Tool wear in tool table ?
- dinkata
- Offline
- Premium Member
-

Less
More
- Posts: 101
- Thank you received: 1
25 Aug 2016 09:44 #79402
by dinkata
Tool wear in tool table ? was created by dinkata
We use Linuxcnc v.2.7 Lathe . Uncomfortably correction offset ( maybe we do not know how )
Is it possible to build a tool table wherein to introduce correction wear.
as is e.g. Path Pilot Tormach .
Is it possible to build a tool table wherein to introduce correction wear.
as is e.g. Path Pilot Tormach .
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19886
- Thank you received: 4645
25 Aug 2016 14:43 #79429
by andypugh
Yes, look at the sample config sim/axis/lathe-fanucy
That uses a remapped Tnnnn command, details in the README:
github.com/LinuxCNC/linuxcnc/blob/master.../lathe-fanucy/README
Replied by andypugh on topic Tool wear in tool table ?
We use Linuxcnc v.2.7 Lathe . Uncomfortably correction offset ( maybe we do not know how )
Is it possible to build a tool table wherein to introduce correction wear.
Yes, look at the sample config sim/axis/lathe-fanucy
That uses a remapped Tnnnn command, details in the README:
github.com/LinuxCNC/linuxcnc/blob/master.../lathe-fanucy/README
Please Log in or Create an account to join the conversation.
- dinkata
- Offline
- Premium Member
-
Less
More
- Posts: 101
- Thank you received: 1
25 Aug 2016 16:47 - 25 Aug 2016 16:49 #79436
by dinkata
there is a problem when you start not first N1 ,
Start for example N13 ,then
toolchange : command T6 , perform Т7 !!!!
then run and during the movement began changing tool without command !!!???
we do not wait, press stop .
I like Linuxcnc,but why CNC , for example Fanuc ,from 40 years ago

there is a possibility introduced corection wear ,
a in Linuxcnc must be make remap etc.
Replied by dinkata on topic Tool wear in tool table ?
I tried a similar remap ,but it is also inconvenient .look at the sample config sim/axis/lathe-fanucy
there is a problem when you start not first N1 ,
Start for example N13 ,then
toolchange : command T6 , perform Т7 !!!!
then run and during the movement began changing tool without command !!!???
we do not wait, press stop .
%
N1 G18 G21 G7 G40 G61 G90
N2 G49 M09
N3 T7
N4 S120 M3
N5 M08
N6 G0 X180. Z40.
N7 Z30.
N8 X0.
N9 G1 Z-13. F4.0
N10 G0 Z30.
N11 X180.
N12 Z40.
N13 G49 M09
N14 T6
N15 S200 M3
N16 M08
N17 G0 X180. Z40.
N18 Z28.1
N19 X104.03
N20 G1 Z27.6 F25.0
.............
....
N140 M2
%I like Linuxcnc,but why CNC , for example Fanuc ,from 40 years ago
there is a possibility introduced corection wear ,
a in Linuxcnc must be make remap etc.
Last edit: 25 Aug 2016 16:49 by dinkata.
Please Log in or Create an account to join the conversation.
