.amp-enable-out => stepgen.0.enable
setp stepgen.1.position-scale [AXIS_1]SCALE
setp stepgen.1.steplen 1
setp stepgen.1.stepspace 0
setp stepgen.1.dirhold 24000
setp stepgen.1.dirsetup 24000
setp stepgen.1.maxaccel [AXIS_1]STEPGEN_MAXACCEL
net ypos-cmd axis.1.motor-pos-cmd => stepgen.1.position-cmd
net ypos-fb stepgen.1.position-fb => axis.1.motor-pos-fb
net ystep <= stepgen.1.step
net ydir <= stepgen.1.dir
net yenable axis.1.amp-enable-out => stepgen.1.enable
setp stepgen.2.position-scale [AXIS_2]SCALE
setp stepgen.2.steplen 1
setp stepgen.2.stepspace 0
setp stepgen.2.dirhold 24000
setp stepgen.2.dirsetup 24000
setp stepgen.2.maxaccel [AXIS_2]STEPGEN_MAXACCEL
net zpos-cmd axis.2.motor-pos-cmd => stepgen.2.position-cmd
net zpos-fb stepgen.2.position-fb => axis.2.motor-pos-fb
net zstep <= stepgen.2.step
net zdir <= stepgen.2.dir
net zenable axis.2.amp-enable-out => stepgen.2.enable
net estop-out <= iocontrol.0.user-enable-out
net estop-out => iocontrol.0.emc-enable-in
loadusr -W hal_manualtoolchange
net tool-change iocontrol.0.tool-change => hal_manualtoolchange.change
net tool-changed iocontrol.0.tool-changed <= hal_manualtoolchange.changed
net tool-number iocontrol.0.tool-prep-number => hal_manualtoolchange.number
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-prepared"
Thanks for any respond.
Lukasz
day after day i try to configure Myplasm THC (150 mode) with my machine. First time i use Stepconf to configure 3 axis and all work perfect! But now i have problem. I connect pins:
Pin 10 UP
Pin 11 Down
Pin 12 Arc OK,
I don't use e-stop, chargepump or limit switch. I try "thc-toma" files but anything work. When I change pins in the file parport.hal and delete some "estop" information in the other files i can use F1, and F2 to start machine, but when i try move X or Y axis i have information "Drive error".
My first configuration Stepconf:
"# Generated by stepconf 1.1 at Thu Jan 25 14:39:01 2018
# Jeśli zmodyfikujesz ten plik zmainy zostaną
# nadpisane gdy uruchomisz ponownie Stepconf
loadrt trivkins
loadrt [EMCMOT]EMCMOT base_period_nsec=[EMCMOT]BASE_PERIOD servo_period_nsec=[EMCMOT]SERVO_PERIOD num_joints=[TRAJ]AXES
loadrt hal_parport cfg="0 out"
setp parport.0.reset-time 4000
loadrt stepgen step_type=0,0,0
addf parport.0.read base-thread
addf stepgen.make-pulses base-thread
addf parport.0.write base-thread
addf parport.0.reset base-thread
addf stepgen.capture-position servo-thread
addf motion-command-handler servo-thread
addf motion-controller servo-thread
addf stepgen.update-freq servo-thread
net spindle-cmd-rpm <= motion.spindle-speed-out
net spindle-cmd-rpm-abs <= motion.spindle-speed-out-abs
net spindle-cmd-rps <= motion.spindle-speed-out-rps
net spindle-cmd-rps-abs <= motion.spindle-speed-out-rps-abs
net spindle-at-speed => motion.spindle-at-speed
net spindle-on <= motion.spindle-on
net spindle-on => parport.0.pin-01-out
setp parport.0.pin-02-out-invert 1
net xstep => parport.0.pin-02-out
setp parport.0.pin-02-out-reset 1
setp parport.0.pin-03-out-invert 1
net xdir => parport.0.pin-03-out
net ystep => parport.0.pin-04-out
setp parport.0.pin-04-out-reset 1
net ydir => parport.0.pin-05-out
net zstep => parport.0.pin-06-out
setp parport.0.pin-06-out-reset 1
net zdir => parport.0.pin-07-out
setp stepgen.0.position-scale [AXIS_0]SCALE
setp stepgen.0.steplen 1
setp stepgen.0.stepspace 0
setp stepgen.0.dirhold 24000
setp stepgen.0.dirsetup 24000
setp stepgen.0.maxaccel [AXIS_0]STEPGEN_MAXACCEL
net xpos-cmd axis.0.motor-pos-cmd => stepgen.0.position-cmd
net xpos-fb stepgen.0.position-fb => axis.0.motor-pos-fb
net xstep <= stepgen.0.step
net xdir <= stepgen.0.dir
net xenable axis.0.amp-enable-out => stepgen.0.enable
setp stepgen.1.position-scale [AXIS_1]SCALE
setp stepgen.1.steplen 1
setp stepgen.1.stepspace 0
setp stepgen.1.dirhold 24000
setp stepgen.1.dirsetup 24000
setp stepgen.1.maxaccel [AXIS_1]STEPGEN_MAXACCEL
