Retrofitting a 1986 Maho MH400E
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19879
- Thank you received: 4643
25 Nov 2018 23:48 #121356
by andypugh
Replied by andypugh on topic Retrofitting a 1986 Maho MH400E
I don't think you need the or2, the GUI turns the spindle on outside of HAL.
You can just connect the button direct to halui.spindle.start to add a manual spindle start button.
You can just connect the button direct to halui.spindle.start to add a manual spindle start button.
Please Log in or Create an account to join the conversation.
- RotarySMP
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 1633
- Thank you received: 595
28 Nov 2018 07:48 #121515
by RotarySMP
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
Thanks Andy, I didn't look at that yet, but probably will need OR2, as I have already netted the HALUI pins to the gearbox COMP, so it can turn the spindle on and off.
Yesterday, I made a new, much more conservative program to mill down the sandvik lathetool holder, using a brand new 10mm chinese HSS four flute. Use 2mm depth of cut, 50% engagement, 480rpm and 75mm/min feed. The first ~250mm went fine with nice chips, but then it died.
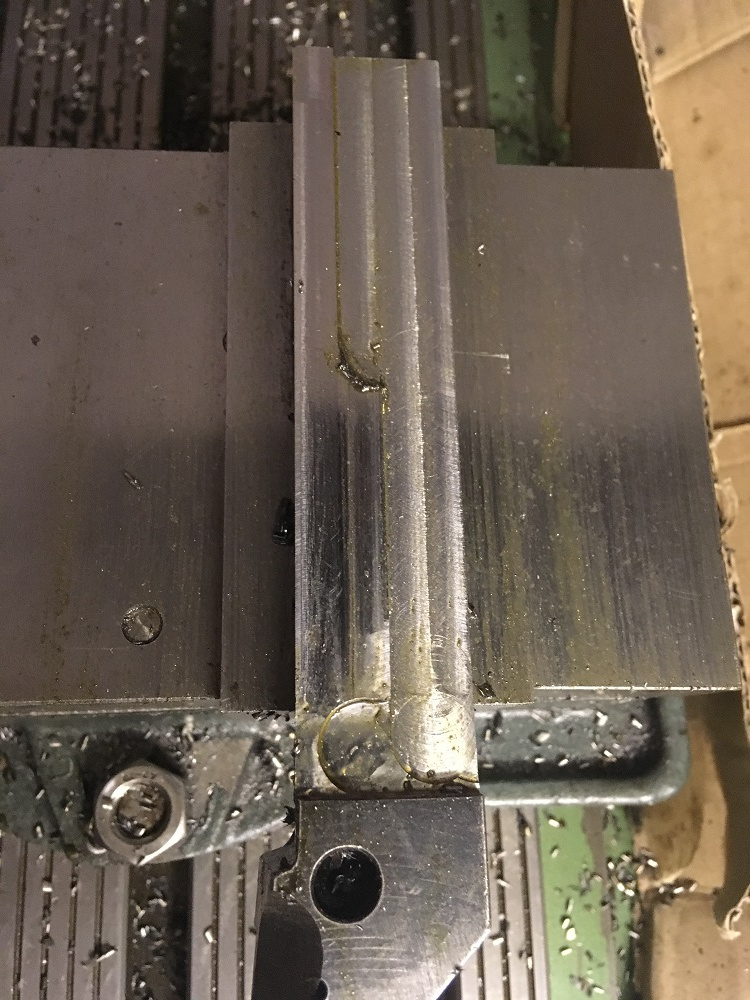

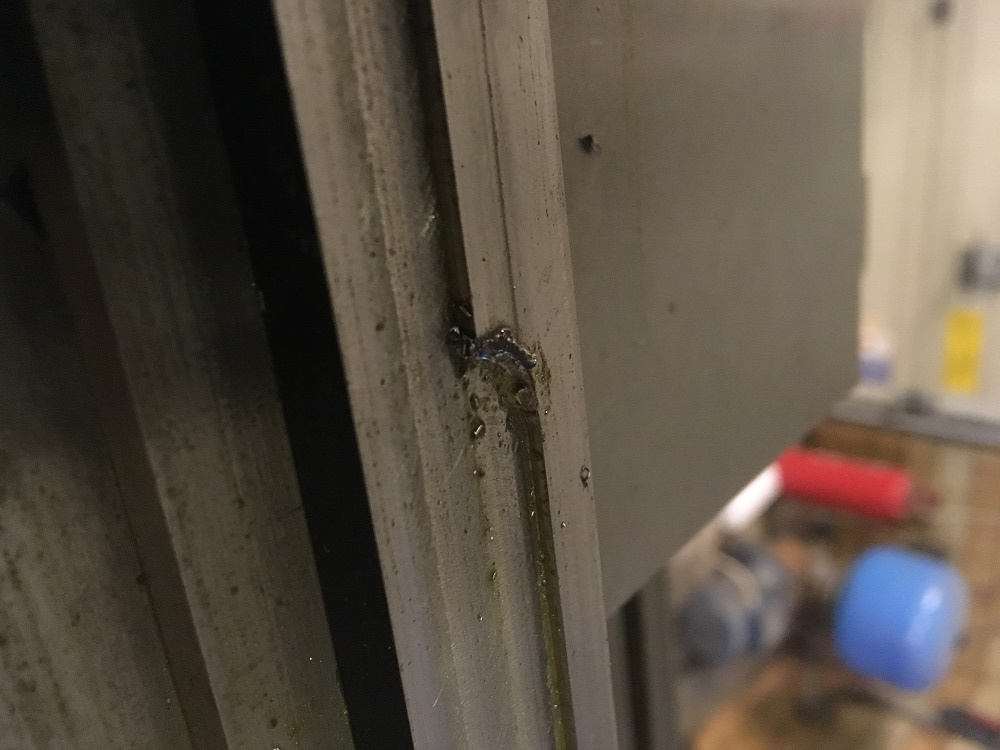
Although I did use cutting oil, itprobably need flood coolant to keep HSS cool enough to work in that steel. Oh well, another end mill for the hall of shame. Lucky I bought the Clarkson T&C grinder last year.
