gmoccapy Spindel LED und Statusbalken aktivieren
21 Nov 2016 11:03 #83059
by xpkiller
gmoccapy Spindel LED und Statusbalken aktivieren was created by xpkiller
Hallo,
Da nun bei mir soweit alles läuft, würde ich gerne noch die Anzeige für die Spindelsteuerung aktivieren. Ich weiß nur nicht, wie ich das anstellen kann. Ich hatte in einem anderen Topic schon mal nachgefragt, aber das hat sich wohl verworfen. Norbert (neubynobi) hatte mal kurz etwas dazu geschrieben.
Nein, das kann der nicht. Wie kann man die LED und den Statusbalken denn sonst noch zum laufen bringen?
Gruß Frank
Da nun bei mir soweit alles läuft, würde ich gerne noch die Anzeige für die Spindelsteuerung aktivieren. Ich weiß nur nicht, wie ich das anstellen kann. Ich hatte in einem anderen Topic schon mal nachgefragt, aber das hat sich wohl verworfen. Norbert (neubynobi) hatte mal kurz etwas dazu geschrieben.
Hallo Frank,
Um den Balken und die Led anzusteuern benötigtst du die Drehzahl vom FU und das Signal, dass er die programmierte Drehzahl erreicht hat. Kann der das? Sonst gibt es noch andere Wege:-)
Norbert
Nein, das kann der nicht. Wie kann man die LED und den Statusbalken denn sonst noch zum laufen bringen?
Gruß Frank
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 17810
- Thank you received: 5925
27 Nov 2016 18:27 #83377
by tommylight
Replied by tommylight on topic gmoccapy Spindel LED und Statusbalken aktivieren
Ich denke, Sie benötigen eine art von feedback für sie zu arbeiten, von VFD oder von encoder in der spindel.
Please Log in or Create an account to join the conversation.
28 Nov 2016 17:54 #83401
by xpkiller
Replied by xpkiller on topic gmoccapy Spindel LED und Statusbalken aktivieren
Was ich bisher selber gemacht, bzw. herausgefunden habe. Ich habe mir die sim.gmoccapy "gmoccapy_with_user_tabs.ini" mal genau angesehen, denn dort funktioniert die Spindel Anzeige mit dem Statusbalken, wenn auch nur als DEMO. Ich habe in meiner .ini Datei dazu unter [HAL] folgende Dateien angelegt.
In der "costum_postgui.hal" habe ich diese Daten eingefügt.
In meinem config Verzeichnis habe zusätzlich die Dateien: core_sim4.hal, spindle_sim.hal und eine Verknüpfung zum Ordner /usr/share/linuxcnc/hallib angelegt.
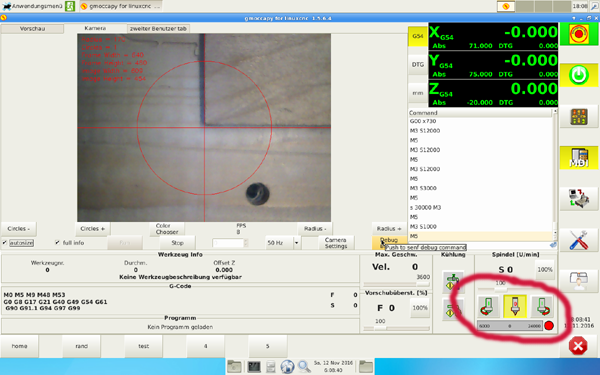
Das einzigste, was nun bei mir angezeigt wird ist eine grüne, anstatt der roten Spindel led? Ich glaube alle Dateien der beiden .ini Dateien durch vergleichen identisch zu haben, aber irgendwie klappt das noch nicht? Ich brauche wohl den Rat des Fachmannś der das Programm geschrieben hat, help me Norbert
[HAL]
HALFILE = MF1040_gmoccapy.hal
# HALFILE = custom.hal
HALFILE = spindle_sim.hal
# Einzelne Datei, die ausgeführt wird, nachdem die GUI gestartet wurde.
POSTGUI_HALFILE = custom_postgui.hal
In der "costum_postgui.hal" habe ich diese Daten eingefügt.
###################################################################
# costum_postgui.hal Datei von Frank Vieler #
###################################################################
loadrt abs names=abs_spindle_feedback
addf abs_spindle_feedback servo-thread
net spindle-speed-limited => abs_spindle_feedback.in
net spindle-abs abs_spindle_feedback.out => gmoccapy.spindle_feedback_bar
net spindle-at-speed gmoccapy.spindle_at_speed_led
In meinem config Verzeichnis habe zusätzlich die Dateien: core_sim4.hal, spindle_sim.hal und eine Verknüpfung zum Ordner /usr/share/linuxcnc/hallib angelegt.
