New gcode cycle
- jlviloria
- Offline
- Elite Member
-

Less
More
- Posts: 161
- Thank you received: 9
12 Jul 2013 04:53 - 24 Jul 2013 23:53 #36582
by jlviloria
New gcode cycle was created by jlviloria
I was always in search of finding cycles for my lathe, with the help of Michael. And without having any experience in python.
I share with you this work, you may find many errors, it is still so much ire updated according what can be improved.
also invite anyone who can provide or improve that anime ...
I am a lover of ISO programming.
a brief summary of the new codes and their functions.
updating to where I ... I hope to finish soon.
##############
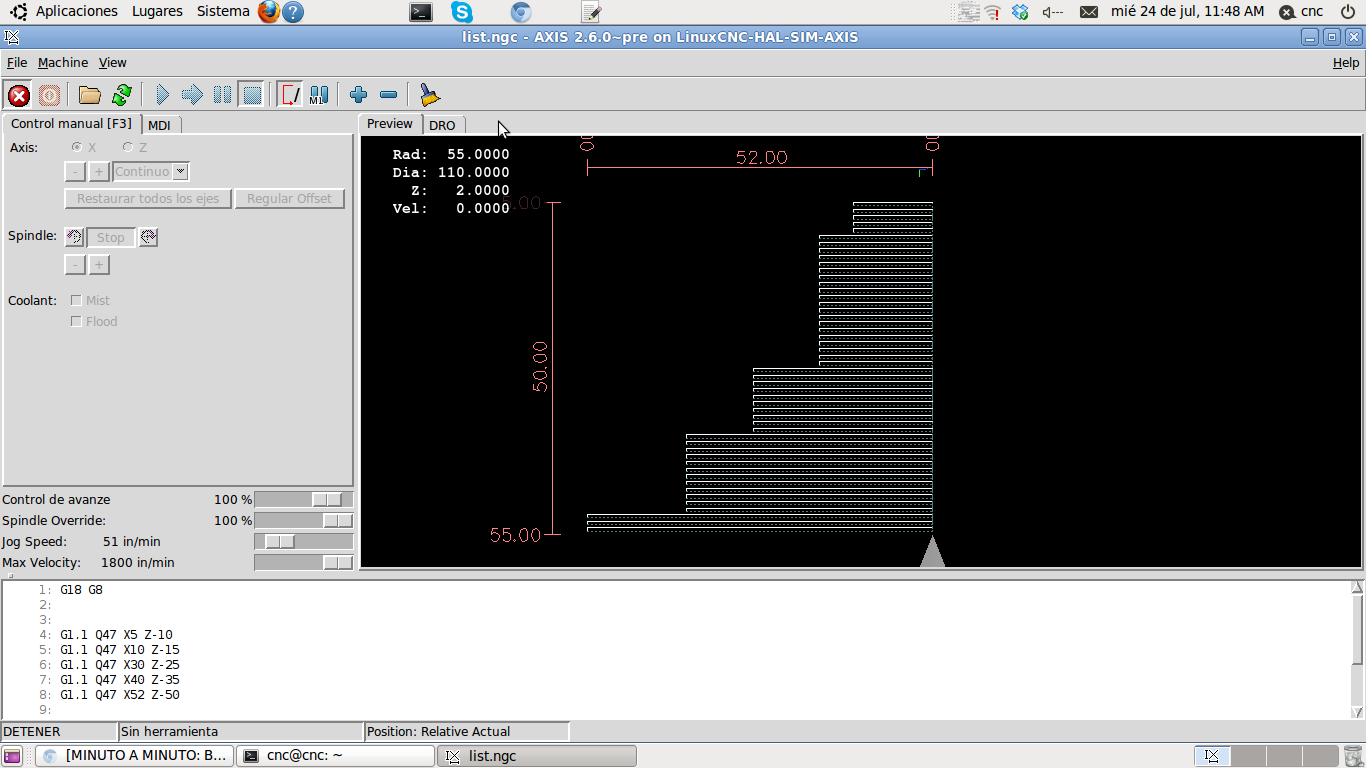
G18 G8
G1.1 Q47 X5 Z-10
G1.1 Q47 X10 Z-15
G1.1 Q47 X30 Z-25
G1.1 Q47 X40 Z-35
G1.1 Q47 X52 Z-50
G0 X55
Z2
G71 Q47 P1 R0.5 F1500
m2
################
I share with you this work, you may find many errors, it is still so much ire updated according what can be improved.
also invite anyone who can provide or improve that anime ...