- dinkata
- Offline
- Premium Member
-
Less
More
- Posts: 101
- Thank you received: 1
05 Sep 2016 08:16 #80043
by dinkata
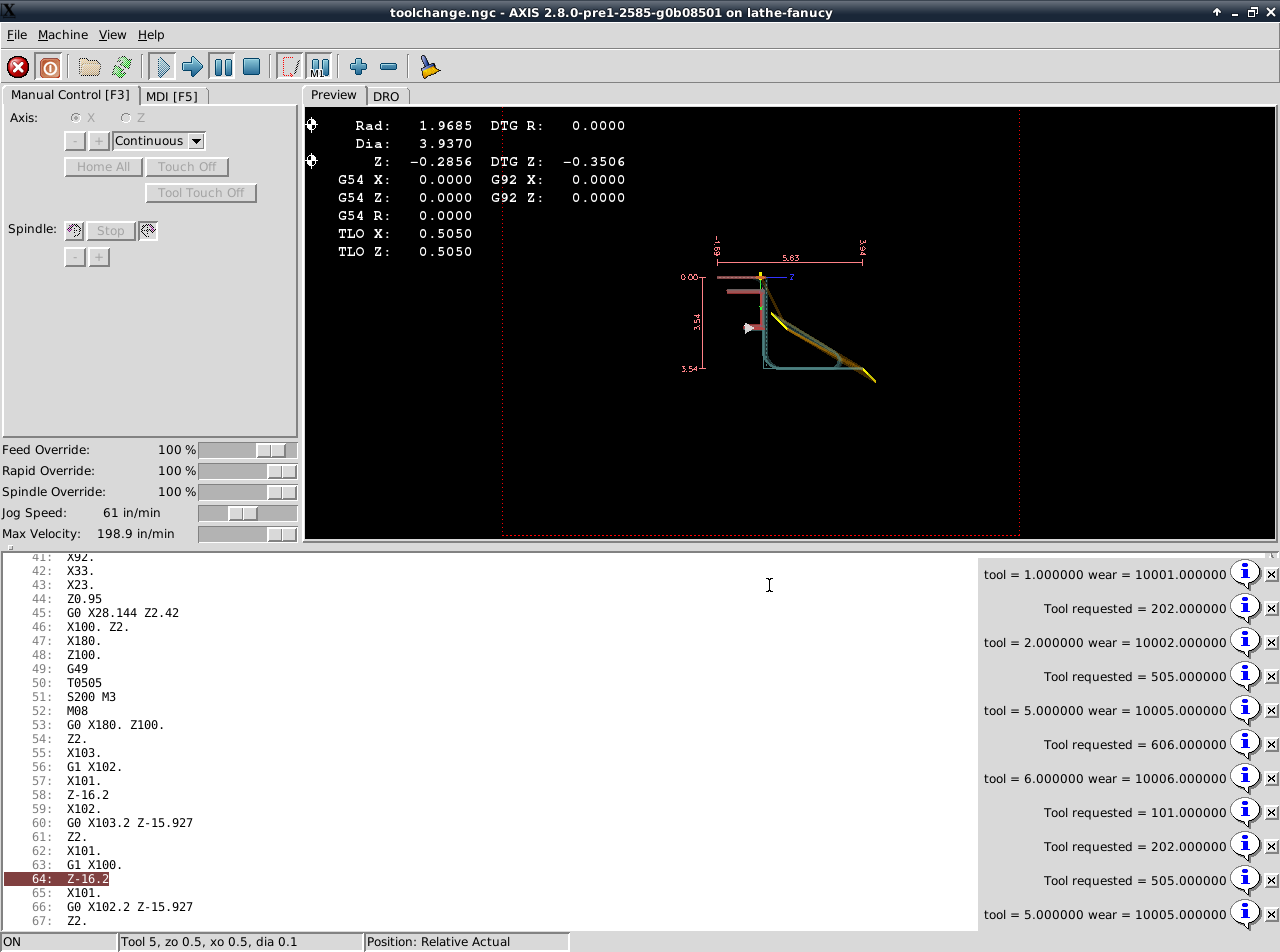
I tried config sim/axis/lathe-fanucy ,
1. - program start and finish normal .
2. -chosen row 49 ,
3.-Run_from selected line
....info tool requested=101 .. !!!??? why ?
....info tool requested=202 .. !!!??? why ?
....info tool requested=505 .. this should only !!!!!
............