Das einzigste, was nun bei mir angezeigt wird ist eine grüne, anstatt der roten Spindel led? Ich glaube alle Dateien der beiden .ini Dateien durch vergleichen identisch zu haben, aber irgendwie klappt das noch nicht? Ich brauche wohl den Rat des Fachmannś der das Programm geschrieben hat, help me Norbert
Please Log in or Create an account to join the conversation.

01 Dec 2016 22:20 #83544
by newbynobi
Replied by newbynobi on topic gmoccapy Spindel LED und Statusbalken aktivieren
Hallo,
Bitte mach Deine Änderungen rückgängig!
Die LED soll leuchten, wenn die programmierte Drehzahl erreicht ist!
Und der Balken soll die Istdrehzahl anzeigen.
Wenn du keine Rückmeldung von deiner Spindel oder dem FU bekommst, macht es keinen Sinn die beiden Sachen zu nutzen!
Norbert
Bitte mach Deine Änderungen rückgängig!
Die LED soll leuchten, wenn die programmierte Drehzahl erreicht ist!
Und der Balken soll die Istdrehzahl anzeigen.
Wenn du keine Rückmeldung von deiner Spindel oder dem FU bekommst, macht es keinen Sinn die beiden Sachen zu nutzen!
Norbert
Please Log in or Create an account to join the conversation.
02 Dec 2016 13:03 #83571
by xpkiller
Replied by xpkiller on topic gmoccapy Spindel LED und Statusbalken aktivieren
Hallo Norbert,
ich habe die ganzen Verknüpfungen wieder gelöscht. Schade, ich dachte, das kann man softwaretechnisch lösen?
Gruß Frank
ich habe die ganzen Verknüpfungen wieder gelöscht. Schade, ich dachte, das kann man softwaretechnisch lösen?
Gruß Frank
Please Log in or Create an account to join the conversation.
03 Dec 2016 12:44 #83613
by newbynobi
Replied by newbynobi on topic gmoccapy Spindel LED und Statusbalken aktivieren
Hallo Frank,
das kann man softwaretechnisch lösen, zwar dann etwas komisch, aber es geht.
Trage mal in deine postgui.hal ein:
dann sollte der Balken was anzeigen.
Muss die LED auch leuchten?
dann mach einfach zusätzlich rein:
Das ist zwar nicht so wie es sein sollte, aber es müsste funktionieren.
Gruß Norbert
das kann man softwaretechnisch lösen, zwar dann etwas komisch, aber es geht.
Trage mal in deine postgui.hal ein:
net spindle-speed-feedback motion.spindle-speed-out-abs => gmoccapy.spindle_feedback_bardann sollte der Balken was anzeigen.
Muss die LED auch leuchten?
dann mach einfach zusätzlich rein:
net spindle-led motion.spindle-at-speed => gmoccapy.spindle_at_speed_ledDas ist zwar nicht so wie es sein sollte, aber es müsste funktionieren.
