Anilam Crusader linear scales
- jmelson
- Offline
- Moderator
-

Less
More
- Posts: 520
- Thank you received: 126
11 Dec 2015 02:46 #66787
by jmelson
Anilam Crusader linear scales was created by jmelson
Hello,
I have a guy wanting to do a retrofit on a Lagun mill with an Anilam Crusader control from 1985. It has Westamp servo amps and SEM motors. The position feedback is Anilam linear scales, the label says "System A10". Does anyone know the type (digital or sine wave) and resolution of these scales? I saw some other discussion that seems to indicate .0005" resolution, which is REALLY coarse for CNC control. Is that really true? That's 2000 counts/inch, I am running 20,000 and 40,000 counts/inch on my Bridgeport, and don't really think I'd want to go lower than that.
Thanks,
Jon
I have a guy wanting to do a retrofit on a Lagun mill with an Anilam Crusader control from 1985. It has Westamp servo amps and SEM motors. The position feedback is Anilam linear scales, the label says "System A10". Does anyone know the type (digital or sine wave) and resolution of these scales? I saw some other discussion that seems to indicate .0005" resolution, which is REALLY coarse for CNC control. Is that really true? That's 2000 counts/inch, I am running 20,000 and 40,000 counts/inch on my Bridgeport, and don't really think I'd want to go lower than that.
Thanks,
Jon
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-
Less
More
- Posts: 7340
- Thank you received: 2163
11 Dec 2015 04:57 #66791
by cmorley
Replied by cmorley on topic Anilam Crusader linear scales
it is digital. ,0005 sounds about right
maybe the servo motors have encoders too?
Chris M
maybe the servo motors have encoders too?
Chris M
Please Log in or Create an account to join the conversation.
- jmelson
- Offline
- Moderator
-
Less
More
- Posts: 520
- Thank you received: 126
11 Dec 2015 18:11 - 11 Dec 2015 18:12 #66840
by jmelson
Searching the LinuxCNC forum I see that several people have started retrofits on Anilam Crusaders, did anyone finish the project? Were you able to use the existing linear scales? How did it work out with those low-resolution scales?
Thanks,
Jon
Replied by jmelson on topic Anilam Crusader linear scales
Thanks for confirming the bad news. Doing some more reading, it appears they are .01mm resolution, so that works out to .0003937" per count or 2540 counts/inch. I'm used to working with encoder resolutions at least 8X finer.it is digital. ,0005 sounds about right
maybe the servo motors have encoders too?
Chris M
Searching the LinuxCNC forum I see that several people have started retrofits on Anilam Crusaders, did anyone finish the project? Were you able to use the existing linear scales? How did it work out with those low-resolution scales?
Thanks,
Jon
Last edit: 11 Dec 2015 18:12 by jmelson.
Please Log in or Create an account to join the conversation.
- spangledboy
-

- Offline
- Senior Member
-

Less
More
- Posts: 51
- Thank you received: 10
12 Dec 2015 00:10 #66855
by spangledboy
Replied by spangledboy on topic Anilam Crusader linear scales
I upgraded my Crusader supermax mill to Linuxcnc and kept the linear scales.
I read lots of dark tales about how they'd never work for feedback, but I figured that the Crusader control was able to manage so I'd give it a try. I did actually buy some rotary encoders to put on the back of the SEM motors to replace the tachometers, but once things started moving and I'd tuned the axes there didn't seem to be a problem so they're still in their box waiting to be useful.
The things I actually had to replace to modernise the mill are as follows:
Servo amplifiers - two of them made the motors scream unbearably and I couldn't get them to shut up, so I just tore them out and put in something more modern.
Controller boards and front panel - all sold on eBay and replaced with a touch screen and a mini Itx computer with Linuxcnc.
All the rest of the project just consisted of putting in new features such as a touch probe, tool length sensor and VFD to drive the 3 phase motor, checking bearings and suchlike.
I say give the old scales a try and see if they work for you - you have nothing to lose
I read lots of dark tales about how they'd never work for feedback, but I figured that the Crusader control was able to manage so I'd give it a try. I did actually buy some rotary encoders to put on the back of the SEM motors to replace the tachometers, but once things started moving and I'd tuned the axes there didn't seem to be a problem so they're still in their box waiting to be useful.
The things I actually had to replace to modernise the mill are as follows:
Servo amplifiers - two of them made the motors scream unbearably and I couldn't get them to shut up, so I just tore them out and put in something more modern.
