Shown AXIS TLO Z Offset not stored in #5403 ?
- altihu
- Offline
- New Member
-

Less
More
- Posts: 6
- Thank you received: 0
01 Sep 2015 19:53 - 01 Sep 2015 19:54 #61992
by altihu
Shown AXIS TLO Z Offset not stored in #5403 ? was created by altihu
Hi,
after a tool-length probe and setting a tool-length offset, the shown value in the axis display is updated.
(done in o-word subscript)
I thought i would find the "TLO Z" Offset shown on the screen also into the #5403, but this value is 0.
Where is the value stored ?
after a tool-length probe and setting a tool-length offset, the shown value in the axis display is updated.
(done in o-word subscript)
I thought i would find the "TLO Z" Offset shown on the screen also into the #5403, but this value is 0.
Where is the value stored ?
Last edit: 01 Sep 2015 19:54 by altihu.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 23377
- Thank you received: 4966
01 Sep 2015 22:05 #62006
by andypugh
Replied by andypugh on topic Shown AXIS TLO Z Offset not stored in #5403 ?
It should be in #5403. Have you issued a G43 command?
Please Log in or Create an account to join the conversation.
- altihu
- Offline
- New Member
-
Less
More
- Posts: 6
- Thank you received: 0
02 Sep 2015 18:18 #62048
by altihu
Replied by altihu on topic Shown AXIS TLO Z Offset not stored in #5403 ?
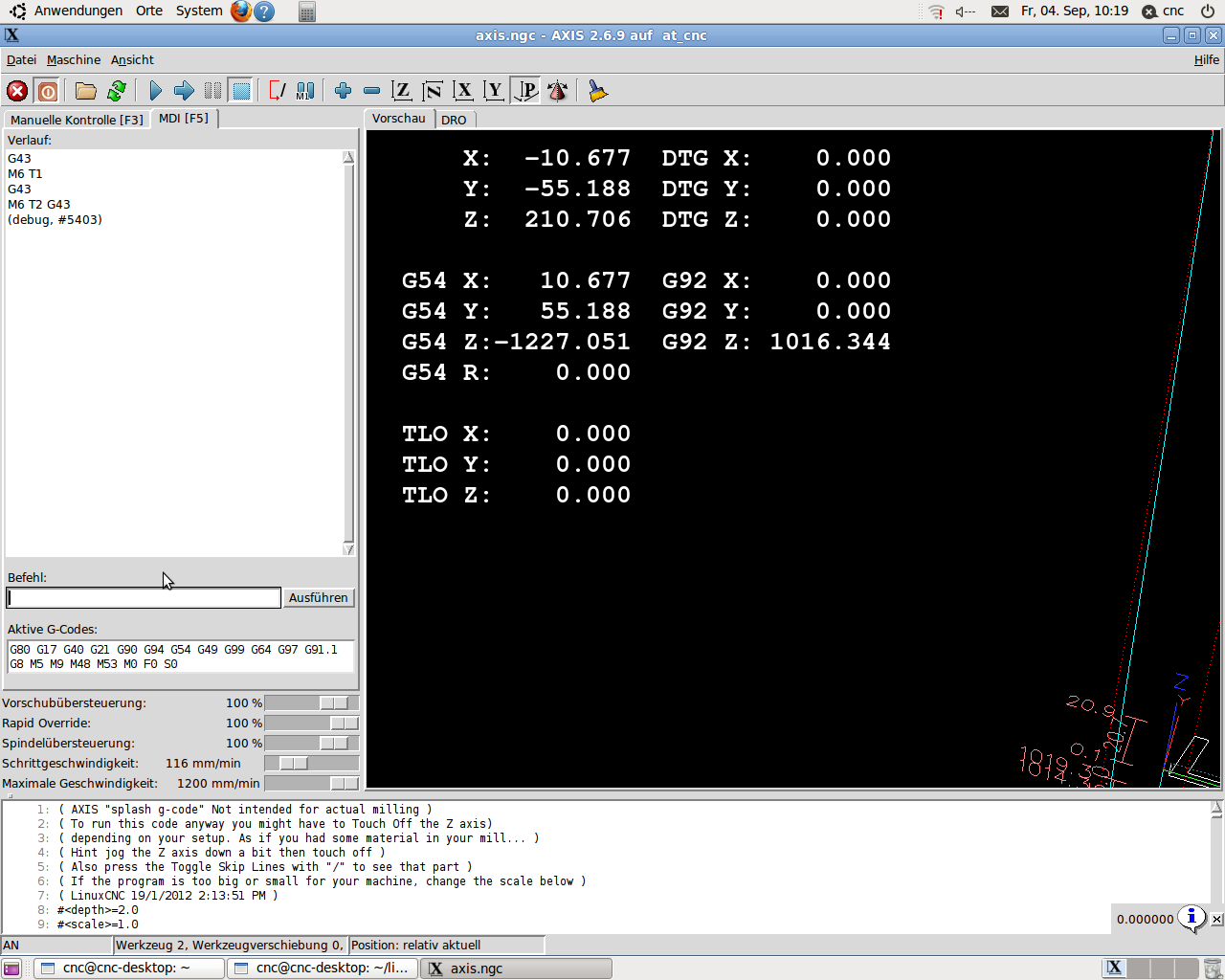
I have done some testing without my subscript, no loaded ngc-file, just with the MDI command field.