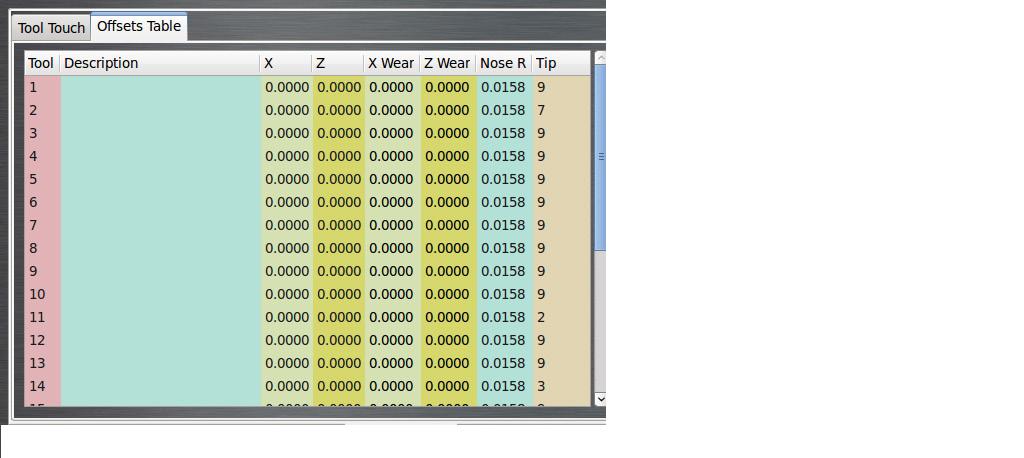
How should I fill tooltable
Tool 1 wear 10001
Tool 2 wear 10002
...................................
Tool 12 wear 12012 ????
..
Thanks advance
Replied by dinkata on topic Tool wear in tool table ?
We use Linuxcnc v.2.7 Lathe . Uncomfortably correction offset ( maybe we do not know how )
Is it possible to build a tool table wherein to introduce correction wear.
Yes, look at the sample config sim/axis/lathe-fanucy
That uses a remapped Tnnnn command, details in the README:
github.com/LinuxCNC/linuxcnc/blob/master.../lathe-fanucy/README
I tried config sim/axis/lathe-fanucy ,
1. - program start and finish normal .
2. -chosen row 49 ,
3.-Run_from selected line
....info tool requested=101 .. !!!??? why ?
....info tool requested=202 .. !!!??? why ?
....info tool requested=505 .. this should only !!!!!
............
How should I fill tooltable
Tool 1 wear 10001
Tool 2 wear 10002
...................................
Tool 12 wear 12012 ????
..
Thanks advance
Please Log in or Create an account to join the conversation.
- dinkata
- Offline
- Premium Member
-
Less
More
- Posts: 101
- Thank you received: 1
05 Sep 2016 08:18 - 05 Sep 2016 12:16 #80044
by dinkata
Replied by dinkata on topic Tool wear in tool table ?
Tooltable ...Tool ....Pocket..??
Is it correct ?
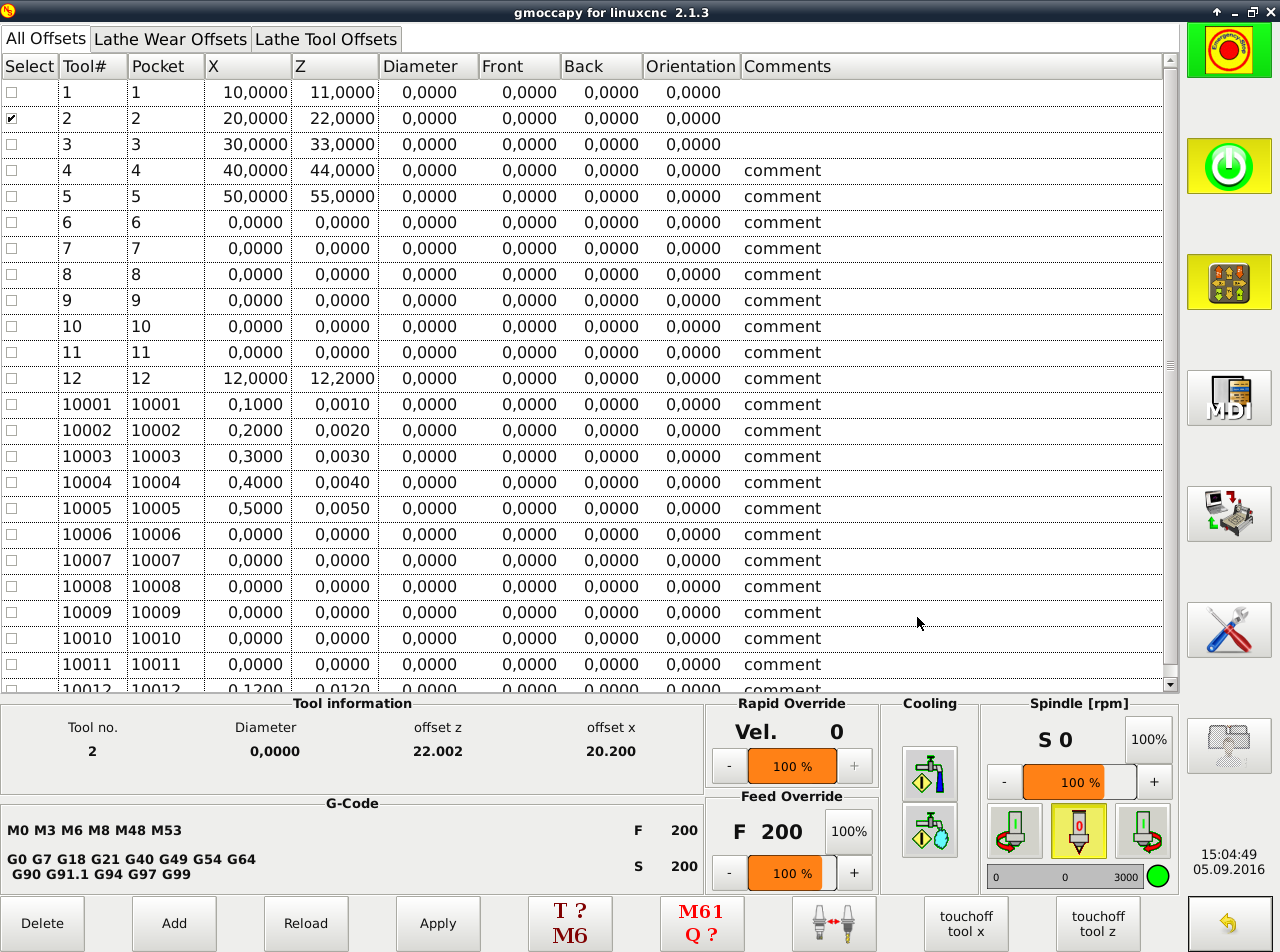
Is it correct ?