Controller boards and front panel - all sold on eBay and replaced with a touch screen and a mini Itx computer with Linuxcnc.
All the rest of the project just consisted of putting in new features such as a touch probe, tool length sensor and VFD to drive the 3 phase motor, checking bearings and suchlike.
I say give the old scales a try and see if they work for you - you have nothing to lose
Please Log in or Create an account to join the conversation.
- jmelson
- Offline
- Moderator
-
Less
More
- Posts: 520
- Thank you received: 126
12 Dec 2015 02:09 #66859
by jmelson
Thanks,
Jon
Replied by jmelson on topic Anilam Crusader linear scales
Great! Thanks for the info. Since my Bridgeport has encoders with roughly 8 X the resolution of the Anilam System A10 encoders, I was a little worried that they might not perform well.I upgraded my Crusader supermax mill to Linuxcnc and kept the linear scales.
I read lots of dark tales about how they'd never work for feedback, but I figured that the Crusader control was able to manage so I'd give it a try. I did actually buy some rotary encoders to put on the back of the SEM motors to replace the tachometers, but once things started moving and I'd tuned the axes there didn't seem to be a problem so they're still in their box waiting to be useful.
The things I actually had to replace to modernise the mill are as follows:
Servo amplifiers - two of them made the motors scream unbearably and I couldn't get them to shut up, so I just tore them out and put in something more modern.
Controller boards and front panel - all sold on eBay and replaced with a touch screen and a mini Itx computer with Linuxcnc.
All the rest of the project just consisted of putting in new features such as a touch probe, tool length sensor and VFD to drive the 3 phase motor, checking bearings and suchlike.
I say give the old scales a try and see if they work for you - you have nothing to lose
Thanks,
Jon
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Away
- Platinum Member
-

Less
More
- Posts: 4757
- Thank you received: 1459
12 Dec 2015 03:48 #66862
by Todd Zuercher
Replied by Todd Zuercher on topic Anilam Crusader linear scales
The secret is the tackos. Their analog velocity feed back is actually better than you can get with with a digital encoder. And since the drives and tachometers handle the velocity loop, the low count of the scales is less of an issue, but please remember that you will still need to temper your expectations. Accuracy will likely not be better than 2 or 3 encoder counts with at least some dither.
Please Log in or Create an account to join the conversation.
- spangledboy
-
- Offline
- Senior Member
-
Less
More
- Posts: 51
- Thank you received: 10
12 Dec 2015 09:13 #66863
by spangledboy
Yes, I concur - I was surprised at how sensitive the tachometers were to movement - putting a volt meter on them showed that they output at very slow rotational velocity. Connecting them to the replacement AMC drives made sense.
I just improved my machines accuracy significantly by examining the ball screw thrust bearings - there was a lot of play which played havoc when cutting forces increased (working in steel rather than aluminium).
Replied by spangledboy on topic Anilam Crusader linear scales
The secret is the tackos. Their analog velocity feed back is actually better than you can get with with a digital encoder. And since the drives and tachometers handle the velocity loop, the low count of the scales is less of an issue, but please remember that you will still need to temper your expectations. Accuracy will likely not be better than 2 or 3 encoder counts with at least some dither.
Yes, I concur - I was surprised at how sensitive the tachometers were to movement - putting a volt meter on them showed that they output at very slow rotational velocity. Connecting them to the replacement AMC drives made sense.
I just improved my machines accuracy significantly by examining the ball screw thrust bearings - there was a lot of play which played havoc when cutting forces increased (working in steel rather than aluminium).
Please Log in or Create an account to join the conversation.
- 5axisormore
- Offline
- New Member
-

Less
More
- Posts: 17
- Thank you received: 2
14 Dec 2015 07:01 #66945
by 5axisormore
Replied by 5axisormore on topic Anilam Crusader linear scales
Which AMC drives did you use. I have the Glentek drives on mine and was thinking about switching to something later as well. I have AR5 scales from the look of things on a Crusader II, Pre RS232 control.
Fred
Fred
Please Log in or Create an account to join the conversation.
- joekline9
-

- Offline
- Senior Member
-
Less
More
- Posts: 59
- Thank you received: 9
19 Dec 2015 23:58 #67164
by joekline9
Replied by joekline9 on topic Anilam Crusader linear scales
I ditched the Glenteks and use AMC 20a14. I kept the tack feedback and used the original Anilam glass scales (.01mm res. Approx .004 inch)
I could not get the servos to completely stop. They had a very slow drift do to no dead zone in the amps. It was very usable but I wanted it better.