I am a lover of ISO programming.
a brief summary of the new codes and their functions.
updating to where I ... I hope to finish soon.
##############
G18 G8
G1.1 Q47 X5 Z-10
G1.1 Q47 X10 Z-15
G1.1 Q47 X30 Z-25
G1.1 Q47 X40 Z-35
G1.1 Q47 X52 Z-50
G0 X55
Z2
G71 Q47 P1 R0.5 F1500
m2
################
Last edit: 24 Jul 2013 23:53 by jlviloria.
The following user(s) said Thank You: robh, ArcEye, Diederik
Please Log in or Create an account to join the conversation.
- emcPT
-

- Offline
- Platinum Member
-

Less
More
- Posts: 424
- Thank you received: 95
12 Jul 2013 13:51 - 12 Jul 2013 13:56 #36589
by emcPT
Replied by emcPT on topic New gcode cycle
I must try it.
I previously wrote (before I edited the post):
// Do the G71 understand pockets?
But now I see that it does not accept a shape, it only makes a straight line, correct?
Still thank you in sharing.
I previously wrote (before I edited the post):
// Do the G71 understand pockets?
But now I see that it does not accept a shape, it only makes a straight line, correct?
Still thank you in sharing.
Last edit: 12 Jul 2013 13:56 by emcPT.
The following user(s) said Thank You: jlviloria
Please Log in or Create an account to join the conversation.
- ArcEye
- Offline
- Junior Member
-

Less
More
- Posts: 22
- Thank you received: 240
12 Jul 2013 18:44 - 12 Jul 2013 18:45 #36592
by ArcEye
Replied by ArcEye on topic New gcode cycle
That's very good.
Apart from anything else, it is a good example of remapping, something I have managed to avoid until now.
The next stage will be taking a finished profile code block and cut that in incrementing stages.
I have always avoided effectively writing a CAM program, that calculates straight line cuts to rough out, by following the profile with a decrementing X (G71) or Z (G72)
Will be interested to see how you do it
regards
Apart from anything else, it is a good example of remapping, something I have managed to avoid until now.
The next stage will be taking a finished profile code block and cut that in incrementing stages.
I have always avoided effectively writing a CAM program, that calculates straight line cuts to rough out, by following the profile with a decrementing X (G71) or Z (G72)
Will be interested to see how you do it
regards
Last edit: 12 Jul 2013 18:45 by ArcEye.
The following user(s) said Thank You: jlviloria
Please Log in or Create an account to join the conversation.