" G43.1 Z100 " -> TLO Z shows 100 on the axis display, the regular z-axis is then reduced by 100
" G43 " -> TLO Z shows 0, the the regular z-axis is then increased by 100
then i ve done a "G43.1 Z999" and wrote a test-script that prints #1 up to #5600 to stdout,
there was no parameter number that contains 999
" G43.1 Z100 " -> TLO Z shows 100 on the axis display, the regular z-axis is then reduced by 100
" G43 " -> TLO Z shows 0, the the regular z-axis is then increased by 100
then i ve done a "G43.1 Z999" and wrote a test-script that prints #1 up to #5600 to stdout,
there was no parameter number that contains 999
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 23377
- Thank you received: 4966
03 Sep 2015 07:02 #62075
by andypugh
Replied by andypugh on topic Shown AXIS TLO Z Offset not stored in #5403 ?
I think I am seeing what I expect.
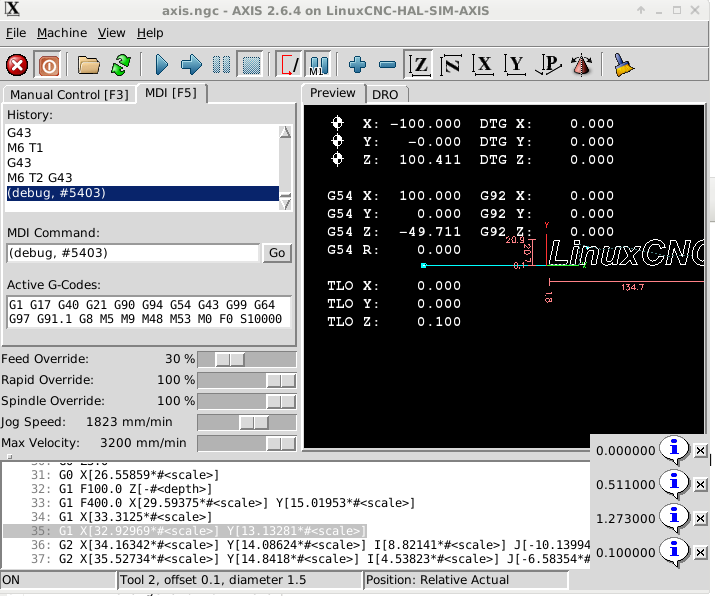
Do you at least see the DRO (in verbose mode, as shown) and #5403 match?
Do you at least see the DRO (in verbose mode, as shown) and #5403 match?
Please Log in or Create an account to join the conversation.
- tome
- Offline
- Premium Member
-

Less
More
- Posts: 134
- Thank you received: 11
03 Sep 2015 20:23 #62083
by tome
Replied by tome on topic Shown AXIS TLO Z Offset not stored in #5403 ?
What version of Linuxcnc are you running?
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 23377
- Thank you received: 4966
03 Sep 2015 20:29 #62084
by andypugh
2.6.4 (as you can see in the picture).
I would be surprised to find that this has changed in 2.7, but I am not excluding the possibility.
Can you try the MDI sequence in my example and see what you get?
Replied by andypugh on topic Shown AXIS TLO Z Offset not stored in #5403 ?
What version of Linuxcnc are you running?
2.6.4 (as you can see in the picture).
I would be surprised to find that this has changed in 2.7, but I am not excluding the possibility.
Can you try the MDI sequence in my example and see what you get?
Please Log in or Create an account to join the conversation.
