Lathe threading random start
- DEVILHUNTER
- Offline
- Junior Member
-

- Posts: 31
- Thank you received: 11
When I perform a G76 cycle, the machine does all it should do, but the threads looks weird, like each pass started in a random position. At first, after configuring the encoder in stepconfig I found the Index was inverted and that made sense, but after inverting the signal it still looked weird.
Got a couple of parts that looked like buttress thread and thought that I may have the compound angle parameter wrong (Q), since I was doing OD thread with an ID tool going backwards. But still did not work either with Q30, Q0 or Q-30. Found somebody with a similar looking issue:
www.forum.linuxcnc.org/38-general-linuxc...ions/38627-g76-issue
Then added the "near" component to the spindle speed to activate the index-enable. Althought it shoulnd't be needed as the threading was starting, I got even more random thread starts.
I'm using LinuxCNC 2.7.14 on parallel port, not ideal but it's fast enough (400rpm at 360ppr) as I have not been able to update this old PC to a newer version. Have adjusted the encoder pots to get the cleanest A/B/Z signals and they look really great on the halscope, plus the pitch is perfect.
Don't think is backlash either, as it's always going in the same direction and would be compensated at thread start. Have also checked for noise in the Index signal, but looked perfect in halscope.
My last bullet will be to do try a "threading without index" component.
This is my HAL file:
loadrt trivkins
loadrt [EMCMOT]EMCMOT base_period_nsec=[EMCMOT]BASE_PERIOD servo_period_nsec=[EMCMOT]SERVO_PERIOD num_joints=[TRAJ]AXES
loadrt hal_parport cfg="0 out"
setp parport.0.reset-time 1000
loadrt stepgen step_type=0,0
loadrt encoder num_chan=1
loadrt abs names=abs.spindle
loadrt lowpass names=lowpass.spindle
loadrt scale names=scale.spindle
loadrt near
loadrt debounce cfg="6"