Last edit: 05 Sep 2016 12:16 by dinkata.
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-
Less
More
- Posts: 7343
- Thank you received: 2164
06 Sep 2016 03:19 #80063
by cmorley
Replied by cmorley on topic Tool wear in tool table ?
yes this is right.
tool 12 wear would be 10012
As for the run-at-line problem. I'm not sure.
Run-at-line is implemented badly in linuxcnc - it may be run-at-line is changing tools not sure...
could you post your program?
Chris M
tool 12 wear would be 10012
As for the run-at-line problem. I'm not sure.
Run-at-line is implemented badly in linuxcnc - it may be run-at-line is changing tools not sure...
could you post your program?
Chris M
Please Log in or Create an account to join the conversation.
- dinkata
- Offline
- Premium Member
-
Less
More
- Posts: 101
- Thank you received: 1
06 Sep 2016 06:13 #80065
by dinkata
Replied by dinkata on topic Tool wear in tool table ?
Of course :could you post your program?
%
G18 G21 G7 G40
G49
T0101
S150 M3
M08
G0 X180. Z100.
Z5.
X0.
G1 Z-43. F200.0
G0 Z5.
X180.
Z100.
G49
T0202
S200 M3
M08
G0 X180. Z100.
Z2.35
X100.
G1 Z2. F200.0
Z1.65
X23.
Z2.
G0 X24.47 Z2.42
X100.
Z1.65
G1 Z1.3
X23.
Z1.65
G0 X24.47 Z2.07
X100.
Z1.3
G1 Z0.95
X23.
Z1.3
G0 X24.47 Z1.72
X100.
Z0.95
G1 Z0.8
X92.
X33.
X23.
Z0.95
G0 X28.144 Z2.42
X100. Z2.
X180.
Z100.
G49
T0505
S200 M3
M08
G0 X180. Z100.
Z2.
X103.
G1 X102.
X101.
