spindelkonfiguration stepdir problem
07 Aug 2023 09:56 - 12 Aug 2023 02:12 #277214
by wuyatom
 ,I use the latest spindle orientation configuration code from Talla83, which can achieve spindle positioning. The current problem is that after running G code to M3 code to open the spindle, the entire G code will stop. Can you help me check where the problem is?
,I use the latest spindle orientation configuration code from Talla83, which can achieve spindle positioning. The current problem is that after running G code to M3 code to open the spindle, the entire G code will stop. Can you help me check where the problem is?
spindelkonfiguration stepdir problem was created by wuyatom
Attachments:
Last edit: 12 Aug 2023 02:12 by wuyatom.
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 17835
- Thank you received: 5932
07 Aug 2023 11:43 #277227
by tommylight
Replied by tommylight on topic spindelkonfiguration stepdir problem
The gcode has M3 but does not have S1000 or the spindle RPM in it, try adding that.
Also the spindle.0.at-speed is still off.
Also the spindle.0.at-speed is still off.
Please Log in or Create an account to join the conversation.
07 Aug 2023 12:09 #277231
by wuyatom
Replied by wuyatom on topic spindelkonfiguration stepdir problem
Now it's M3. After turning on the spindle, all joints stop working
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
Less
More
- Posts: 17835
- Thank you received: 5932
07 Aug 2023 12:29 #277232
by tommylight
Replied by tommylight on topic spindelkonfiguration stepdir problem
