G-code to engrave numbers on cylinders
- andypugh
-
 Topic Author
Topic Author
- Offline
- Moderator
-

Less
More
- Posts: 19886
- Thank you received: 4645
02 Nov 2013 01:27 - 30 Aug 2018 20:48 #40497
by andypugh
G-code to engrave numbers on cylinders was created by andypugh
[edit 30/8/18: I added tick marks, see forum.linuxcnc.org/20-g-code/27169-g-cod...ders?start=10#116888 ]
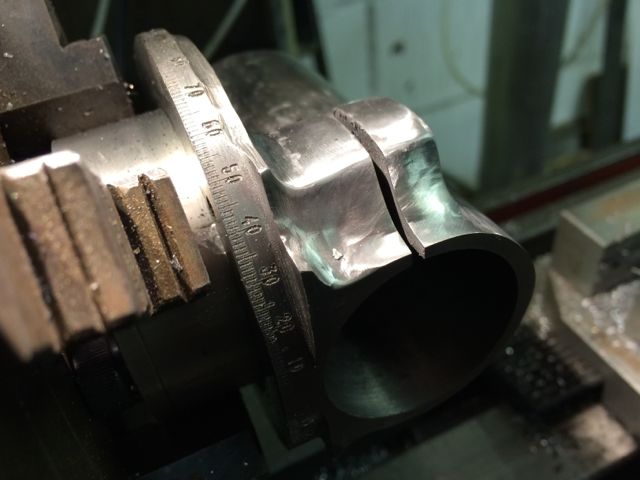
I wrote this G-code to engrave angles on a lathe part. It might be handy for other things. It uses a sub for each digit, then computed-calls to call the right one.
I wrote this G-code to engrave angles on a lathe part. It might be handy for other things. It uses a sub for each digit, then computed-calls to call the right one.
;Attempt to engrave scale rings
;Engraving is done in the XA plane and in the postive direction from X =0
#<_dia> = 50 ; scale diamter
#<_depth> = 0.2 ; engraving depth
#<_height> = 2 ; character height
#<_scale> = 1 ; unit conversion
#<_inc> = 10 ; angle between marks
#<_feed> = 20
G21
F #<_feed>
#41 = [180 / [#<_dia> * 3.14159] * #<_height>]
#42 = #<_height>
(debug, #41 #42)
O0 sub
G92 A0 X0
G0 A0 X0 Z[#<_dia> / 2 + 1]
G1 Z[#<_dia> / 2 - #<_depth>]
A[0.2357 * #41] X[0.0976 * #42]
A[0.3333 * #41] X[0.3333 * #42]
A[0.3333 * #41] X[0.6667 * #42]
A[0.2357 * #41] X[0.9024 * #42]
A[0.0000 * #41] X[1.0000 * #42]
A[-0.2357 * #41] X[0.9024 * #42]
A[-0.3333 * #41] X[0.6667 * #42]
A[-0.3333 * #41] X[0.3333 * #42]
A[0.0000* #41] X[0.0000 * #42]
G0 Z[#<_dia> / 2 + 1]
G92.1
O0 endsub
O1 sub
G92 A0 X0
G1 Z[#<_dia> / 2 - #<_depth>]
A[0.0000 * #41] X[1.0000 * #42]
G0 Z[#<_dia> / 2 + 1]
G92.1
O1 endsub
O2 sub
G92 A0 X0
G0 A[0.3333 * #41] X[0.000 * #42] Z[#<_dia> / 2 + 1]
G1 Z[#<_dia>/2 - #<_depth>]
A[-.3333 * #41] X[0.0000 * #42]
A[0.0000 * #41] X[0.3333 * #42]
A[0.2357 * #41] X[0.4310 * #42]
A[0.3333 * #41] X[0.6666 * #42]
A[0.2357 * #41] X[0.9024 * #42]
A[0.0000 * #41] X[1.0000 * #42]
A[-.2357 * #41] X[0.9024 * #42]
A[-.3333 * #41] X[0.6667 * #42]
G0 Z[#<_dia> / 2 + 1]
G92.1
O2 endsub
O3 sub
G92 A0 X0
G0 A[-.3333 * #41] X[0.3333 * #42] Z[#<_dia> / 2 + 1]
G1 Z[#<_dia>/2 - #<_depth>]
A[-.2357 * #41] X[0.0976 * #42]
A[0.0000 * #41] X[0.0000 * #42]
A[0.2357 * #41] X[0.0976 * #42]
A[0.3333 * #41] X[0.3333 * #42]
A[0.2357 * #41] X[0.5690 * #42]
A[0.0000 * #41] X[0.6667 * #42]