- tome
- Offline
- Premium Member
-
Less
More
- Posts: 134
- Thank you received: 11
03 Sep 2015 20:51 - 03 Sep 2015 20:55 #62088
by tome
Sorry, meant to ask the OP.") I have a run across an odd situation with a G43 (in 2.7) and was curious if the two might be related.
I have a run across an odd situation with a G43 (in 2.7) and was curious if the two might be related.
Replied by tome on topic Shown AXIS TLO Z Offset not stored in #5403 ?
What version of Linuxcnc are you running?
2.6.4 (as you can see in the picture).
I would be surprised to find that this has changed in 2.7, but I am not excluding the possibility.
Can you try the MDI sequence in my example and see what you get?
Sorry, meant to ask the OP.
I have a run across an odd situation with a G43 (in 2.7) and was curious if the two might be related.
Last edit: 03 Sep 2015 20:55 by tome.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 23377
- Thank you received: 4966
04 Sep 2015 01:09 - 04 Sep 2015 01:10 #62098
by andypugh
Replied by andypugh on topic Shown AXIS TLO Z Offset not stored in #5403 ?
You are definitely on to something.
Using this test code with Z = 1 for tool 1 and 2 for tool 2:
I got this.
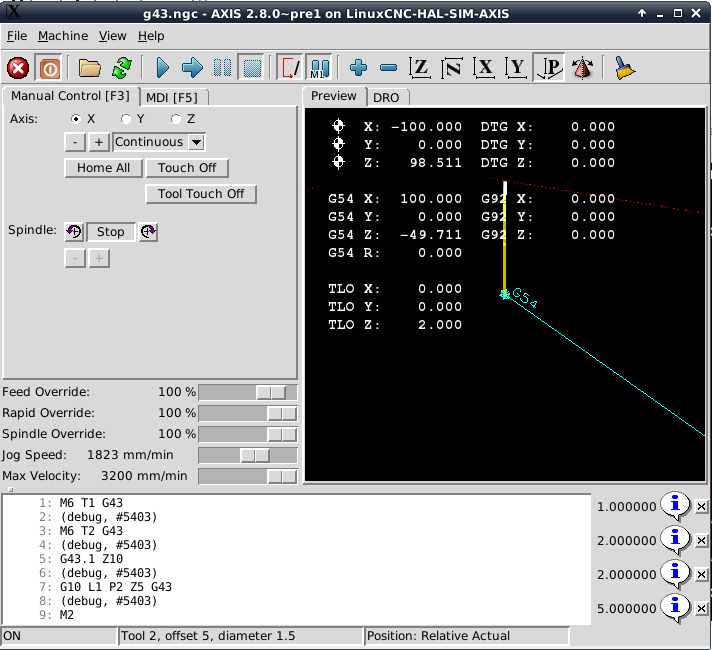
Using this test code with Z = 1 for tool 1 and 2 for tool 2:
M6 T1 G43
(debug, #5403)
M6 T2 G43
(debug, #5403)
G43.1 Z10
(debug, #5403)
G4 P5
G10 L1 P2 Z5 G43
(debug, #5403)
M2I got this.
Last edit: 04 Sep 2015 01:10 by andypugh.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 23377
- Thank you received: 4966
04 Sep 2015 01:21 #62099
by andypugh
Replied by andypugh on topic Shown AXIS TLO Z Offset not stored in #5403 ?
Discussing it on IRC, we think that the manual is slightly unclear.
#5403 and friends display the tool _table_ offsets of the selected tool. Independent of any transient offsets.
(Note that I confused myself above because G43 has a higher priority than G10, so the G43 loads the original tool length before the G10 changes it)
#5403 and friends display the tool _table_ offsets of the selected tool. Independent of any transient offsets.
(Note that I confused myself above because G43 has a higher priority than G10, so the G43 loads the original tool length before the G10 changes it)
Please Log in or Create an account to join the conversation.
- altihu
- Offline
- New Member
-
Less
More
- Posts: 6
- Thank you received: 0
04 Sep 2015 14:14 #62111
by altihu
Replied by altihu on topic Shown AXIS TLO Z Offset not stored in #5403 ?