Mark
Yesterday, I made a new, much more conservative program to mill down the sandvik lathetool holder, using a brand new 10mm chinese HSS four flute. Use 2mm depth of cut, 50% engagement, 480rpm and 75mm/min feed. The first ~250mm went fine with nice chips, but then it died.
Although I did use cutting oil, itprobably need flood coolant to keep HSS cool enough to work in that steel. Oh well, another end mill for the hall of shame. Lucky I bought the Clarkson T&C grinder last year.
Mark
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-

Less
More
- Posts: 265
- Thank you received: 40
28 Nov 2018 20:36 #121549
by drimaropoylos
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
Hi, I think that you should connect hal and not halui pins to gearbox COMP for machine control. I thing halui pins intended use is for the user interface, hardware and software.
John
John
The following user(s) said Thank You: RotarySMP
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-
Less
More
- Posts: 265
- Thank you received: 40
28 Nov 2018 20:46 #121551
by drimaropoylos
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
Controlling the spindle from an independent bouton and from the rest of the software with or statement needs more thought.
John
John
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-
Less
More
- Posts: 265
- Thank you received: 40
29 Nov 2018 09:28 - 29 Nov 2018 09:29 #121582
by drimaropoylos
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
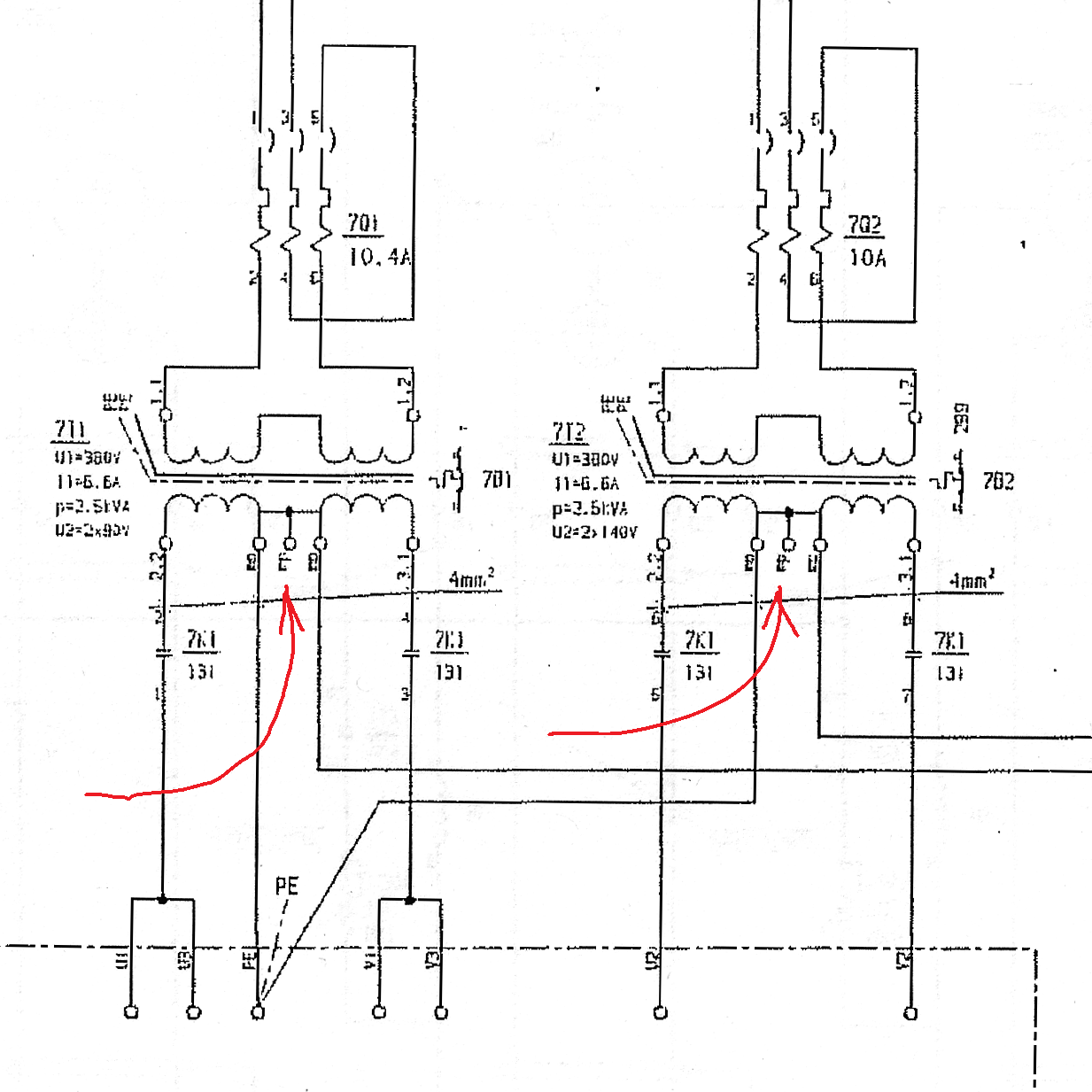
Mark, can you check in your machine if this is ground?
