×
Forum Header
Scale in StepConf, not in Axis
- nerdegutta
- Offline
- New Member
-

Less
More
- Posts: 11
- Thank you received: 0
11 Apr 2014 01:34 #45812
by nerdegutta
Scale in StepConf, not in Axis was created by nerdegutta
Hi.
Hardware
Steppers: NEMA 23
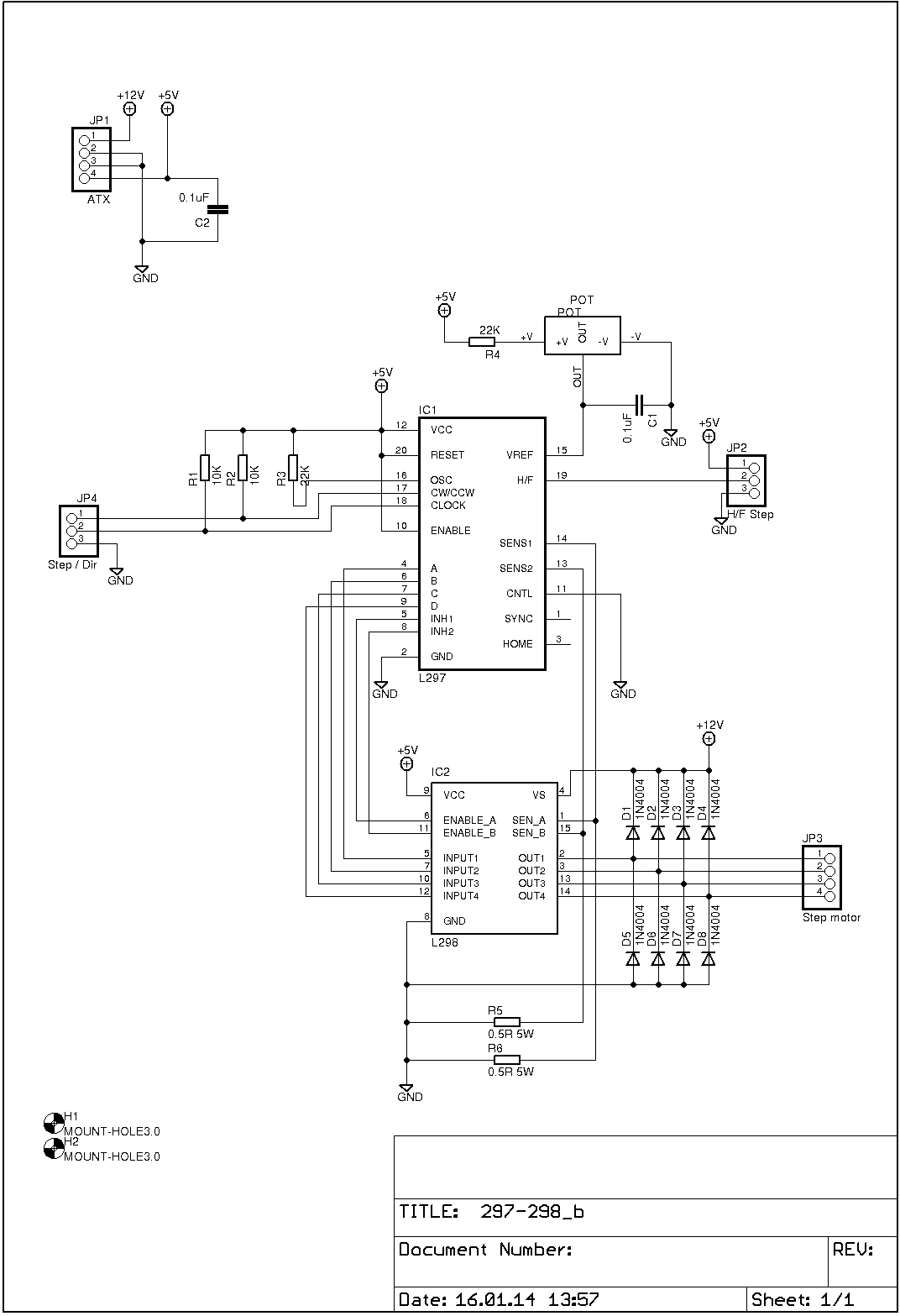
Driver: L297 - L298, see att schematic.