net ypos-cmd axis.1.motor-pos-cmd => stepgen.1.position-cmd
net ypos-fb stepgen.1.position-fb => axis.1.motor-pos-fb
net ystep <= stepgen.1.step
net ydir <= stepgen.1.dir
net yenable axis.1.amp-enable-out => stepgen.1.enable
setp stepgen.2.position-scale [AXIS_2]SCALE
setp stepgen.2.steplen 1
setp stepgen.2.stepspace 0
setp stepgen.2.dirhold 24000
setp stepgen.2.dirsetup 24000
setp stepgen.2.maxaccel [AXIS_2]STEPGEN_MAXACCEL
net zpos-cmd axis.2.motor-pos-cmd => stepgen.2.position-cmd
net zpos-fb stepgen.2.position-fb => axis.2.motor-pos-fb
net zstep <= stepgen.2.step
net zdir <= stepgen.2.dir
net zenable axis.2.amp-enable-out => stepgen.2.enable
net estop-out <= iocontrol.0.user-enable-out
net estop-out => iocontrol.0.emc-enable-in
loadusr -W hal_manualtoolchange
net tool-change iocontrol.0.tool-change => hal_manualtoolchange.change
net tool-changed iocontrol.0.tool-changed <= hal_manualtoolchange.changed
net tool-number iocontrol.0.tool-prep-number => hal_manualtoolchange.number
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-prepared"
Thanks for any respond.
Lukasz
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 17761
- Thank you received: 5902
13 Feb 2018 01:59 #105807
by tommylight
Replied by tommylight on topic Zelrp + Linuxcnc 2.7.12 + THC 150
Hi Lukasz,
Did you check this thread about using PROMA THC 150. That is valid for all THC that have the usual UP/DOWN/ARCOK signals.
Can you provide some more information, like what error are you getting with toma-thc? Do you have all the LED on the right side of the screen off when you start Linuxcnc? Do you actually have a floating head with the required switch ?
In the meantime, put your THC in test mode and check if the LED's for Up, Down, and ArcOk are functioning properly.
If they are, all is good. If not, you have to check the proper pins in the hal files.
There is a readme file included with that config, so check that if you haven't already.
Did you check this thread about using PROMA THC 150. That is valid for all THC that have the usual UP/DOWN/ARCOK signals.
Can you provide some more information, like what error are you getting with toma-thc? Do you have all the LED on the right side of the screen off when you start Linuxcnc? Do you actually have a floating head with the required switch ?
In the meantime, put your THC in test mode and check if the LED's for Up, Down, and ArcOk are functioning properly.
If they are, all is good. If not, you have to check the proper pins in the hal files.
There is a readme file included with that config, so check that if you haven't already.
Please Log in or Create an account to join the conversation.

13 Feb 2018 07:58 #105811
by rodw
Replied by rodw on topic Zelrp + Linuxcnc 2.7.12 + THC 150
I think its failing before he gets to the Proma. I suspect the drive error is related to the values for
I've never used a parport but I think these should be around 5000 but I think the experts say to start at 25000 and come down.
setp stepgen.1.steplen 1
setp stepgen.1.stepspace 0I've never used a parport but I think these should be around 5000 but I think the experts say to start at 25000 and come down.
Please Log in or Create an account to join the conversation.
13 Feb 2018 10:36 #105815
by dyzio215
Replied by dyzio215 on topic Zelrp + Linuxcnc 2.7.12 + THC 150
Thanks for respond!
I have some information from Prokopcio about connection Myplasm (150 mode) to my mainboard. I connect UP DOWN ARCOK to Pin 10 Pin 11 Pin 12. Now i don't already have floating switch (i have switch but torch is too heavy and i must build something new).
I don't have estop or any limit switch.
How can i test THC?
I think i do something wrong when I edit hal file.
What I do?
First i download files from here: proma-elektronika.com/index.php/pl/porady/plasma-thc-linuxcnc
Next I try to run this, and on my screen i see Linuxcnc and in the right i see THC panel.
