Constant Velocity not working
- aia0202
- Offline
- New Member
-

Less
More
- Posts: 2
- Thank you received: 0
17 Oct 2013 01:01 #39983
by aia0202
Constant Velocity not working was created by aia0202
Hello all,
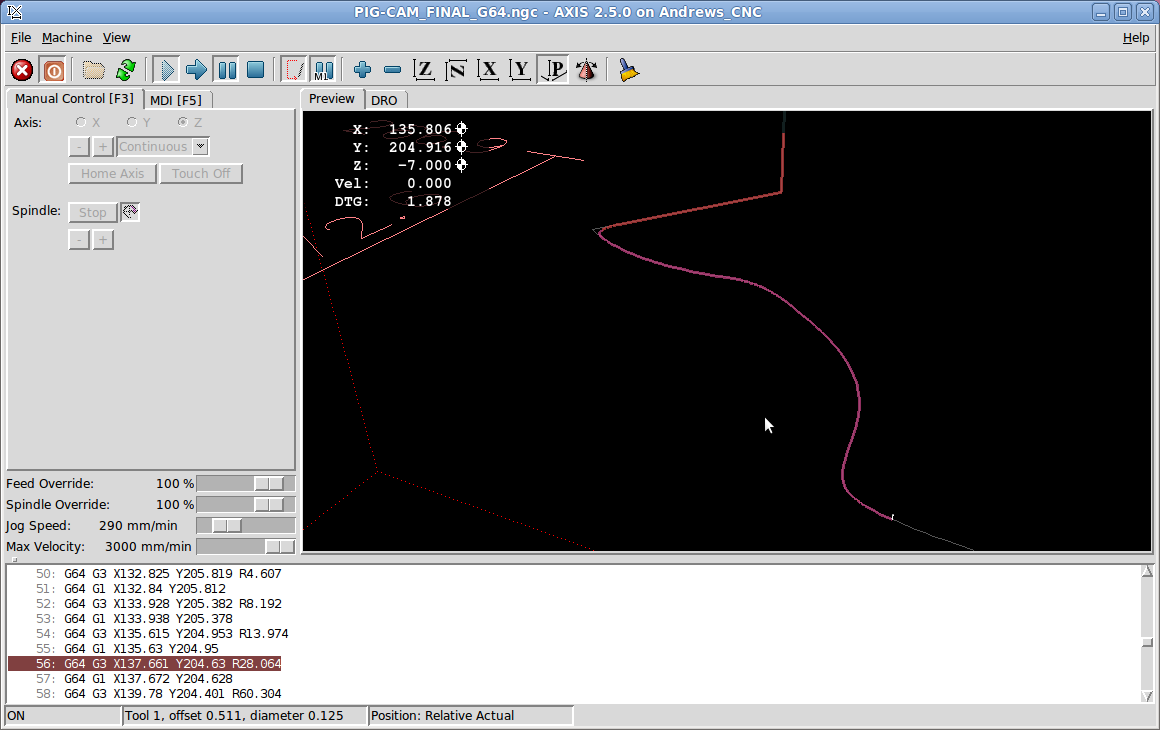
I have created some G-code using solidworks and solidcam which when loaded into EMC2 looks great, however when the program runs through the machine goes point to point, accelerating and decelerating to each point.
I found and read through the wiki page describing trajectory control and the use of G64 & G61 etc. but G64 is always enabled and this "stop start" behaviour is still happening.
This is a snippet of the G-Code. The constant velocity appears to work for the first part of the program however once the machine starts to cut and follow the points it does not appear to do this. The Cam simulation shows it to be ok so I was hoping there is a setting in EMC2 to enable this function. Or is there something wrong with the way the G-Code is written and so interpretted incorrectly by EMC?
Thanks for any help!
I have created some G-code using solidworks and solidcam which when loaded into EMC2 looks great, however when the program runs through the machine goes point to point, accelerating and decelerating to each point.
I found and read through the wiki page describing trajectory control and the use of G64 & G61 etc. but G64 is always enabled and this "stop start" behaviour is still happening.
This is a snippet of the G-Code. The constant velocity appears to work for the first part of the program however once the machine starts to cut and follow the points it does not appear to do this. The Cam simulation shows it to be ok so I was hoping there is a setting in EMC2 to enable this function. Or is there something wrong with the way the G-Code is written and so interpretted incorrectly by EMC?
Thanks for any help!
%
(SPLINE-CAM.TAP)
( MCV-OP ) (15-OCT-2013)
(SUBROUTINES: O5003 .. O0)
G92.1
G90 G64 G17
G80 G49 G40
G54
G92.1
G54
G64 G30
G91 G64 G28 Z0
G90
M01
N1 M6 T1
(TOOL -1- MILL DIA 1.27 R0. MM )G0 X102.093 Y266.891 Z50. S1000 M3
M8
(-------------------)
(F-CONTOUR - PROFILE)
(-------------------)
X102.093 Y266.891 Z10.
Z2.
G1 Z-7. F500
X84.159 Y242.842 F3000
G3 X106.418 Y237.204 R30.
G2 X108.295 Y237.322 R11.502
G1 X108.306
G2 X111.741 Y236.63 R10.08
X113.497 Y235.784 R12.205
X115.223 Y234.659 R19.176
X116.126 Y233.991 R49.884
X119.447 Y231.399 R116.749
G1 X119.455 Y231.393
G2 X122.186 Y228.994 R51.577
G1 X122.191 Y228.989
G2 X124.913 Y226.069 R32.539
G1 X124.919 Y226.061
G2 X127.167 Y222.815 R25.136
G1 X127.172 Y222.806
G2 X129.06 Y218.452 R21.059
G1 X129.062 Y218.446
Please Log in or Create an account to join the conversation.
- aia0202
- Offline
- New Member
-
Less
More
- Posts: 2
- Thank you received: 0
17 Oct 2013 02:14 #39985
by aia0202
Replied by aia0202 on topic Constant Velocity not working
Ok, I think I may have answered my own question!
Using G64 alone does not seem to work in my case, but when the G64 PX code is used it works like a charm. Just replace X with a max distance to deviate from tool path.
Using G64 alone does not seem to work in my case, but when the G64 PX code is used it works like a charm. Just replace X with a max distance to deviate from tool path.
Please Log in or Create an account to join the conversation.
Time to create page: 0.124 seconds