A[0.3333 * #41] X[1.0000 * #42]
A[-.3333 * #41] X[1.0000 * #42]
G0 Z[#<_dia> / 2 + 1]
G92.1
O3 endsub
O4 sub
G92 A0 X0
G0 A[0.2357 * #41] X[0.000 * #42] Z[#<_dia> / 2 + 1]
G1 Z[#<_dia>/2 - #<_depth>]
A[0.2357 * #41] X[1.0000 * #42]
A[-.3333 * #41] X[0.3333 * #42]
A[0.3333 * #41] X[0.3333 * #42]
G0 Z[#<_dia> / 2 + 1]
G92.1
O4 endsub
O5 sub
G92 A0 X0
G0 A[-.3333 * #41] X[0.3333 * #42] Z[#<_dia> / 2 + 1]
G1 Z[#<_dia>/2 - #<_depth>]
A[-.2357 * #41] X[0.0976 * #42]
A[0.0000 * #41] X[0.0000 * #42]
A[0.2357 * #41] X[0.0976 * #42]
A[0.3333 * #41] X[0.3333 * #42]
A[0.2357 * #41] X[0.5690 * #42]
A[0.0000 * #41] X[0.6667 * #42]
A[-.3333 * #41] X[0.6667 * #42]
A[-.3333 * #41] X[1.0000 * #42]
A[0.3333 * #41] X[1.0000 * #42]
G0 Z[#<_dia> / 2 + 1]
G92.1
O5 endsub
O6 sub
G92 A0 X0
G0 A[-.3333 * #41] X[0.0333 * #42] Z[#<_dia> / 2 + 1]
G1 Z[#<_dia> / 2 - #<_depth>]
A[-.2357 * #41] X[0.5690 * #42]
A[0.0000 * #41] X[0.6667 * #42]
A[0.2357 * #41] X[0.5690 * #42]
A[0.3333 * #41] X[0.3333 * #42]
A[0.2357 * #41] X[0.0976 * #42]
A[0.0000 * #41] X[0.0000 * #42]
A[-.2357 * #41] X[0.0967 * #42]
A[-.3333 * #41] X[0.3333 * #42]
A[-.2357 * #41] X[0.9024 * #42]
A[0.0000 * #41] X[1.0000 * #42]
A[0.2357 * #41] X[0.9024 * #42]
G0Z [#<_dia> / 2 + 1]
G92.1
O6 endsub
O7 sub
G92 A0 X0
G0 A[-.2357 * #41] X[0.0000 * #42] Z[#<_dia> / 2 + 1]
G1 Z[#<_dia>/2 - #<_depth>]
A[0.3333 * #41] X[1.0000 * #42]
A[-.3333 * #41] X[1.0000 * #42]
G0 Z[#<_dia> / 2 + 1]
G92.1
O7 endsub
O8 sub
G92 A0 X0
G0 A[0.2357 * #41] X[0.5690 * #42] Z[#<_dia> / 2 + 1]
G1 Z[#<_dia> / 2 - #<_depth>]
A[-.2357 * #41] X[0.5690 * #42]
A[-.3333 * #41] X[0.3333 * #42]
A[-.2357 * #41] X[0.0976 * #42]
A[0.0000 * #41] X[0.0000 * #42]
A[0.2357 * #41] X[0.0976 * #42]
A[0.3333 * #41] X[0.3333 * #42]
A[0.2357 * #41] X[0.5690 * #42]
A[0.3333 * #41] X[0.6667 * #42]
A[0.2357 * #41] X[0.9024 * #42]
A[0.0000 * #41] X[1.0000 * #42]
A[-.2357 * #41] X[0.9024 * #42]
A[-.3333 * #41] X[0.6667 * #42]
A[-.2357 * #41] X[0.5690 * #42]
G0 Z[#<_dia> / 2 + 1]
G92.1
O8 endsub
O9 sub
G92 A0 X0
G0 A[-.3333 * #41] X[0.3333 * #42] Z[#<_dia> / 2 + 1]
G1 Z[#<_dia>/2 - #<_depth>]
A[-.2357 * #41] X[0.0976 * #42]
A[0.0000 * #41] X[0.0000 * #42]
A[0.2357 * #41] X[0.0976 * #42]
A[0.3333 * #41] X[0.3333 * #42]
A[0.3333 * #41] X[0.6667 * #42]
A[0.2367 * #41] X[0.9024 * #42]
A[0.0000 * #41] X[1.0000 * #42]
A[-.2357 * #41] X[0.9024 * #42]