setp debounce.0.delay 100
addf parport.0.read base-thread
addf stepgen.make-pulses base-thread
addf encoder.update-counters base-thread
addf parport.0.write base-thread
addf parport.0.reset base-thread
addf scale.spindle servo-thread
addf abs.spindle servo-thread
addf lowpass.spindle servo-thread
addf near.0 servo-thread
addf stepgen.capture-position servo-thread
addf encoder.capture-position servo-thread
addf motion-command-handler servo-thread
addf motion-controller servo-thread
addf stepgen.update-freq servo-thread
net spindle-cmd-rpm <= motion.spindle-speed-out
net spindle-cmd-rpm-abs <= motion.spindle-speed-out-abs
net spindle-cmd-rps <= motion.spindle-speed-out-rps
net spindle-cmd-rps-abs <= motion.spindle-speed-out-rps-abs
net spindle-at-speed => motion.spindle-at-speed
setp encoder.0.position-scale 1440.000000
net spindle-position encoder.0.position => motion.spindle-revs
net spindle-vel-fb-rps encoder.0.velocity => motion.spindle-speed-in
net spindle-index-enable encoder.0.index-enable <=> motion.spindle-index-enable
net spindle-phase-a encoder.0.phase-A
net spindle-phase-b encoder.0.phase-B
net spindle-index encoder.0.phase-Z
# ---Setup spindle at speed signals---
net spindle-cmd-rps => near.0.in1
net spindle-vel-fb-rps => near.0.in2
net spindle-at-speed <= near.0.out
#sets spindle-at-speed true
setp near.0.scale 1.250000
setp near.0.difference 0.000000
# Use ACTUAL spindle velocity from spindle encoder
# spindle-velocity bounces around so we filter it with lowpass
# spindle-velocity is signed so we use absolute component to remove sign
# ACTUAL velocity is in RPS not RPM so we scale it.
setp scale.spindle.gain 60
setp lowpass.spindle.gain 1.000000
net spindle-vel-fb-rps => scale.spindle.in
net spindle-fb-rpm scale.spindle.out => abs.spindle.in
net spindle-fb-rpm-abs abs.spindle.out => lowpass.spindle.in
net spindle-fb-rpm-abs-filtered lowpass.spindle.out
net xstep => parport.0.pin-02-out
setp parport.0.pin-02-out-reset 1
net xdir => parport.0.pin-03-out
net zstep => parport.0.pin-04-out
setp parport.0.pin-04-out-reset 1
net zdir => parport.0.pin-05-out
net spindle-phase-a <= parport.0.pin-10-in-not
net spindle-phase-b <= parport.0.pin-11-in
net spindle-index <= parport.0.pin-12-in-not
setp stepgen.0.position-scale [AXIS_0]SCALE
setp stepgen.0.steplen 1
setp stepgen.0.stepspace 0
setp stepgen.0.dirhold 35000
setp stepgen.0.dirsetup 35000
setp stepgen.0.maxaccel [AXIS_0]STEPGEN_MAXACCEL
net xpos-cmd axis.0.motor-pos-cmd => stepgen.0.position-cmd
net xpos-fb stepgen.0.position-fb => axis.0.motor-pos-fb
net xstep <= stepgen.0.step
net xdir <= stepgen.0.dir
net xenable axis.0.amp-enable-out => stepgen.0.enable
setp stepgen.1.position-scale [AXIS_2]SCALE
setp stepgen.1.steplen 1
setp stepgen.1.stepspace 0
setp stepgen.1.dirhold 35000
setp stepgen.1.dirsetup 35000
setp stepgen.1.maxaccel [AXIS_2]STEPGEN_MAXACCEL
net zpos-cmd axis.2.motor-pos-cmd => stepgen.1.position-cmd
net zpos-fb stepgen.1.position-fb => axis.2.motor-pos-fb
net zstep <= stepgen.1.step
net zdir <= stepgen.1.dir
net zenable axis.2.amp-enable-out => stepgen.1.enable
net estop-out <= iocontrol.0.user-enable-out
net estop-out => iocontrol.0.emc-enable-in
loadusr -W hal_manualtoolchange
net tool-change iocontrol.0.tool-change => hal_manualtoolchange.change
net tool-changed iocontrol.0.tool-changed <= hal_manualtoolchange.changed
net tool-number iocontrol.0.tool-prep-number => hal_manualtoolchange.number
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-preparedThanks to everyone!
Please Log in or Create an account to join the conversation.
- robh
- Offline
- Premium Member
-

- Posts: 103
- Thank you received: 22
thread at one spindle speed, then speed it up and see what happens if it starts to cut in a different place then you know its a encoder issue, just you have to figure out if its mechanical or electrical, and id guess more mechanical
Please Log in or Create an account to join the conversation.
- DEVILHUNTER
- Offline
- Junior Member
-
- Posts: 31
- Thank you received: 11
