Program stops at G53
22 Jul 2020 18:05 #175407
by bmklawt
Program stops at G53 was created by bmklawt
Hello,
I recently had to change the hard drive in my LinuxCNC set up and reload all the Pico System PPMC files, don't know if this matters but thought I'd mention it.
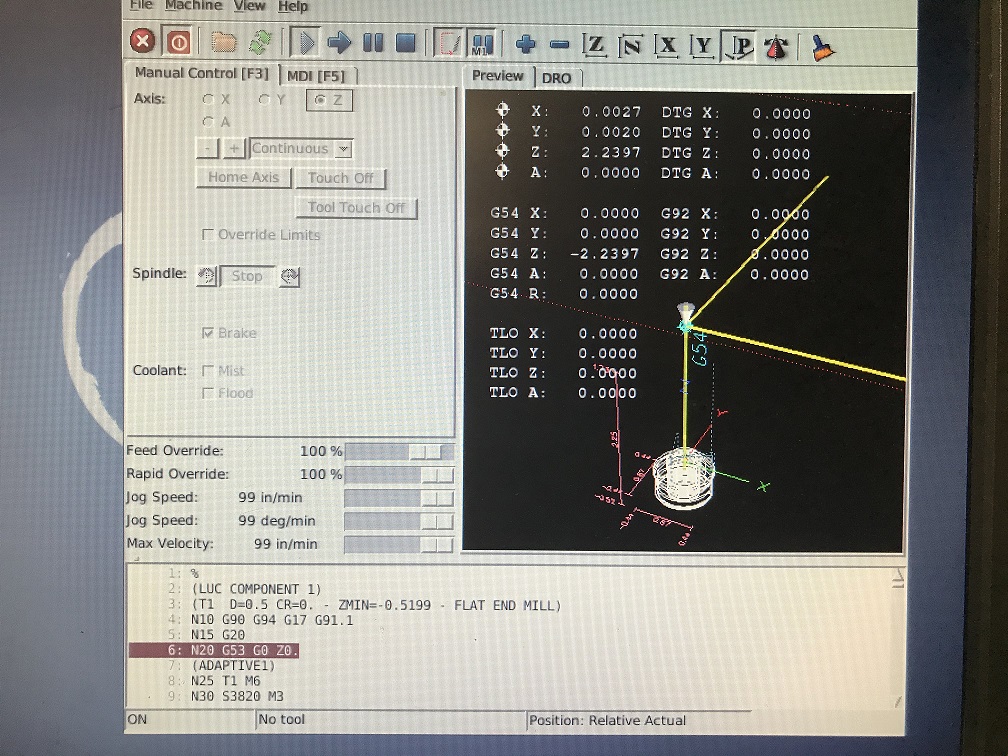
Before the hard drive failure I was using Mastercam to write and post my Gcode and it worked fine, since I lost the hard drive I also lost my access to Mastercam I am trying my hand at Fusion 360. When I run this program it stops at line N20 G53 G0 Z0.and I can figure out why, Is it a problem with Fusion, my tool offset, machine off sets, axis settings, operator error, I don't know, attached is a screen shoot of AXIS GUI and a copy of the program, hoping someone out there smarter than me can point me in the right direction.
Your help is greatly appreciated,
Bruce
I recently had to change the hard drive in my LinuxCNC set up and reload all the Pico System PPMC files, don't know if this matters but thought I'd mention it.
Before the hard drive failure I was using Mastercam to write and post my Gcode and it worked fine, since I lost the hard drive I also lost my access to Mastercam I am trying my hand at Fusion 360. When I run this program it stops at line N20 G53 G0 Z0.and I can figure out why, Is it a problem with Fusion, my tool offset, machine off sets, axis settings, operator error, I don't know, attached is a screen shoot of AXIS GUI and a copy of the program, hoping someone out there smarter than me can point me in the right direction.
Your help is greatly appreciated,
Bruce
Attachments:
Please Log in or Create an account to join the conversation.
22 Jul 2020 18:40 #175409
by cmorley
Replied by cmorley on topic Program stops at G53
was there an error message? does it hang or just ends the program?
Please Log in or Create an account to join the conversation.
22 Jul 2020 19:22 #175412
by bmklawt
Replied by bmklawt on topic Program stops at G53
No error message, the program just hangs at line N20
Please Log in or Create an account to join the conversation.
22 Jul 2020 19:24 #175413
by bmklawt
Replied by bmklawt on topic Program stops at G53
I should say the program completes line N20 G53 G0 Z0. then hangs
Please Log in or Create an account to join the conversation.
22 Jul 2020 20:06 #175416
by cmorley
Replied by cmorley on topic Program stops at G53
So right after that is a tool change code - does tool changes work properly?
If you don't have a tool changer, then usually people set up a prompt to change the tool.
Chris
If you don't have a tool changer, then usually people set up a prompt to change the tool.
Chris
Please Log in or Create an account to join the conversation.
22 Jul 2020 20:08 #175417
by cmorley
Replied by cmorley on topic Program stops at G53
hal_manualtoolchange is the component and it needs it's HAL pins connected to work.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Offline
- Platinum Member
-

Less
More
- Posts: 4965
- Thank you received: 1370
22 Jul 2020 20:16 #175419
by Todd Zuercher
Replied by Todd Zuercher on topic Program stops at G53
It isn't actually stopping at the G53 line, it is stopped waiting for the tool change on the next line. Your machine must not have tool changing configured correctly. If you'd load T1 manually from the MDI, I bet the file would run fine.
Your choices are remove the tool change commands from the G-code, or fix the tool change part of your Linuxcnc config, (by properly enabling manual tool changes, or ...)
Your choices are remove the tool change commands from the G-code, or fix the tool change part of your Linuxcnc config, (by properly enabling manual tool changes, or ...)
The following user(s) said Thank You: ikkuh
Please Log in or Create an account to join the conversation.
23 Jul 2020 02:28 #175455
by bmklawt
Replied by bmklawt on topic Program stops at G53
If I MDI a tool change, T1 M6, I get the same results if I delete the tool change line it works successfully, I do not have a tool changer, Bridgeport style mill.
Where do I find hal_manualtoolchange and what do I change so I can do a manual tool change with multiple tools?
Thank you,
Bruce
Where do I find hal_manualtoolchange and what do I change so I can do a manual tool change with multiple tools?
Thank you,
Bruce
Please Log in or Create an account to join the conversation.
23 Jul 2020 07:19 #175471
by cmorley
Replied by cmorley on topic Program stops at G53
hopefully this helps:
linuxcnc.org/docs/2.7/html/man/man1/hal_manualtoolchange.1.html
I think all of the sample configs use it aside from qtvcp, so there are those examples too.
linuxcnc.org/docs/2.7/html/man/man1/hal_manualtoolchange.1.html
I think all of the sample configs use it aside from qtvcp, so there are those examples too.
Please Log in or Create an account to join the conversation.
30 Jul 2020 19:44 #176563
by bmklawt
Replied by bmklawt on topic Program stops at G53
Added this to the end of the .hal file and all works well now.
wiki.linuxcnc.org/cgi-bin/wiki.pl?Tool_Changes
wiki.linuxcnc.org/cgi-bin/wiki.pl?Tool_Changes
Please Log in or Create an account to join the conversation.
Time to create page: 0.112 seconds