Z-16.2
X102.
G0 X103.2 Z-15.927
Z2.
X101.
G1 X100.
Z-16.2
X101.
G0 X102.2 Z-15.927
Z2.
X100.
G1 X99.
Z-16.2
X100.
G0 X101.2 Z-15.927
Z2.
X99.
G1 X98.
Z-16.2
X99.
G0 X100.2 Z-15.927
Z2.
X98.
G1 X97.
Z-16.2
X98.
G0 X99.2 Z-15.927
Z2.
X97.
G1 X96.
Z-16.2
X97.
G0 X98.2 Z-15.927
Z2.
X96.
G1 X95.
Z-0.369
X95.131 Z-0.434
G03 X95.6 Z-1. K-0.566 I-0.566
G1 Z-16.2
X96.
G0 X97.2 Z-15.927
Z2.
X95.
G1 X94.
Z0.131
X95. Z-0.369
G0 X96.2 Z-0.095
Z2.
X94.
G1 X93.6
Z0.331
X94. Z0.131
G0 X102.201 Z2.
X103.2
X102.
X180.
Z100.
G49
T0606
S200 M3
M08
G0 X180. Z100.
Z2.
X26.7
G1 X26. F250.0
X26.7
Z-32.996
X26.
G0 X25.16 Z-32.075
Z2.
X26.7
G1 X27.4
Z-32.996
X26.7
G0 X25.86 Z-32.075
Z2.
X27.4
G1 X28.1
Z-32.996
X27.4
G0 X26.56 Z-32.075
Z2.
X28.1
G1 X28.8
Z-32.996
X28.1
G0 X27.26 Z-32.075
Z2.
X28.8
G1 X29.5
Z-1.184
X29.434 Z-1.217
G02 X29.2 Z-1.5 K-0.283 I0.283
G1 Z-32.996
X28.8
G0 X27.96 Z-32.075
Z2.
X29.5
G1 X30.2
Z-0.834
X29.5 Z-1.184
G0 X28.66 Z-0.263
Z2.
X30.2
G1 X30.9
Z-0.484
X30.2 Z-0.834
G0 X29.36 Z0.087
Z2.
X30.9
G1 X31.6
Z-0.134
X30.9 Z-0.484
G0 X30.06 Z0.437
Z2.
X31.6
G1 X32.2
Z0.166
X31.6 Z-0.134
G0 X29.655 Z2.
X25.16
X26.
X180.
Z100.
M5
M9
M2
%Please Log in or Create an account to join the conversation.
- dinkata
- Offline
- Premium Member
-
Less
More
- Posts: 101
- Thank you received: 1
06 Sep 2016 06:29 - 06 Sep 2016 06:43 #80066
by dinkata
Replied by dinkata on topic Tool wear in tool table ?
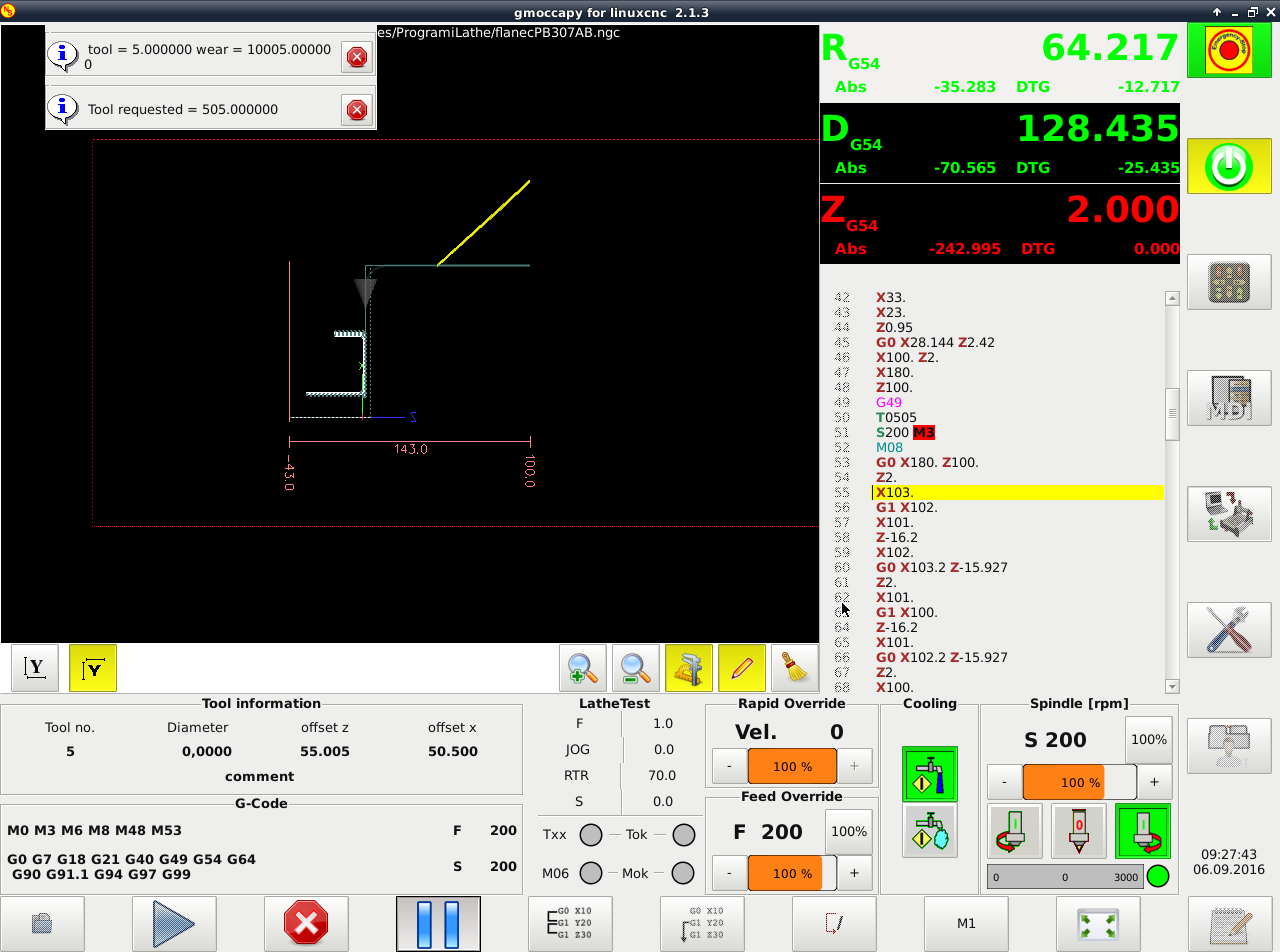