F1 doesn't work. I think "maybe estop?" I search something about estop and delete it. Ok now i can run F1, and F2.
Next I edit hal file "parport" and now when I try move something I see Drive error.
Pin config from Stepconf is here:
I have some information from Prokopcio about connection Myplasm (150 mode) to my mainboard. I connect UP DOWN ARCOK to Pin 10 Pin 11 Pin 12. Now i don't already have floating switch (i have switch but torch is too heavy and i must build something new).
I don't have estop or any limit switch.
How can i test THC?
I think i do something wrong when I edit hal file.
What I do?
First i download files from here: proma-elektronika.com/index.php/pl/porady/plasma-thc-linuxcnc
Next I try to run this, and on my screen i see Linuxcnc and in the right i see THC panel.
F1 doesn't work. I think "maybe estop?" I search something about estop and delete it. Ok now i can run F1, and F2.
Next I edit hal file "parport" and now when I try move something I see Drive error.
Pin config from Stepconf is here:
Please Log in or Create an account to join the conversation.
13 Feb 2018 19:46 - 13 Feb 2018 19:47 #105835
by dyzio215
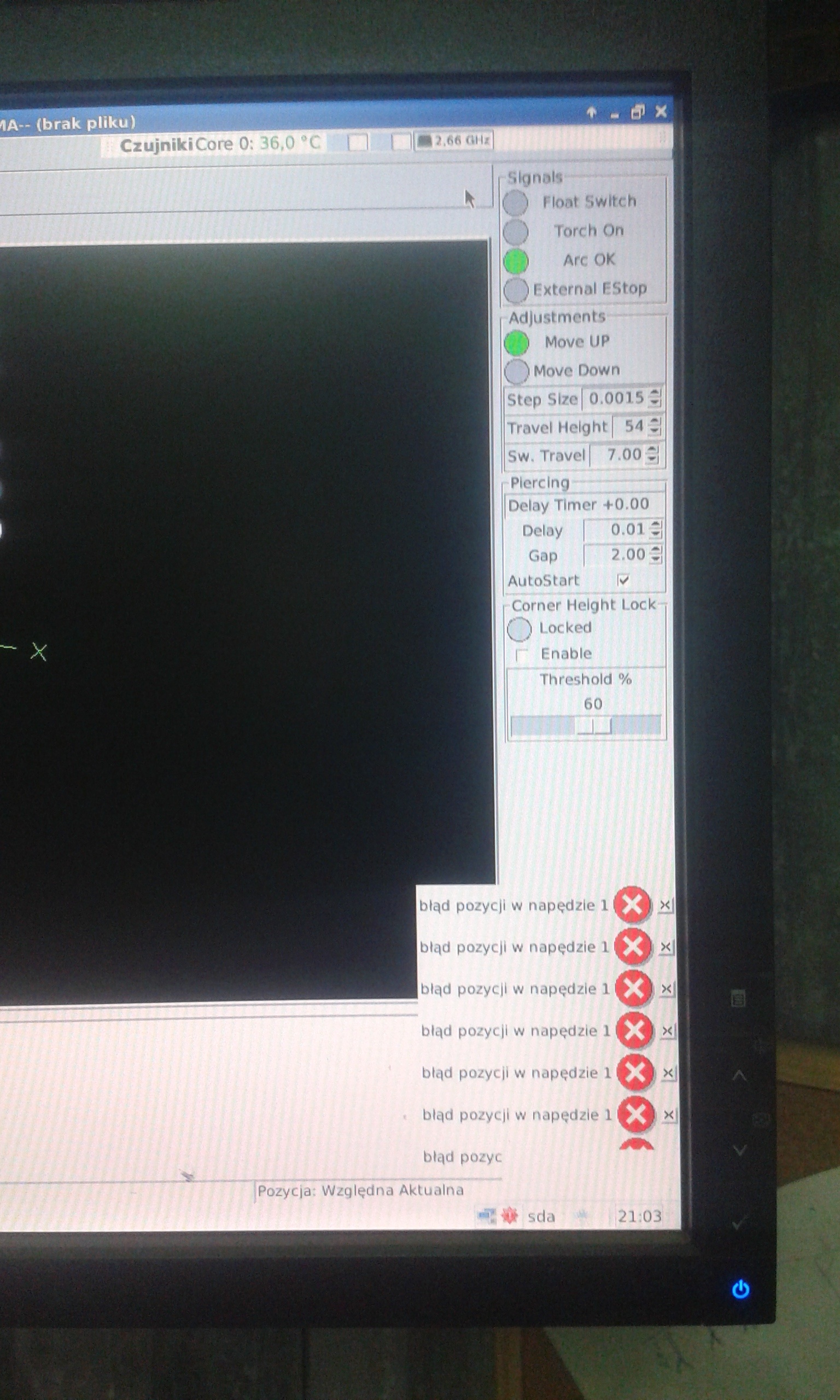 Error
Error
Bad position in drive 1
Replied by dyzio215 on topic Zelrp + Linuxcnc 2.7.12 + THC 150
Bad position in drive 1
Last edit: 13 Feb 2018 19:47 by dyzio215.