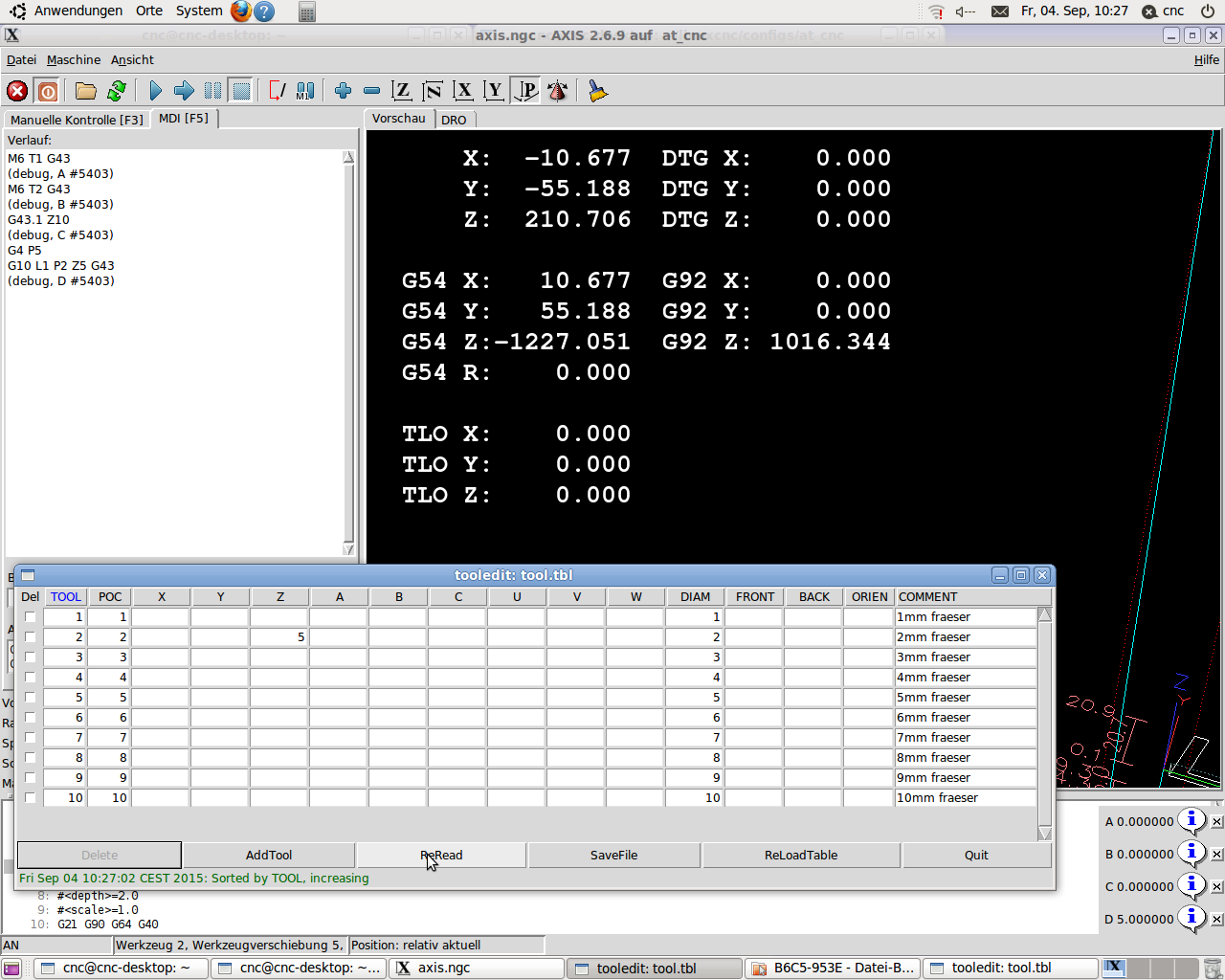
Meanwhile I figured out too that #5403 contains the value that ist _stored_ in the tool.tbl, like andy wrote in the last post. I my setup i am using a tool length sensor but i didn't saved the lool length offset into the tool.tbl. Tool length changes every time i change the tool due my tool holder. When I saved the G43.1 measurement - the #5403 is updated.
I dont want to save the tool length offset in the tool.tbl - but i need to check in my "tool measurement script" if there is a TLO Z (stored or not stored) because the _first_ tool has to be touched of to the surface by hand. When the display of the offsets is switched off - my script fails...
Is the _displayed_ TLO Z accessible in some other way ?
linuxcnc-version is 2.6.9
I dont want to save the tool length offset in the tool.tbl - but i need to check in my "tool measurement script" if there is a TLO Z (stored or not stored) because the _first_ tool has to be touched of to the surface by hand. When the display of the offsets is switched off - my script fails...
Is the _displayed_ TLO Z accessible in some other way ?
linuxcnc-version is 2.6.9
Please Log in or Create an account to join the conversation.
Time to create page: 0.245 seconds