In gcode:
M3 S1000
M3 S1000
Please Log in or Create an account to join the conversation.
07 Aug 2023 12:44 #277234
by wuyatom
Replied by wuyatom on topic spindelkonfiguration stepdir problem
Attachments:
Please Log in or Create an account to join the conversation.
07 Aug 2023 12:46 #277235
by wuyatom
Replied by wuyatom on topic spindelkonfiguration stepdir problem
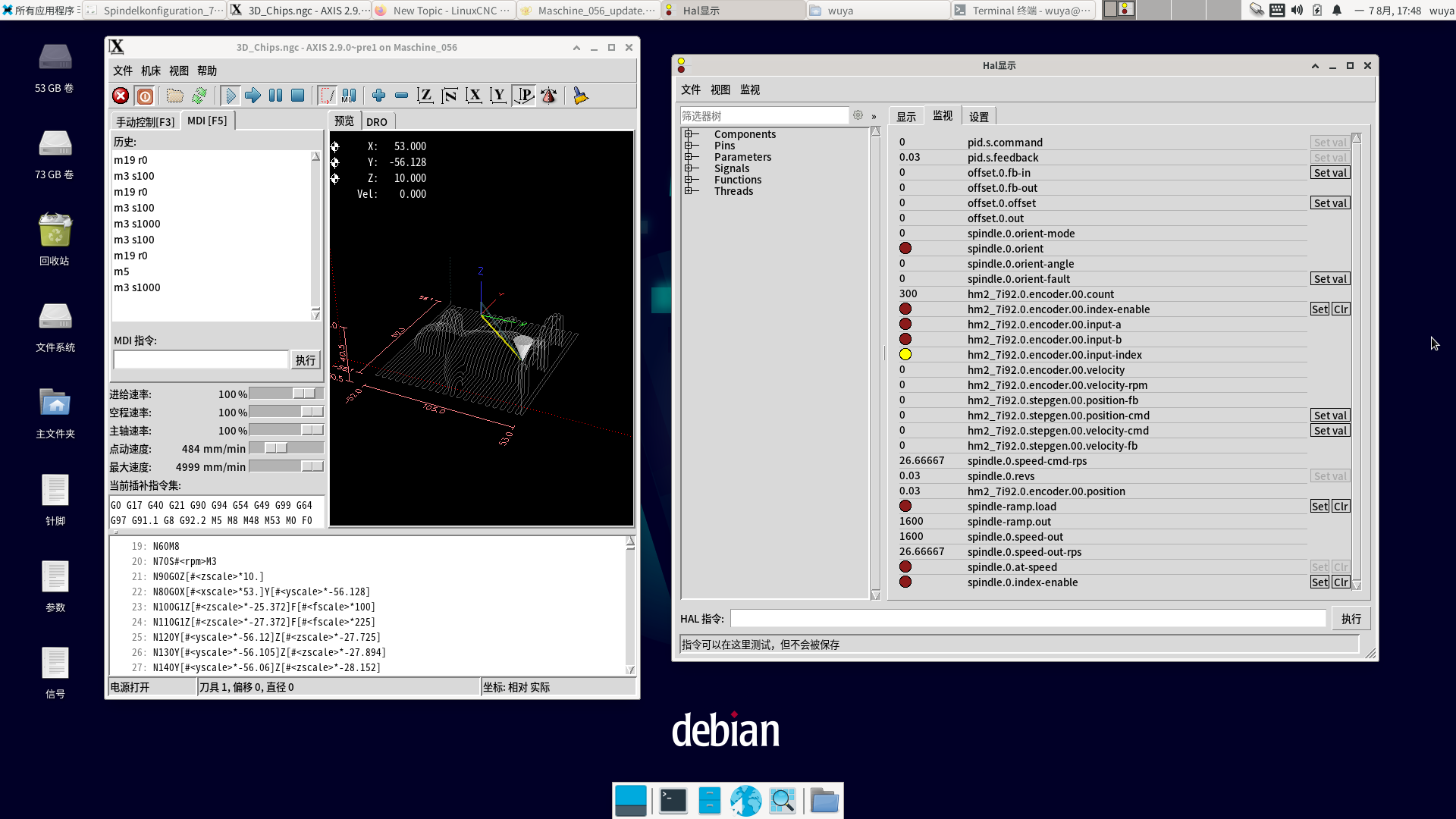
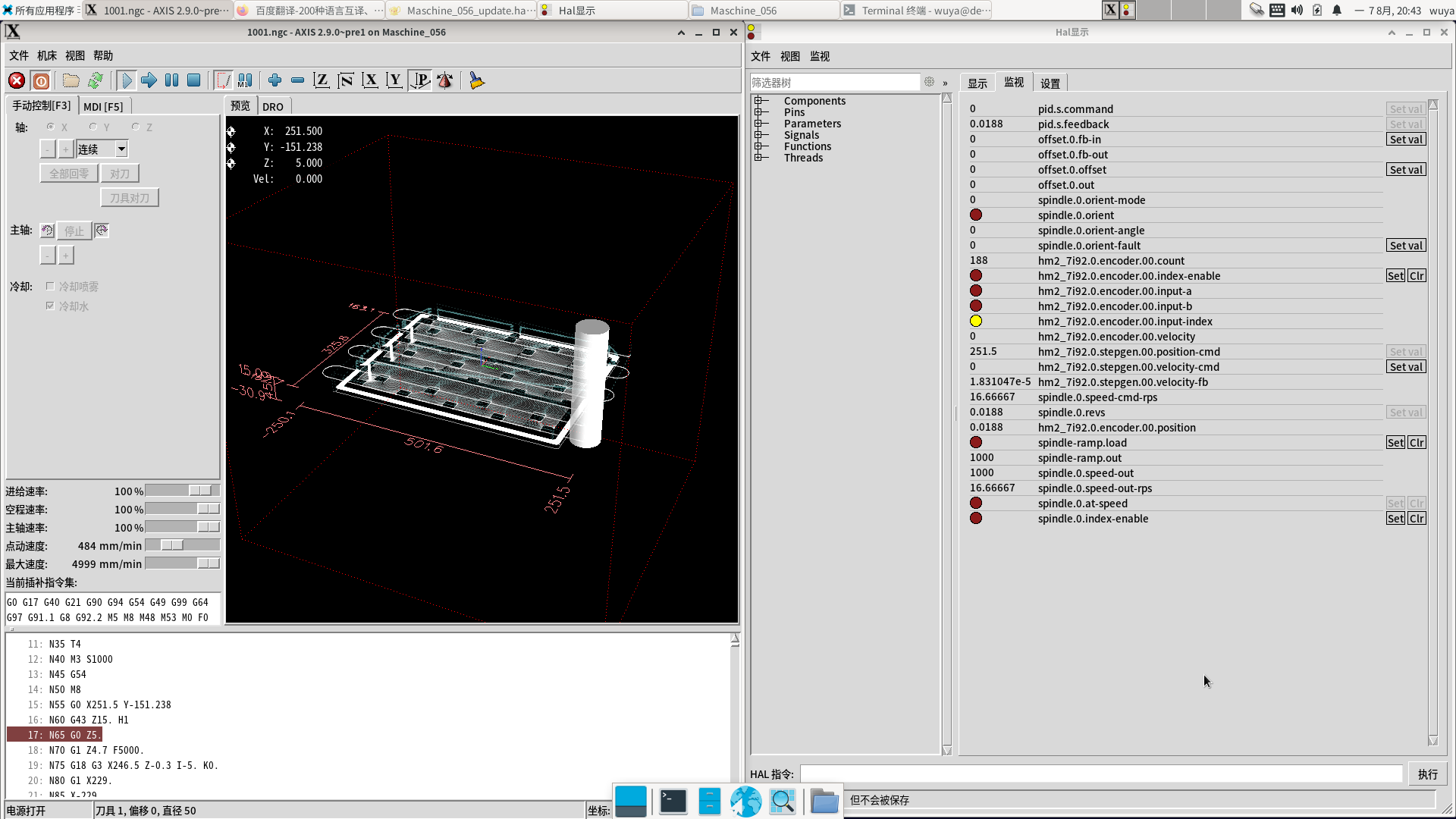
Will get stuck in this place
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
Less
More
- Posts: 17835
- Thank you received: 5932
07 Aug 2023 14:07 #277239
by tommylight
Please Log in or Create an account to join the conversation.
07 Aug 2023 15:11 #277242
by wuyatom
Replied by wuyatom on topic spindelkonfiguration stepdir problem
Sorry, I'm not familiar with HAL and various components, and I don't know what to modify,Can you help me make the necessary modifications? Thank you very much
Please Log in or Create an account to join the conversation.

07 Aug 2023 18:25 #277263
by Aciera
Replied by Aciera on topic spindelkonfiguration stepdir problem
Try the 'halshow' tool to look at the 'spindle-at-speed' component (which is a 'near' component).
linuxcnc.org/docs/devel/html/hal/halshow.html
With 'halshow' look at the pins
'spindle-at-speed.in1' connected to your spindle spindle speed command
'spindle-at-speed.in2' connected to your spindle encoder feedback
'spindle-at-speed.out' connected to the spindle.0.at-speed (which needs to be true for the motion to begin)