A[-.3333 * #41] X[0.6667 * #42]
A[-.2357 * #41] X[0.4310 * #42]
A[0.0000 * #41] X[0.3333 * #42]
A[0.2357 * #41] X[0.4310 * #42]
A[0.3333 * #41] X[0.6667 * #42]
G0 Z[#<_dia> / 2 + 1]
G92.1
O9 endsub
; Start Engraving
G92.1
#3 = 0
O100 while [#3 LT 360]
#4 = [#3 * #<_scale>]
(DEBUG, #4)
O101 if [#4 LT 10]
G0 A#3 X0 Z[#<_dia> / 2 + 1]
O[FIX[#4]] call
O101 else if [#4 LT 100]
G0 A[#3 - #42 * 0.5] X0 Z[#<_dia> / 2 + 1]
O[FIX[#4 / 10]] call
G0 A[#3 + #42 * 0.5] X0
O[FIX[#4 mod 10]] call
O101 else if [#4 LT 1000]
G0 A[#3 - #42 ] X0 Z[#<_dia> / 2 + 1]
O[FIX[#4 / 100]] call
G0 A#3 X0
O[FIX[[#4/10] mod 10]] call
G0 A[#3 + #42 ] X0
O[FIX[#4 mod 10]] call
O101 endif
#3 = [#3 + #<_inc>]
O100 endwhile
M2
Last edit: 30 Aug 2018 20:48 by andypugh.
The following user(s) said Thank You: BigJohnT, Dimitrios, biqut2, RotarySMP, jo_key, clunc, Boltonbrass
Please Log in or Create an account to join the conversation.
- BigJohnT
-

- Offline
- Administrator
-

Less
More
- Posts: 3990
- Thank you received: 994
02 Nov 2013 18:27 #40509
by BigJohnT
Replied by BigJohnT on topic G-code to engrave numbers on cylinders
That's pretty slick Andy.
JT
JT
Please Log in or Create an account to join the conversation.
- andypugh
-
Topic Author
- Offline
- Moderator
-
Less
More
- Posts: 19886
- Thank you received: 4645
23 Nov 2013 23:51 - 23 Nov 2013 23:53 #41130
by andypugh
Replied by andypugh on topic G-code to engrave numbers on cylinders
The fonts are based on two octagons, and straight lines, but the results don't show it.
Last edit: 23 Nov 2013 23:53 by andypugh.
The following user(s) said Thank You: jtc, cts1085
Please Log in or Create an account to join the conversation.
- Kirk_Wallace
- Offline
- Junior Member
-

Less
More
- Posts: 25
- Thank you received: 1
30 Jan 2015 00:56 #55453
by Kirk_Wallace
Replied by Kirk_Wallace on topic G-code to engrave numbers on cylinders
Andy, thank you for replying to my IRC query. My setup -- 10.04, 2.5, stock sim_axis9 and stock sim.ini and your g-code above --- produces a tool that only moves in X and Z. It appears that the DROs change appropriately, but not the display. If it is convenient, could you let me know if you there are any configuration or other changes I should look at?
Please Log in or Create an account to join the conversation.
- andypugh
-
Topic Author
- Offline
- Moderator
-