- jlviloria
- Offline
- Elite Member
-
Less
More
- Posts: 161
- Thank you received: 9
12 Jul 2013 19:58 #36597
by jlviloria
Replied by jlviloria on topic New gcode cycle
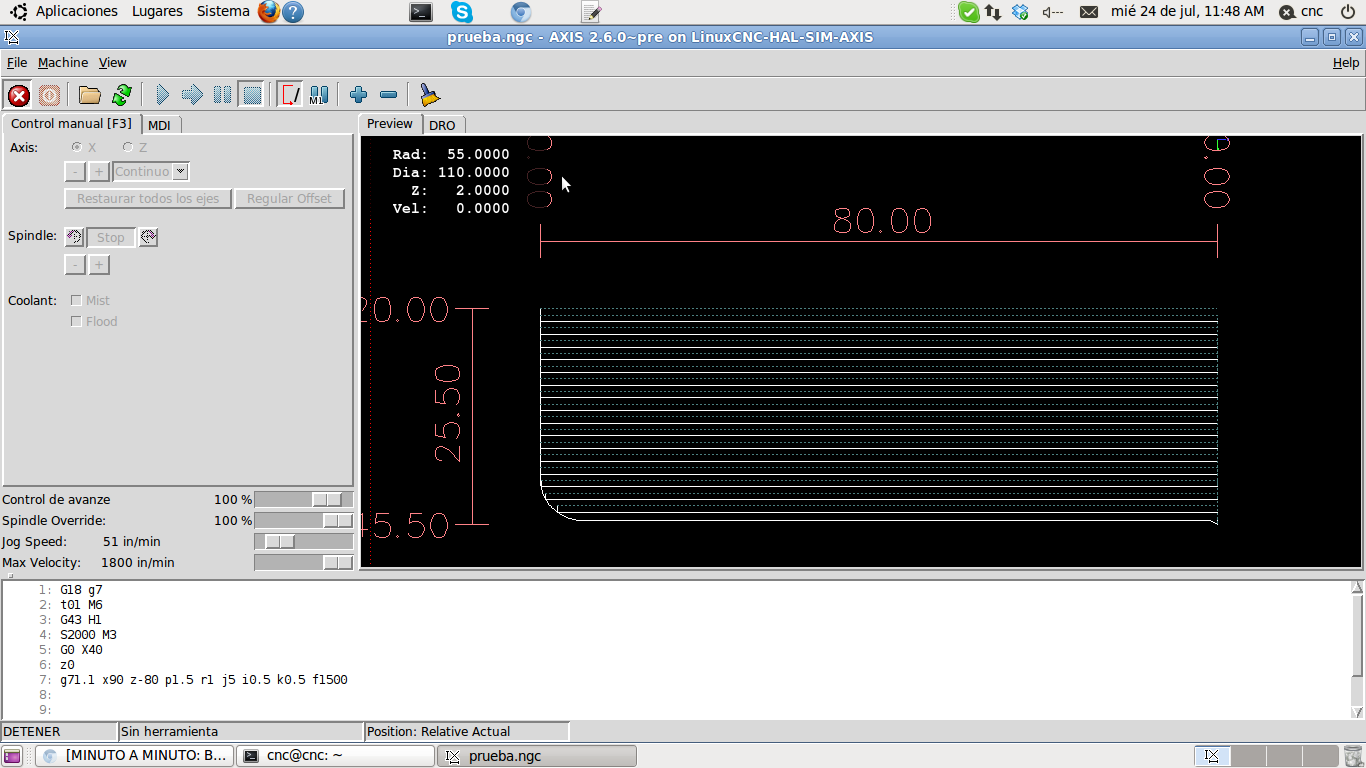
emcPT, if it is so, but if you see that's why I put G71.1, the G71 is reserved to make a profile defined by the operator.
I'm working on it right now, I will post soon, I have some details that must be resolved.
ArcEye, I have technical problems to achieve this, but I am determined to do.
soon I'll upload something more decent.
Jorge Viloria
I'm working on it right now, I will post soon, I have some details that must be resolved.
ArcEye, I have technical problems to achieve this, but I am determined to do.
soon I'll upload something more decent.
Jorge Viloria
The following user(s) said Thank You: Diederik, emcPT
Please Log in or Create an account to join the conversation.
- emcPT
-
- Offline
- Platinum Member
-
Less
More
- Posts: 424
- Thank you received: 95
13 Jul 2013 00:52 #36607
by emcPT
Replied by emcPT on topic New gcode cycle
If you could implement a working G71, that would be very good indeed. Especially if it can handle pockets.
As I normally do not use any CAM, the ability of having the "standard" cycles available is simple one of the best things that I wish to linuxcnc.
I would be very interested in such a solution.
Thank you Jorge.
As I normally do not use any CAM, the ability of having the "standard" cycles available is simple one of the best things that I wish to linuxcnc.
I would be very interested in such a solution.
Thank you Jorge.
