Full circle arc with offset problem?
- SrLange61
-
 Topic Author
Topic Author
- Offline
- Junior Member
-

Less
More
- Posts: 39
- Thank you received: 5
23 May 2016 00:50 - 23 May 2016 03:11 #74963
by SrLange61
Full circle arc with offset problem? was created by SrLange61
Hi
I'm currently developing my Qcad CAM config and have a problem with some but not all full circle arcs with offset.
When I remove the offset all is fine.
In the following line N60 is a no-show with no error?
In the following which is a cut from the outside appears OK.
Any thing I've missed ?
srl
I'm currently developing my Qcad CAM config and have a problem with some but not all full circle arcs with offset.
When I remove the offset all is fine.
In the following line N60 is a no-show with no error?
N10 S20001 M3
N20 G00 Z100
N30 X109.2826 Y40.1466
N40 Z20
N50 G42.1 D3.17 G02 X117.2813 Y40 Z2.6 I3.9993 J-0.0733 F400
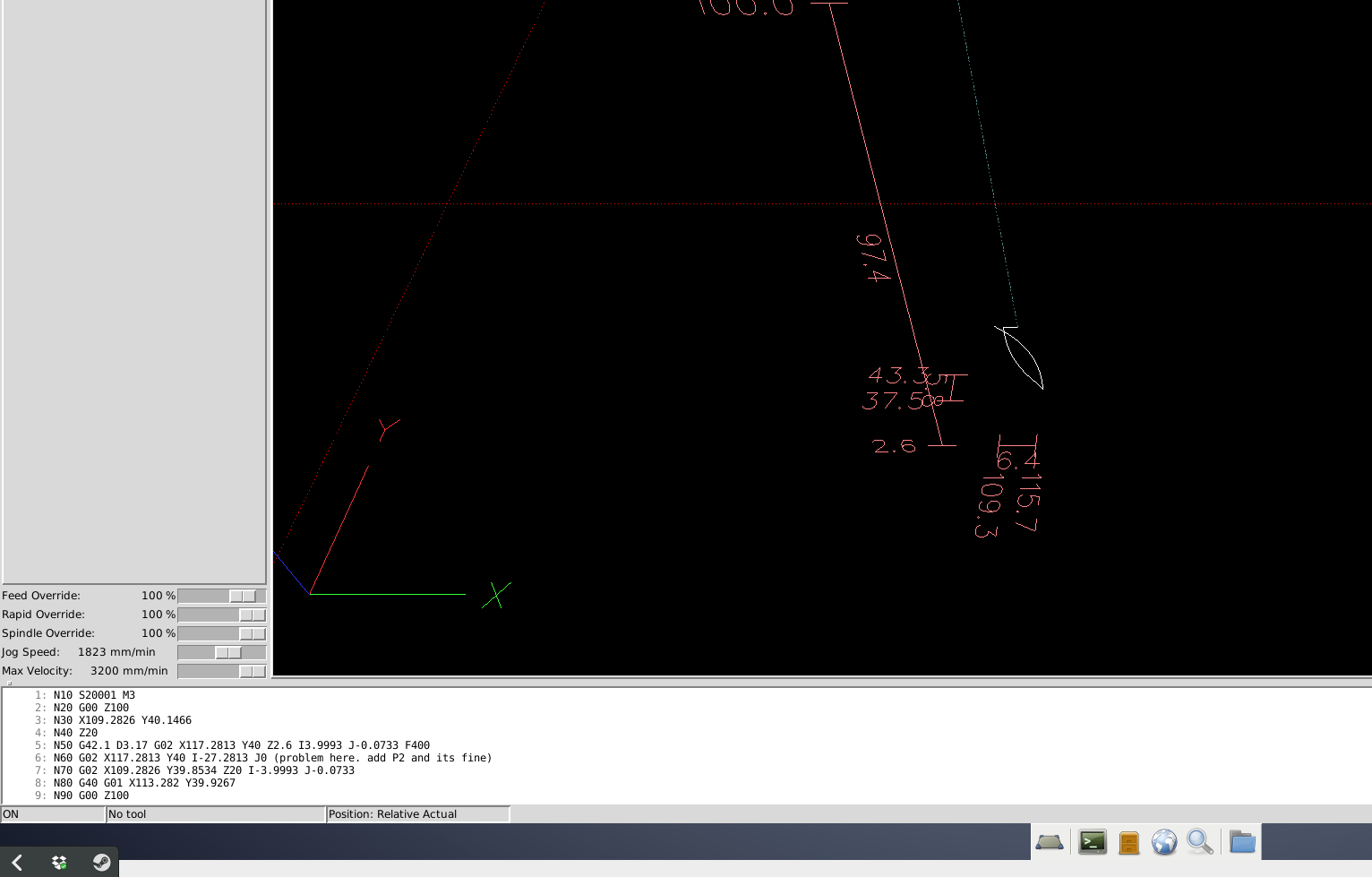
N60 G02 X117.2813 Y40 I-27.2813 J0 (problem here. add P2 and its fine)