Decided to do some more checking. Put an indicator on the chuck jaw and rotated the spindle by hand one turn, then other turn backwards, until encoder.rawcounts in halmeter went back to 0. The indicator shows that did not went back to original position maybe by a couple of degrees. Encoder is 360ppr in quadrature so the error is bigger than the resolution, seems that I'm loosing a few counts.
I have tried duplicatin the base-period just in case I had some unexpected high jitter, also deleted the parport reset time, but again same result.
Funny thing is that it seems to loose steps always in the same direction, no matter what direction I rotate the spindle first. Anyways this error is small and does not fit the random start I'm getting, at least on the start of the thread.
I will check again the A/B sinals in halscope. Also will connect the encoder to the MESA 7i76e of my mill to discard problems either on the encoder or the lathe BOB.
Please Log in or Create an account to join the conversation.
- DEVILHUNTER
- Offline
- Junior Member
-
- Posts: 31
- Thank you received: 11
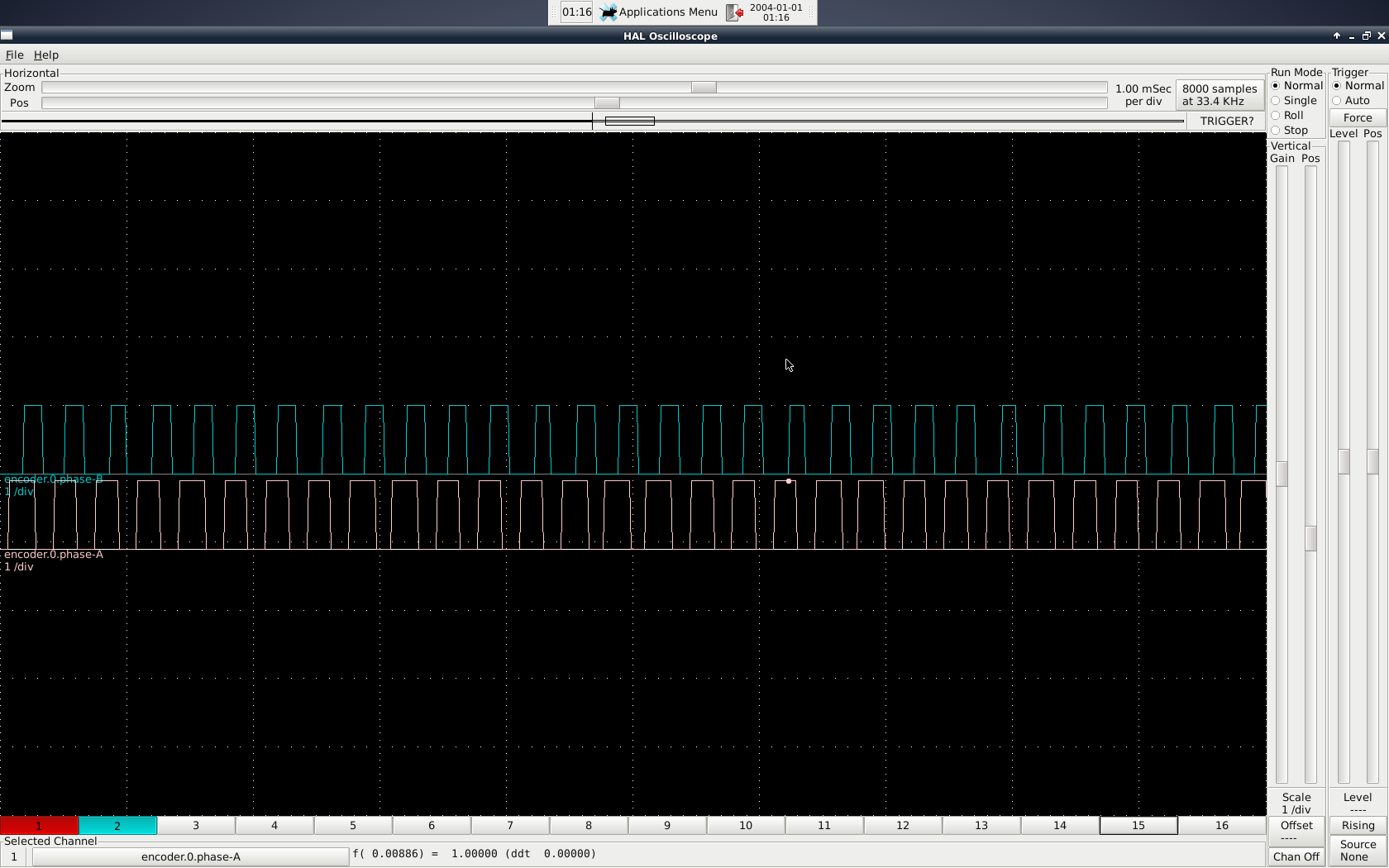
Also checked the halscope log. I can se how there is at least two readings per quadrature phase change so should be enough for LinuxCNC to read all encoder pulses.
Attachments:
Please Log in or Create an account to join the conversation.
- scotth
- Offline
- Elite Member
-

- Posts: 242
- Thank you received: 61
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

- Posts: 19888
- Thank you received: 4645
Please Log in or Create an account to join the conversation.
- DEVILHUNTER
- Offline
- Junior Member
-
- Posts: 31
- Thank you received: 11
Both encoder and spindle pulleys are made from the same CAD file. Belt is HTD and the pulleys are press fitted, so the relation is 1:1 for sure. Also checked again in halscope the shape of the index signal and I see a clean signal, evenly spaced and without noise.
Connected the encoder to my 7i76e and checked the movement with the comparator against the chuck jaw. Turned the spindle a few turns in one direction, reading the encoder rawcounts each turn. Then turned it back to 0. Still see some error in the numbers but not too much, a few counts.
This weekend I will connect everything to the 7i76e and do a fresh config on my mill computer with LCNC 2.8.0
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-
- Posts: 21768
- Thank you received: 7440
That points to encoder interference or fault, do you have another encoder to test with?Turned the spindle a few turns in one direction, reading the encoder rawcounts each turn. Then turned it back to 0. Still see some error in the numbers but not too much, a few counts.
-
Had a new encoder, cheap china one, on one side it would count perfectly, on the other side the pulses would get shorter with speed on one chanel. Changed to another of the same make and model and it worked.
Caused plenty of head scratching.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
- Posts: 19888
- Thank you received: 4645
Do 10 (or 20, or more) full turns and see if the error accumulates or is constant (and therefore due only to how accurately you can do a single turn)Connected the encoder to my 7i76e and checked the movement with the comparator against the chuck jaw. Turned the spindle a few turns in one direction, reading the encoder rawcounts each turn. Then turned it back to 0. Still see some error in the numbers but not too much, a few counts.
The error isn't by any chance 1000 v 1024 is it? Both are common.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
- Posts: 19888
- Thank you received: 4645
Actually, forget that. The threading start doesn't depend on the scale at all, it all resets to index at the start of each pass.
Do 10 (or 20, or more) full turns and see if the error accumulates or is constant (and therefore due only to how accurately you can do a single turn)
The error isn't by any chance 1000 v 1024 is it? Both are common.
Please Log in or Create an account to join the conversation.