1.If we start from the beginning - no problem
2.Very useful tool wear in tooltable !
3.But we need when setting program use " run-at-line "
..If we start from line
.....G49
T0505 ..

remap wants to put previous tools
4.If I hide previous tools
.........
( T0101 )
.........
( T0202 )...
.......
and start from line
.....G49
T0505 ..
Then remap work properly
Is it possible to avoid hiding previous instruments?
2.Very useful tool wear in tooltable !
3.But we need when setting program use " run-at-line "
..If we start from line
.....G49
T0505 ..
remap wants to put previous tools
4.If I hide previous tools
.........
( T0101 )
.........
( T0202 )...
.......
and start from line
.....G49
T0505 ..
Then remap work properly
Is it possible to avoid hiding previous instruments?
Last edit: 06 Sep 2016 06:43 by dinkata.
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-
Less
More
- Posts: 7343
- Thank you received: 2164
06 Sep 2016 06:58 #80067
by cmorley
Replied by cmorley on topic Tool wear in tool table ?
I confirm the problem.
I'll try to look into it tomorrow
Chris M
I'll try to look into it tomorrow
Chris M
The following user(s) said Thank You: dinkata
Please Log in or Create an account to join the conversation.
- nkp
- Offline
- Premium Member
-
Less
More
- Posts: 143
- Thank you received: 39
07 Sep 2016 04:15 - 07 Sep 2016 04:18 #80112
by nkp
Replied by nkp on topic Tool wear in tool table ?
I think that "the bug" in remap.