N70 G02 X109.2826 Y39.8534 Z20 I-3.9993 J-0.0733
N80 G40 G01 X113.282 Y39.9267
N90 G00 Z100
N100 M30In the following which is a cut from the outside appears OK.
N10 S20001 M3
N20 G00 Z100
N30 X125.28 Y40.1466
N40 Z20
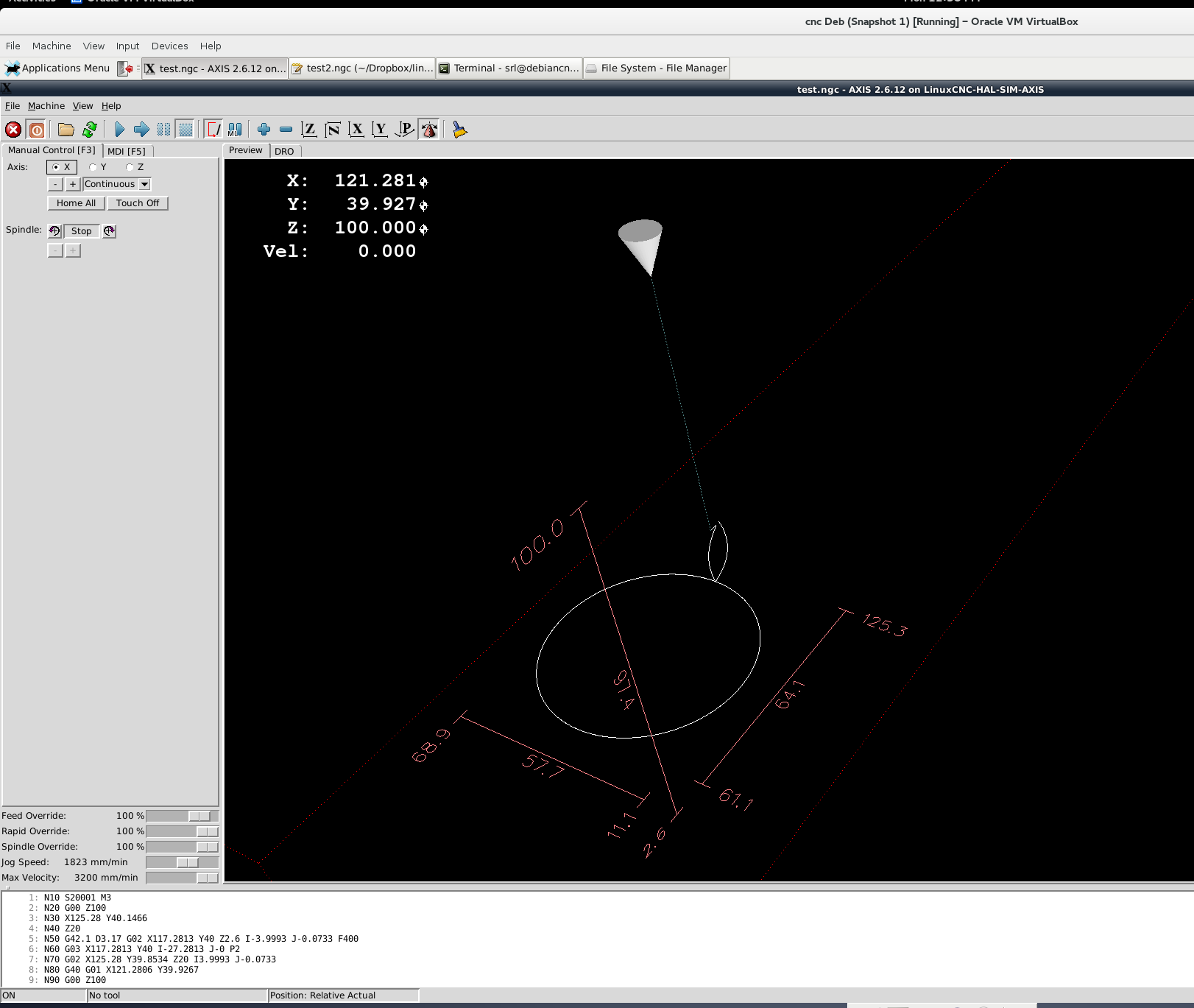
N50 G42.1 D3.17 G02 X117.2813 Y40 Z2.6 I-3.9993 J-0.0733 F400
N60 G03 X117.2813 Y40 I-27.2813 J-0
N70 G02 X125.28 Y39.8534 Z20 I3.9993 J-0.0733
N80 G40 G01 X121.2806 Y39.9267
N90 G00 Z100
N100 M30Any thing I've missed ?
srl
Last edit: 23 May 2016 03:11 by SrLange61.
Please Log in or Create an account to join the conversation.
- SrLange61
-
Topic Author
- Offline
- Junior Member
-
Less
More
- Posts: 39
- Thank you received: 5
23 May 2016 03:07 - 23 May 2016 03:09 #74965
by SrLange61
Replied by SrLange61 on topic Full circle arc with offset problem?
Here are two screenshots.
srl
srl
Last edit: 23 May 2016 03:09 by SrLange61.
Please Log in or Create an account to join the conversation.
- Rick G
-

- Offline
- Junior Member
-
Less
More
- Posts: 27
- Thank you received: 114
23 May 2016 06:55 #74968
by Rick G
Replied by Rick G on topic Full circle arc with offset problem?
On 2.8 pre it will error "Arc move in concave corner cannot be reached by the tool without gouging."
Rick G
Rick G
Please Log in or Create an account to join the conversation.
- SrLange61
-
Topic Author
- Offline
- Junior Member
-
Less
More
- Posts: 39
- Thank you received: 5
25 May 2016 02:40 #75062
by SrLange61
Replied by SrLange61 on topic Full circle arc with offset problem?
Here is a YouTube showing the problem and the importance of arc in and arc out with offset cutting.
srl
srl
Please Log in or Create an account to join the conversation.
- Rick G
-
- Offline
- Junior Member
-
Less
More
- Posts: 27
- Thank you received: 114
25 May 2016 11:37 #75069
by Rick G
Replied by Rick G on topic Full circle arc with offset problem?
I believe it is your exit move that causes the problem, with it there is an error, below does not error out. Have you tried modifying the move to avoid the gouge?