Gruß Norbert
The following user(s) said Thank You: xpkiller
Please Log in or Create an account to join the conversation.
04 Dec 2016 17:51 #83671
by xpkiller
Replied by xpkiller on topic gmoccapy Spindel LED und Statusbalken aktivieren
Hi Norbert,
Ich habe die zwei Zeilen in meiner "custom_postgui.hal" eingetragen:
Dafür musste ich aber in der "gmoccapy.hal" diese zwei Zeilen auskommentieren:Danach funktionierte das dann aber sofort und sogar synchron zu meiner FU Anzeige, das ist doch was. ")
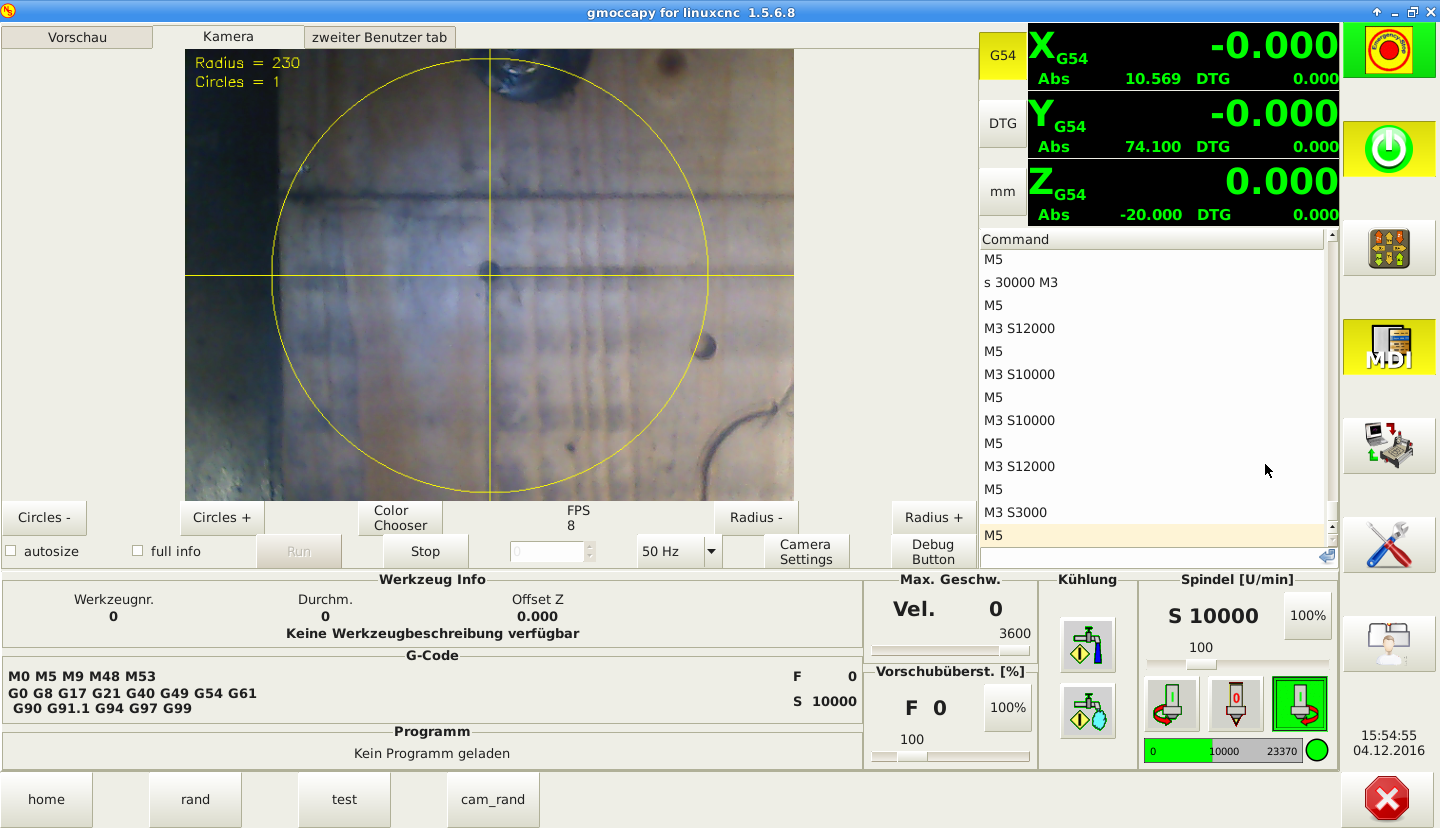
wie immer danke ich dir für diese kurze Info. Ich finde es schlimm, wenn auf dem Bildschirm etwas angezeigt wird, was dann nicht funktioniert. Nun bin ich zufrieden und kann mich ganz dem Fräsen widmen. Es ist schön, wenn ich jetzt auf dem Monito schaue und alles läuft, wie es soll. Prima")
Gruß Frank
Ich habe die zwei Zeilen in meiner "custom_postgui.hal" eingetragen:
###################################################################
# custom_postgui.hal Datei von Frank Vieler #
###################################################################
net spindle-led motion.spindle-at-speed => gmoccapy.spindle_at_speed_led
net spindle-speed-feedback motion.spindle-speed-out-abs => gmoccapy.spindle_feedback_bar
loadusr -W hal_manualtoolchange
net tool-change iocontrol.0.tool-change => hal_manualtoolchange.change
net tool-changed iocontrol.0.tool-changed <= hal_manualtoolchange.changed
net tool-number iocontrol.0.tool-prep-number => hal_manualtoolchange.number
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-preparedDafür musste ich aber in der "gmoccapy.hal" diese zwei Zeilen auskommentieren:
.......net spindle-cmd-rpm <= motion.spindle-speed-out
# net spindle-cmd-rpm-abs <= motion.spindle-speed-out-abs
net spindle-cmd-rps <= motion.spindle-speed-out-rps
net spindle-cmd-rps-abs <= motion.spindle-speed-out-rps-abs
# net spindle-at-speed => motion.spindle-at-speed
net coolant-flood <= iocontrol.0.coolant-flood
wie immer danke ich dir für diese kurze Info. Ich finde es schlimm, wenn auf dem Bildschirm etwas angezeigt wird, was dann nicht funktioniert. Nun bin ich zufrieden und kann mich ganz dem Fräsen widmen. Es ist schön, wenn ich jetzt auf dem Monito schaue und alles läuft, wie es soll. Prima
Gruß Frank
Please Log in or Create an account to join the conversation.