Please Log in or Create an account to join the conversation.
15 Feb 2018 23:00 #105998
by dyzio215
Replied by dyzio215 on topic Zelrp + Linuxcnc 2.7.12 + THC 150
Maybe thc-toma config is not for my machine? I can't change pins in my machine...
Pin 1 relay (turn on torch)
Pin 2 - 7 driver
Pin 10-Pin 13 Up Down Arc OK...
Pin 14 relay
What can I do else? I have 10 sheet 2mm and i can't cut this... is too hot ;/
Pin 1 relay (turn on torch)
Pin 2 - 7 driver
Pin 10-Pin 13 Up Down Arc OK...
Pin 14 relay
What can I do else? I have 10 sheet 2mm and i can't cut this... is too hot ;/
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
Less
More
- Posts: 17761
- Thank you received: 5902
16 Feb 2018 01:50 #106001
by tommylight
Replied by tommylight on topic Zelrp + Linuxcnc 2.7.12 + THC 150
Please do read the readme file included with that config, everything is explained there on how to change the pins and inputs for THC.
It does work with your THC.
It does work with your THC.
Please Log in or Create an account to join the conversation.
16 Feb 2018 22:16 - 16 Feb 2018 22:20 #106049
by dyzio215
Replied by dyzio215 on topic Zelrp + Linuxcnc 2.7.12 + THC 150
I do all again. Now i can use F1 but when why try F2 i see "drive in emergency switch". I delete one line in thc.hal and now i can use F2. I can move Z. When i try X or Y i see "driver problem". But when I set the speed <1200mm/min i can move X and Y. Next small problem is revert X. I try something like this:
net StepX stepgen.0.step => parport.0.pin-02-out-invert 1
net StepY stepgen.1.step => parport.0.pin-04-out
net StepZ stepgen.2.step => parport.0.pin-06-out
net DirX stepgen.0.dir => parport.0.pin-03-out-invert 1
net DirY stepgen.1.dir => parport.0.pin-05-out
net DirZ stepgen.2.dir => parport.0.pin-07-out
I try connect the pin 13 (floating switch) and i do not see anything in LinuxCNC. All wires is ok because when I try to use stepconf and assign pin 13 to estop i can use that without problem.
Thanks for help.
If we made it and all will be ok can I use this without floating switch?
net StepX stepgen.0.step => parport.0.pin-02-out-invert 1
net StepY stepgen.1.step => parport.0.pin-04-out
net StepZ stepgen.2.step => parport.0.pin-06-out
net DirX stepgen.0.dir => parport.0.pin-03-out-invert 1
net DirY stepgen.1.dir => parport.0.pin-05-out
net DirZ stepgen.2.dir => parport.0.pin-07-out
I try connect the pin 13 (floating switch) and i do not see anything in LinuxCNC. All wires is ok because when I try to use stepconf and assign pin 13 to estop i can use that without problem.
Thanks for help.
If we made it and all will be ok can I use this without floating switch?
Last edit: 16 Feb 2018 22:20 by dyzio215.
Please Log in or Create an account to join the conversation.
23 Feb 2018 15:52 #106396
by dyzio215
Replied by dyzio215 on topic Zelrp + Linuxcnc 2.7.12 + THC 150
Now already work! All the time I must learn... I have only two problems. First: i have velocity 100 but speed more than 800 have error... Second is something differrent. When I have too curve plate and move X and Y axis i switch on floating switch. (without burning). What can i do to move torch to up? (floating switch is on and i can't do anything).
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
Less
More
- Posts: 17761
- Thank you received: 5902
23 Feb 2018 16:17 #106399
by tommylight
Replied by tommylight on topic Zelrp + Linuxcnc 2.7.12 + THC 150
On the left side there is "ignore limit switch" or similar, click on that and press F2, now you can move torch up,.
Please Log in or Create an account to join the conversation.
Time to create page: 1.998 seconds