S20001 M3
G00 Z100
X109.2826 Y40.1466
Z20
G42.1 D3.17
G02 X117.2813 Y40 Z2.6 I3.9993 J-0.0733 F400
G02 X117.2813 Y40 I-27.2813 J0 (problem here. add P2 and its fine)
;G02 X109.2826 Y39.8534 Z20 I-3.9993 J-0.0733
G40
G01 X113.282 Y39.9267
G00 Z100
M30
Rick G
S20001 M3
G00 Z100
X109.2826 Y40.1466
Z20
G42.1 D3.17
G02 X117.2813 Y40 Z2.6 I3.9993 J-0.0733 F400
G02 X117.2813 Y40 I-27.2813 J0 (problem here. add P2 and its fine)
;G02 X109.2826 Y39.8534 Z20 I-3.9993 J-0.0733
G40
G01 X113.282 Y39.9267
G00 Z100
M30
Rick G
Please Log in or Create an account to join the conversation.
- SrLange61
-
Topic Author
- Offline
- Junior Member
-
Less
More
- Posts: 39
- Thank you received: 5
26 May 2016 07:32 #75107
by SrLange61
Replied by SrLange61 on topic Full circle arc with offset problem?
Hi Rick
I'm running mm-sim and have no gouging errors as you can see above. arc in and out is the perfect solution for offset cutting. Its that nothing happens with line N60 then in the second file all is fine.
srl
I'm running mm-sim and have no gouging errors as you can see above. arc in and out is the perfect solution for offset cutting. Its that nothing happens with line N60 then in the second file all is fine.
srl
Please Log in or Create an account to join the conversation.
- Rick G
-
- Offline
- Junior Member
-
Less
More
- Posts: 27
- Thank you received: 114
26 May 2016 13:06 #75113
by Rick G
Replied by Rick G on topic Full circle arc with offset problem?
Seams to me this discrepancy has come up before with inch, metric , tool table, etc.
I find that I get similar results as you do when running the axis mm sim BUT when running the AXIS sim error codes are generated.
Rick G
I find that I get similar results as you do when running the axis mm sim BUT when running the AXIS sim error codes are generated.
Rick G
Please Log in or Create an account to join the conversation.
- Rick G
-
- Offline
- Junior Member
-
Less
More
- Posts: 27
- Thank you received: 114
30 May 2016 07:35 #75242
by Rick G
Replied by Rick G on topic Full circle arc with offset problem?
It appears that if the [TRAJ] section of the ini file contains...
LINEAR_UNITS = mm
The complete move is not made and no error code is issued.
However if the [TRAJ] section of the ini file contains...
LINEAR_UNITS = inch
An error code is generated.
Rick G
LINEAR_UNITS = mm
The complete move is not made and no error code is issued.
However if the [TRAJ] section of the ini file contains...
LINEAR_UNITS = inch
An error code is generated.
Rick G
Please Log in or Create an account to join the conversation.
- SrLange61
-
Topic Author
- Offline
- Junior Member
-
Less
More
- Posts: 39
- Thank you received: 5
30 May 2016 23:02 #75271
by SrLange61
Replied by SrLange61 on topic Full circle arc with offset problem?
Change the cutter compensation back to a 1/8 bit. So the D value after G42.1 is .125 instead of 3.17 in metric.
The next move is still missing here using axis.ini.
srl
The next move is still missing here using axis.ini.
srl
Please Log in or Create an account to join the conversation.
- SrLange61
-
Topic Author
- Offline
- Junior Member
-
Less
More
- Posts: 39
- Thank you received: 5
07 Jun 2016 09:26 #75614
by SrLange61
Replied by SrLange61 on topic Full circle arc with offset problem?
After reading the Gcode guide I removed the G2 and X -Y as they had not changed value.
Still no joy with line N60.
srl
Still no joy with line N60.
10 S20001 M3
N20 G00 Z100
N30 X109.2826 Y40.1466
N40 Z20
N50 G42.1 D3.17 G02 X117.2813 Y40 Z2.6 I3.9993 J-0.0733 F400
N60 I-27.2813 J0 (problem here. add P2 or remove G42.1 and its fine)
N70 X109.2826 Y39.8534 Z20 I-3.9993 J-0.0733
N80 G40 G01 X113.282 Y39.9267
N90 G00 Z100
N100 M30srl
Please Log in or Create an account to join the conversation.
Time to create page: 0.500 seconds