The following user(s) said Thank You: jlviloria
Please Log in or Create an account to join the conversation.
- jlviloria
- Offline
- Elite Member
-
Less
More
- Posts: 161
- Thank you received: 9
19 Jul 2013 23:25 #36809
by jlviloria
Replied by jlviloria on topic New gcode cycle
greetings to all,
I have a problem in the development cycle, I want to import the 5410 variables, which is the tool diameter in NGCGUI is simple, just invoke the function is # 5410, but since remap.py as I could do, since it takes as a comment.
thanks for any help.
Jorge Viloria
I have a problem in the development cycle, I want to import the 5410 variables, which is the tool diameter in NGCGUI is simple, just invoke the function is # 5410, but since remap.py as I could do, since it takes as a comment.
thanks for any help.
Jorge Viloria
The following user(s) said Thank You: Diederik
Please Log in or Create an account to join the conversation.
- ArcEye
- Offline
- Junior Member
-
Less
More
- Posts: 22
- Thank you received: 240
20 Jul 2013 17:59 #36822
by ArcEye
Replied by ArcEye on topic New gcode cycle
Not quite with you on this, can you explain a bit further.
Are you trying to get #5410 into your GCode or your python code?
regards
Are you trying to get #5410 into your GCode or your python code?
regards
The following user(s) said Thank You: jlviloria
Please Log in or Create an account to join the conversation.
- jlviloria
- Offline
- Elite Member
-
Less
More
- Posts: 161
- Thank you received: 9
20 Jul 2013 20:52 #36825
by jlviloria
Replied by jlviloria on topic New gcode cycle
www.linuxcnc.org/docs/devel/html/gcode/o...umbered_parameters_a
I'll try, patience with my English.
in NGCGUI can "import" parameters 5410, 5411, 5412, 5413, as follows:
#<tool_rad> = [# 5410/2]
in python with remap, as I can do?
I'll try, patience with my English.
in NGCGUI can "import" parameters 5410, 5411, 5412, 5413, as follows:
#<tool_rad> = [# 5410/2]
in python with remap, as I can do?
Please Log in or Create an account to join the conversation.
- ArcEye
- Offline
- Junior Member
-
Less
More
- Posts: 22
- Thank you received: 240
20 Jul 2013 21:12 #36826
by ArcEye
Replied by ArcEye on topic New gcode cycle
I think you want to access it from python?
I don't know about python, but it is accessible in C from emcioStatus.tool.toolTable[x].diameter
If you look through the python / C bindings there is an equivalent to the C code
emcioStatusBuffer = new RCS_STAT_CHANNEL(emcFormat, "toolSts", "tool", emc_nmlfile);
to get the status buffer and access the information
I think you will find it in ../src/emc/usr_intf/axis/extensions/emcmodule.cc
regards
I don't know about python, but it is accessible in C from emcioStatus.tool.toolTable[x].diameter
If you look through the python / C bindings there is an equivalent to the C code
emcioStatusBuffer = new RCS_STAT_CHANNEL(emcFormat, "toolSts", "tool", emc_nmlfile);
to get the status buffer and access the information
I think you will find it in ../src/emc/usr_intf/axis/extensions/emcmodule.cc
regards
The following user(s) said Thank You: jlviloria
Please Log in or Create an account to join the conversation.
- BigJohnT
-

- Offline
- Administrator
-

Less
More
- Posts: 3990
- Thank you received: 994
21 Jul 2013 02:21 #36840
by BigJohnT
Replied by BigJohnT on topic New gcode cycle
This may or may not be what your looking for:
www.linuxcnc.org/docs/html/common/python...xcnc_stat_attributes
The tool table and tool offsets can be obtained with the python interface.
JT
www.linuxcnc.org/docs/html/common/python...xcnc_stat_attributes
The tool table and tool offsets can be obtained with the python interface.
JT
The following user(s) said Thank You: ArcEye, jlviloria
Please Log in or Create an account to join the conversation.
Time to create page: 0.200 seconds