X-Y Axis: M8 Threaded rod
Z Axis: M3 Threaded rod
Software version: Axis 2.4.6
Basic Machine config:
Axis conf : xyz
Units: mm
Drivertype: Other
Step time: 5000
Step space: 4000
Dir hold: 4000
Dir setup: 1000
Par port:
X step: inverted
X dir: inverted
Y step: inverted
Y dir: inverted
X-Y axis:
Steps pr rev: 200
Driver microstepping:1.0
Pulley teeth: 1:1
Leadscrew pitch: 1.22
Max vel: 9.0
Max acc: 5.0
Z-axis:
Steps per rev: 200
Driver micro: 1.0
Pulley teeth: 1:1
Leadscrew pitch: 0.8
Max vel: 4.0
Max acc: 5.0
With this setup in StepConf, the steppermotors are running fine. When I put a sheet of paper on the board, and use "Test this axis", all of them moves according to the "Test area" setting. So far, so good.
But when I start Axis and try to draw the "EMC 2.4/Axis" - default image, it is out of scale/proportions. It is too small. It is only 75mm long, and should be 188-something mm.
What am I missing?
- nerdegutta
Hardware
Steppers: NEMA 23
Driver: L297 - L298, see att schematic.
X-Y Axis: M8 Threaded rod
Z Axis: M3 Threaded rod
Software version: Axis 2.4.6
Basic Machine config:
Axis conf : xyz
Units: mm
Drivertype: Other
Step time: 5000
Step space: 4000
Dir hold: 4000
Dir setup: 1000
Par port:
X step: inverted
X dir: inverted
Y step: inverted
Y dir: inverted
X-Y axis:
Steps pr rev: 200
Driver microstepping:1.0
Pulley teeth: 1:1
Leadscrew pitch: 1.22
Max vel: 9.0
Max acc: 5.0
Z-axis:
Steps per rev: 200
Driver micro: 1.0
Pulley teeth: 1:1
Leadscrew pitch: 0.8
Max vel: 4.0
Max acc: 5.0
With this setup in StepConf, the steppermotors are running fine. When I put a sheet of paper on the board, and use "Test this axis", all of them moves according to the "Test area" setting. So far, so good.
But when I start Axis and try to draw the "EMC 2.4/Axis" - default image, it is out of scale/proportions. It is too small. It is only 75mm long, and should be 188-something mm.
What am I missing?
- nerdegutta
Please Log in or Create an account to join the conversation.
11 Apr 2014 05:17 #45823
by cncbasher
Replied by cncbasher on topic Scale in StepConf, not in Axis
sorry , can i ask to clarify, is it only the axis display that is showing short , or actual machine travel ?
and you say it travels correct distance when using the test axis screen in stepconf ?
it would also be helpful for you to attach the Hal and ini files from your config
and you say it travels correct distance when using the test axis screen in stepconf ?
it would also be helpful for you to attach the Hal and ini files from your config
Please Log in or Create an account to join the conversation.
- nerdegutta
- Offline
- New Member
-
Less
More
- Posts: 11
- Thank you received: 0
11 Apr 2014 11:30 #45838
by nerdegutta
Replied by nerdegutta on topic Scale in StepConf, not in Axis
I'm not in front of the Linux CNC computer right now.
I did some more testing, and found that with microstepping set to 2, both the X and Y axis are in scale. Weird?
I'll include the files in a later post today.
Thanks for reading.
- nerdegutta
I did some more testing, and found that with microstepping set to 2, both the X and Y axis are in scale. Weird?
I'll include the files in a later post today.
Thanks for reading.
- nerdegutta
Please Log in or Create an account to join the conversation.
11 Apr 2014 13:19 #45842
by cncbasher
Replied by cncbasher on topic Scale in StepConf, not in Axis
ok , thanks for letting us know , you managed to find it by whatever means ..
Please Log in or Create an account to join the conversation.
11 Apr 2014 13:24 #45843
by cncbasher
Replied by cncbasher on topic Scale in StepConf, not in Axis
ok , thanks for letting us know , you managed to find it by whatever means ..
yes setting the microstepping to 2 would fix , the reason is the L297 driver chip has a mode selection for what is called Full step and Half step microstepping , 200 and 400 steps
this is Pin 19 on your diagram . dependant on this pin being either grounded or lifted to 5V determines the step rate ..
yes setting the microstepping to 2 would fix , the reason is the L297 driver chip has a mode selection for what is called Full step and Half step microstepping , 200 and 400 steps
this is Pin 19 on your diagram . dependant on this pin being either grounded or lifted to 5V determines the step rate ..
Please Log in or Create an account to join the conversation.
- nerdegutta
- Offline
- New Member
-
Less
More
- Posts: 11
- Thank you received: 0
12 Apr 2014 03:01 #45864
by nerdegutta
Replied by nerdegutta on topic Scale in StepConf, not in Axis
I have a jumper on the JP2, setting PIN 19 HIGH. It seems to work now.
Thanks for reading.
Thanks for reading.
Please Log in or Create an account to join the conversation.
Time to create page: 0.163 seconds