The following code works fine:ini:
#REMAP = T prolog=get_T_number ngc=toolchange
The following code works fine:
%
G18 G21 G7 G40
;------------------------tool 1, wear 1
G49
T1 M6
G43
G43.2 H10001
;------------------------
S150 M3
M08
G0 X180. Z100.
Z5.
X0.
G1 Z-43. F200.0
G0 Z5.
X180.
Z100.
;------------------------tool 2, wear 2
G49
T2 M6
G43
G43.2 H10002
;------------------------
S200 M3
M08
G0 X180. Z100.
Z2.35
X100.
G1 Z2. F200.0
Z1.65
X23.
Z2.
G0 X24.47 Z2.42
X100.
Z1.65
G1 Z1.3
X23.
Z1.65
G0 X24.47 Z2.07
X100.
Z1.3
G1 Z0.95
X23.
Z1.3
G0 X24.47 Z1.72
X100.
Z0.95
G1 Z0.8
X92.
X33.
X23.
Z0.95
G0 X28.144 Z2.42
X100. Z2.
X180.
Z100.
;------------------------tool 5, wear 5
G49
T5 M6
G43
G43.2 H10005
;------------------------
S200 M3
M08
G0 X180. Z100.
Z2.
X103.
G1 X102.
X101.
Z-16.2
X102.
G0 X103.2 Z-15.927
Z2.
X101.
G1 X100.
Z-16.2
X101.
G0 X102.2 Z-15.927
Z2.
X100.
G1 X99.
Z-16.2
X100.
G0 X101.2 Z-15.927
Z2.
X99.
G1 X98.
Z-16.2
X99.
G0 X100.2 Z-15.927
Z2.
X98.
G1 X97.
Z-16.2
X98.
G0 X99.2 Z-15.927
Z2.
X97.
G1 X96.
Z-16.2
X97.
G0 X98.2 Z-15.927
Z2.
X96.
G1 X95.
Z-0.369
X95.131 Z-0.434
G03 X95.6 Z-1. K-0.566 I-0.566
G1 Z-16.2
X96.
G0 X97.2 Z-15.927
Z2.
X95.
G1 X94.
Z0.131
X95. Z-0.369
G0 X96.2 Z-0.095
Z2.
X94.
G1 X93.6
Z0.331
X94. Z0.131
G0 X102.201 Z2.
X103.2
X102.
X180.
Z100.
;------------------------tool 6, wear 6
G49
T6 M6
G43
G43.2 H10006
;------------------------
S200 M3
M08
G0 X180. Z100.
Z2.
X26.7
G1 X26. F250.0
X26.7
Z-32.996
X26.
G0 X25.16 Z-32.075
Z2.
X26.7
G1 X27.4
Z-32.996
X26.7
G0 X25.86 Z-32.075
Z2.
X27.4
G1 X28.1
Z-32.996
X27.4
G0 X26.56 Z-32.075
Z2.
X28.1
G1 X28.8
Z-32.996
X28.1
G0 X27.26 Z-32.075
Z2.
X28.8
G1 X29.5
Z-1.184
X29.434 Z-1.217
G02 X29.2 Z-1.5 K-0.283 I0.283
G1 Z-32.996
X28.8
G0 X27.96 Z-32.075
Z2.
X29.5
G1 X30.2
Z-0.834
X29.5 Z-1.184
G0 X28.66 Z-0.263
Z2.
X30.2
G1 X30.9
Z-0.484
X30.2 Z-0.834
G0 X29.36 Z0.087
Z2.
X30.9
G1 X31.6
Z-0.134
X30.9 Z-0.484
G0 X30.06 Z0.437
Z2.
X31.6
G1 X32.2
Z0.166
X31.6 Z-0.134
G0 X29.655 Z2.
X25.16
X26.
X180.
Z100.
M5
M9
M2
%#REMAP = T prolog=get_T_number ngc=toolchange
Last edit: 07 Sep 2016 04:18 by nkp.
The following user(s) said Thank You: jo_key, dinkata
Please Log in or Create an account to join the conversation.
Time to create page: 0.205 seconds