05 Dec 2016 08:01 - 05 Dec 2016 08:03 #83689
by newbynobi
Replied by newbynobi on topic gmoccapy Spindel LED und Statusbalken aktivieren
Hallo Frank,
warum hast du die auskommentiert, brauchst du die nicht für deinen FU?
Wenn in deiner hal Datei steht:
dann konntest du in der postgui.hal auch das signal mit dem Pin verbinden, dass würde dann so aussehen:
Wenn du die signale nicht für deinen FU brauchst, dann solltest du die alle löschen.
Norbert
warum hast du die auskommentiert, brauchst du die nicht für deinen FU?
Wenn in deiner hal Datei steht:
net spindle-cmd-rpm <= motion.spindle-speed-out
net spindle-cmd-rpm-abs <= motion.spindle-speed-out-abs
net spindle-cmd-rps <= motion.spindle-speed-out-rps
net spindle-cmd-rps-abs <= motion.spindle-speed-out-rps-abs
net spindle-at-speed => motion.spindle-at-speed
net coolant-flood <= iocontrol.0.coolant-flooddann konntest du in der postgui.hal auch das signal mit dem Pin verbinden, dass würde dann so aussehen:
net spindle-at-speed => gmoccapy.spindle_at_speed_led
net spindle-cmd-rpm-abs => gmoccapy.spindle_feedback_barWenn du die signale nicht für deinen FU brauchst, dann solltest du die alle löschen.
Norbert
Last edit: 05 Dec 2016 08:03 by newbynobi.
The following user(s) said Thank You: Officer
Please Log in or Create an account to join the conversation.
05 Dec 2016 17:27 #83697
by xpkiller
Replied by xpkiller on topic gmoccapy Spindel LED und Statusbalken aktivieren
Hi Norbert,
Wenn ich die zwei Zeilen nicht auskommentiere, startet gmoccapy nicht und zeigt eine Fehlermeldung:Die anderen Zeilen kann ich nicht löschen, dann funktioniert der FU nicht mehr so wie er soll, nur noch ganz langsam, so mit 300 U/min und lässt sich auch nicht mehr regeln.
Gruß Frank
Wenn ich die zwei Zeilen nicht auskommentiere, startet gmoccapy nicht und zeigt eine Fehlermeldung:
Debug file information:
.
/usr/bin/gmoccapy:237: GtkWarning: Invalid icon size 48
self.widgets.window1.show()
(gmoccapy:4141): GtkSourceView-CRITICAL **: gtk_source_language_manager_set_search_path: assertion `lm->priv->ids == NULL' failed
custom_postgui.hal:5: Pin 'motion.spindle-at-speed' was already linked to signal 'spindle-at-speed'Gruß Frank
Please Log in or Create an account to join the conversation.
07 Dec 2016 08:41 #83734
by newbynobi
Replied by newbynobi on topic gmoccapy Spindel LED und Statusbalken aktivieren
Hallo Frank,
das ist klar, du musst natürlich auch deine Postgui hal Datei wie beschrieben anpassen
Hal net Kommandos musst du so verstehen:
net Verlängerungskaben Staubsauger <= Steckdose
net = verbinde
Verlängerungskabel = der Name der Verbindung, also des Kabels
Staubsauger _ Komponente 1 die du anschließen möchtest
<= wie soll der Strom fließen
Steckdose _ Komponente zwei der Verbindung
Nun kannst du auch sagen:
net Verlängerungskabel Staubsauger
und später dann
net Verlängerungskabel Steckdose
Hast du noch einen Polieraparat, dann kannst du zusätzlich noch sagen
net Verlängerungskabel Polierapparat
usw.
Gruß Norbert
das ist klar, du musst natürlich auch deine Postgui hal Datei wie beschrieben anpassen
Hal net Kommandos musst du so verstehen:
net Verlängerungskaben Staubsauger <= Steckdose
net = verbinde
Verlängerungskabel = der Name der Verbindung, also des Kabels
Staubsauger _ Komponente 1 die du anschließen möchtest
<= wie soll der Strom fließen
Steckdose _ Komponente zwei der Verbindung
Nun kannst du auch sagen:
net Verlängerungskabel Staubsauger
und später dann
net Verlängerungskabel Steckdose
Hast du noch einen Polieraparat, dann kannst du zusätzlich noch sagen
net Verlängerungskabel Polierapparat
usw.
Gruß Norbert
The following user(s) said Thank You: Tchefter
Please Log in or Create an account to join the conversation.
Time to create page: 0.257 seconds