'spindle-at-speed.difference' sets the tolerance
In your hal file you have:
setp spindle-at-speed.difference [SPINDLE_0]MAX_ERROR
and in your ini the value is set to:
MAX_ERROR = 0.1
So you may want to try larger values for MAX_ERROR.
linuxcnc.org/docs/devel/html/hal/halshow.html
With 'halshow' look at the pins
'spindle-at-speed.in1' connected to your spindle spindle speed command
'spindle-at-speed.in2' connected to your spindle encoder feedback
'spindle-at-speed.out' connected to the spindle.0.at-speed (which needs to be true for the motion to begin)
'spindle-at-speed.difference' sets the tolerance
In your hal file you have:
setp spindle-at-speed.difference [SPINDLE_0]MAX_ERROR
and in your ini the value is set to:
MAX_ERROR = 0.1
So you may want to try larger values for MAX_ERROR.
Please Log in or Create an account to join the conversation.

11 Aug 2023 13:02 #277638
by andypugh
Replied by andypugh on topic spindelkonfiguration stepdir problem
This looks like a spindle-at-speed problem.
But, assuming that emcoder.00 is the spindle encoder, it looks like a genuine not-at-speed.
spindle.0.speed-out is 1000 rpm, and the encoder velocity is zero.
So, for some reason, the spindle isn't turning.
Is the stepgen enabled?
But, assuming that emcoder.00 is the spindle encoder, it looks like a genuine not-at-speed.
spindle.0.speed-out is 1000 rpm, and the encoder velocity is zero.
So, for some reason, the spindle isn't turning.
Is the stepgen enabled?
Please Log in or Create an account to join the conversation.
Time to create page: 0.157 seconds