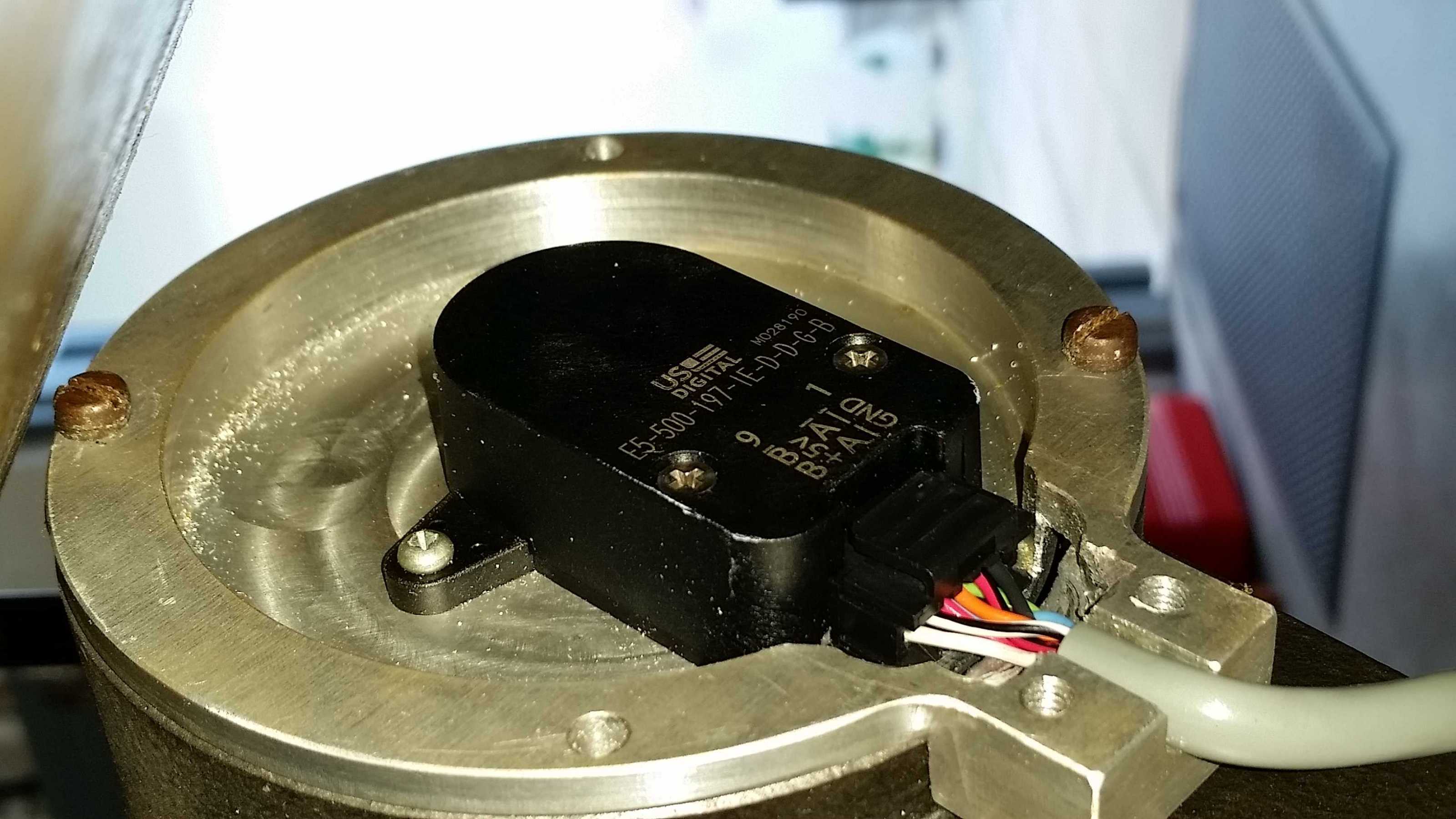
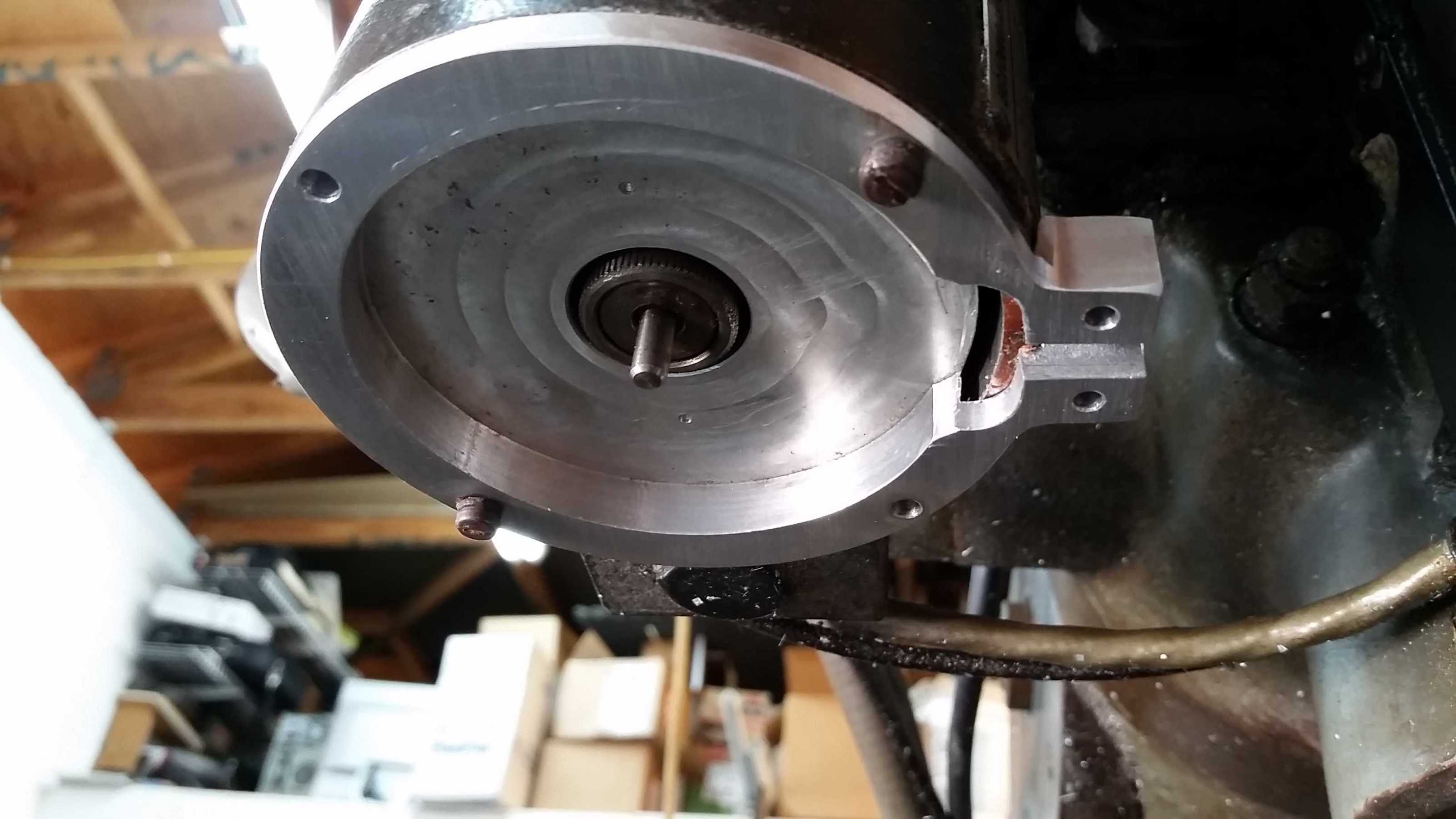
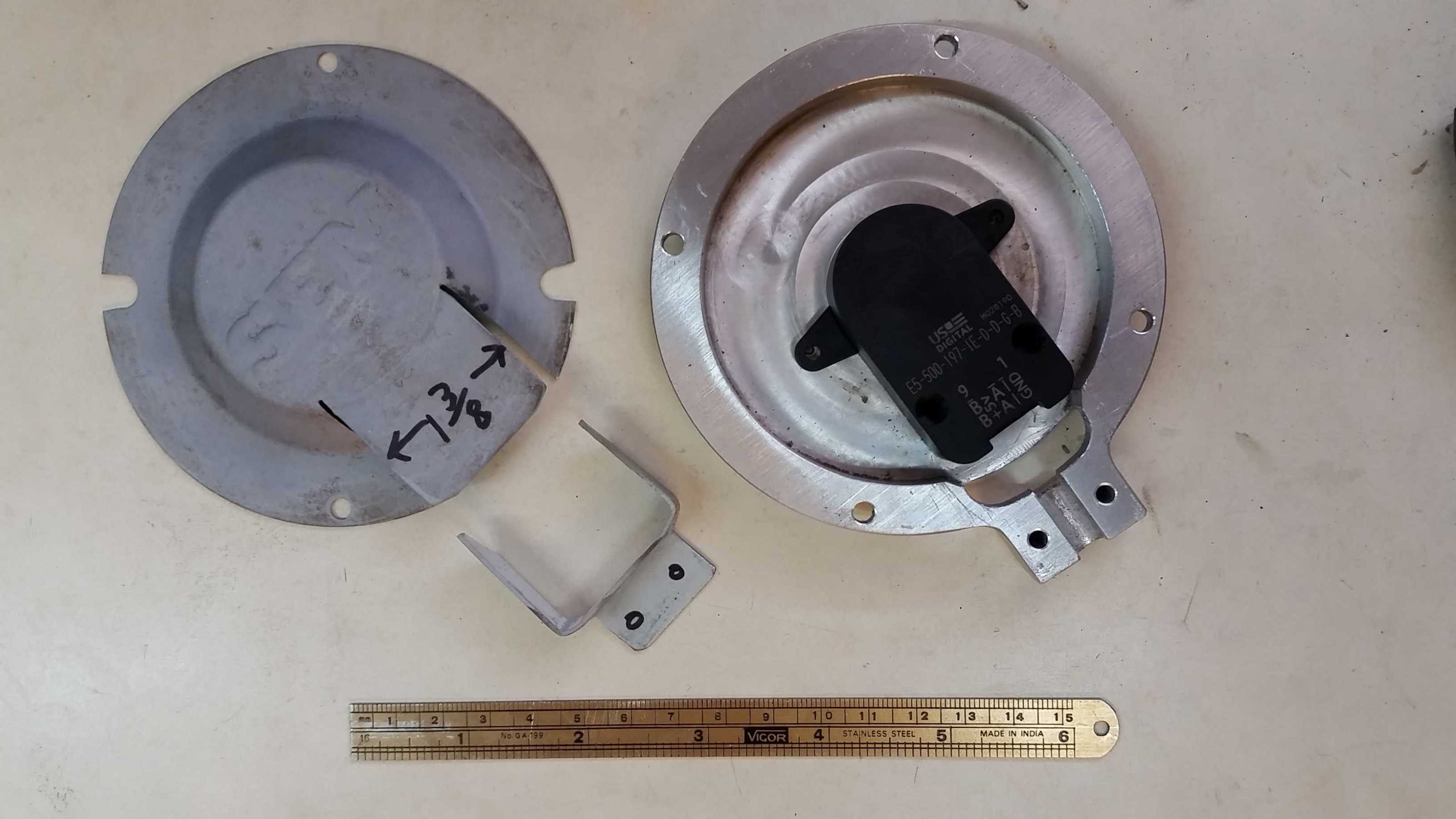
I have recently added U.S. Digital rotary encoders to get higher res. I made adapters for the SEM servo motors so I could keep the tacks.
I bored a relief in the back of the encoder base to clear the tack armature. My SEM motors have a 5mm shaft extending past the tack.
Encoders: U.S. Digital E5-500-197-D-D-G-B
I could not get the servos to completely stop. They had a very slow drift do to no dead zone in the amps. It was very usable but I wanted it better.
I have recently added U.S. Digital rotary encoders to get higher res. I made adapters for the SEM servo motors so I could keep the tacks.
I bored a relief in the back of the encoder base to clear the tack armature. My SEM motors have a 5mm shaft extending past the tack.
Encoders: U.S. Digital E5-500-197-D-D-G-B
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
21 Dec 2015 12:38 #67199
by andypugh
Replied by andypugh on topic Anilam Crusader linear scales
[quote="joekline9" post=67164
I could not get the servos to completely stop. They had a very slow drift[/quote]
That sounds like you were not using the glass scales for absolute position control?
I could not get the servos to completely stop. They had a very slow drift[/quote]
That sounds like you were not using the glass scales for absolute position control?
Please Log in or Create an account to join the conversation.
Time to create page: 0.543 seconds