John
John
Last edit: 29 Nov 2018 09:29 by drimaropoylos.
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-
Less
More
- Posts: 265
- Thank you received: 40
29 Nov 2018 09:40 #121583
by drimaropoylos
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
Can you take a close photo to transformers connections?
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1633
- Thank you received: 595
29 Nov 2018 09:50 #121584
by RotarySMP
Hi John, thanks for your input, you are right about that. The relevant spindle control nets which I currently have are these:
And here are the functions which I have had to comment out due to conflicts.
I used the halui.spindle.stop to give the gearbox control of stopping the spindle. Since there is no motion.spindle-stop pin, should I have the gearbox net to the motion.spindle-on pin and setp false to stop it? Or just have the gearbox comp setp motion.spindle-on false, from within it's code without going through a net?
Mark
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
Hi, I think that you should connect hal and not halui pins to gearbox COMP for machine control. I thing halui pins intended use is for the user interface, hardware and software.
Controlling the spindle from an independent bouton and from the rest of the software with or statement needs more thought.
John
Hi John, thanks for your input, you are right about that. The relevant spindle control nets which I currently have are these:
net sig_get_commanded_speed mh400e-gearbox.spindle-speed-in-abs <= motion.spindle-speed-out-abs
net sig_return_actual_speed mh400e-gearbox.spindle-speed-out => motion.spindle-speed-in
net sig_return_spindle-at-speed mh400e-gearbox.spindle-at-speed => motion.spindle-at-speed
net sig_stop_spindle mh400e-gearbox.stop-spindle => halui.spindle.stop
net spindle-on motion.spindle-on => hm2_5i25.0.7i84.0.2.output-13
net spindle-cw motion.spindle-forward => hm2_5i25.0.7i84.0.2.output-12
net spindle-ccw motion.spindle-reverse => hm2_5i25.0.7i84.0.2.output-11And here are the functions which I have had to comment out due to conflicts.
#net maho_panel.r0c3_sig-out maho_panel.key.r0c3 => halui.spindle.stop
#net maho_panel.r2c4_sig-out maho_panel.key.r2c4 => halui.spindle.reverse
#net maho_panel.r4c1_sig-out maho_panel.key.r4c1 => halui.spindle.forwardI used the halui.spindle.stop to give the gearbox control of stopping the spindle. Since there is no motion.spindle-stop pin, should I have the gearbox net to the motion.spindle-on pin and setp false to stop it? Or just have the gearbox comp setp motion.spindle-on false, from within it's code without going through a net?
Mark
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1633
- Thank you received: 595
29 Nov 2018 09:56 #121586
by RotarySMP
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
Hi John,
Lucky my new bellows have not yet arrived, so I still have the guards off and can easily remove the cover and photograph the transformers. Will probably have to wait for the weekend though.
Mark
Lucky my new bellows have not yet arrived, so I still have the guards off and can easily remove the cover and photograph the transformers. Will probably have to wait for the weekend though.
Mark
The following user(s) said Thank You: drimaropoylos
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-
Less
More
- Posts: 265
- Thank you received: 40
29 Nov 2018 15:09 #121591
by drimaropoylos
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
I think the ''setp motion.spindle-on false'' approach is beter.
John
John
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1633
- Thank you received: 595
03 Dec 2018 14:19 #121750
by RotarySMP
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
Can a comp even set a parameter directly? I thought the way the HAL works is that the comp connects to the rest of the hal through pins, so a comp can not change a setting it is not connected to though a pin.
When the gearbox comp wants to stop the spindle, it sets
to 1
I netted that to, but if I changed that net toand invert it , it should do the same thing, but free up my halui.spindle.stop pin for my external button shouldn't it?
Mark
When the gearbox comp wants to stop the spindle, it sets
pin out bit stop_spindle = 0 "Start or stop spindle";to 1
I netted that to
halui.spindle.stopmotion.spindle-onMark
Please Log in or Create an account to join the conversation.
Moderators: piasdom
Time to create page: 0.272 seconds