Less
More
- Posts: 19886
- Thank you received: 4645
30 Jan 2015 02:30 #55458
by andypugh
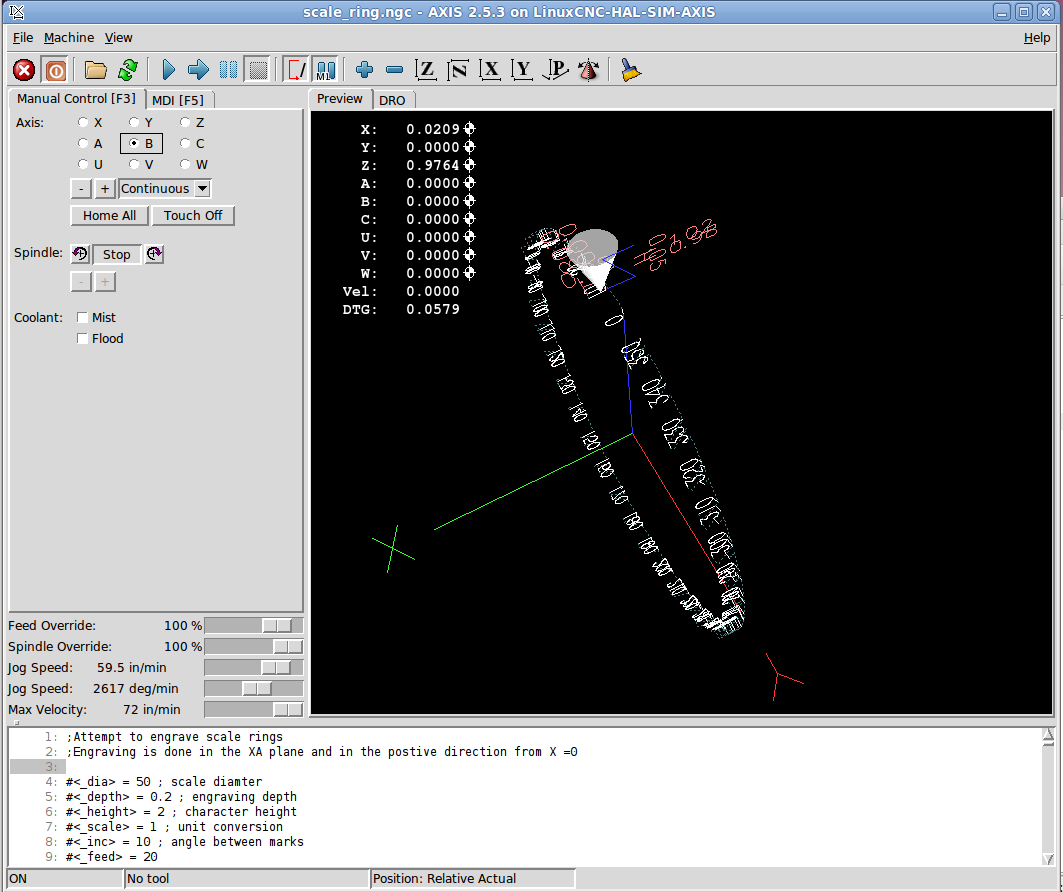
I just tried it in the stock sim/axis-9-axis config and it was as you describe.
I changed GEOMETRY to ABCXYZYVW and then on restart the display looked as-shown in the picture above.
Replied by andypugh on topic G-code to engrave numbers on cylinders
If it is convenient, could you let me know if you there are any configuration or other changes I should look at?
I just tried it in the stock sim/axis-9-axis config and it was as you describe.
I changed GEOMETRY to ABCXYZYVW and then on restart the display looked as-shown in the picture above.
Please Log in or Create an account to join the conversation.
- Kirk_Wallace
- Offline
- Junior Member
-
Less
More
- Posts: 25
- Thank you received: 1
30 Jan 2015 02:51 #55460
by Kirk_Wallace
Replied by Kirk_Wallace on topic G-code to engrave numbers on cylinders
Crud, I tried:
[TRAJ]
AXES = 9
COORDINATES = A B C X Y Z U V W
HOME = 0 0 0 0 0 0 0 0 0
LINEAR_UNITS = inch
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_VELOCITY = 1.0
DEFAULT_ANGULAR_VELOCITY = 45.0
POSITION_FILE = position9.txt
MAX_LINEAR_VELOCITY = 1.2
MAX_ANGULAR_VELOCITY = 90.0
No joy. (using LinuxCNC 2.6.5 on Wheezy)
[TRAJ]
AXES = 9
COORDINATES = A B C X Y Z U V W
HOME = 0 0 0 0 0 0 0 0 0
LINEAR_UNITS = inch
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_VELOCITY = 1.0
DEFAULT_ANGULAR_VELOCITY = 45.0
POSITION_FILE = position9.txt
MAX_LINEAR_VELOCITY = 1.2
MAX_ANGULAR_VELOCITY = 90.0
No joy. (using LinuxCNC 2.6.5 on Wheezy)
Please Log in or Create an account to join the conversation.
- andypugh
-
Topic Author
- Offline
- Moderator
-
Less
More
- Posts: 19886
- Thank you received: 4645
30 Jan 2015 02:56 #55461
by andypugh
[DISPLAY] GEOMETRY not [TRAJ] COORDINATES
Replied by andypugh on topic G-code to engrave numbers on cylinders
Crud, I tried:
[TRAJ]
AXES = 9
COORDINATES = A B C X Y Z U V W
[DISPLAY] GEOMETRY not [TRAJ] COORDINATES
Please Log in or Create an account to join the conversation.
- Kirk_Wallace
- Offline
- Junior Member
-
Less
More
- Posts: 25
- Thank you received: 1
30 Jan 2015 03:05 #55462
by Kirk_Wallace
Replied by Kirk_Wallace on topic G-code to engrave numbers on cylinders
UUUUUGGGGHHHH, It's working now. Sorry about that.
Please Log in or Create an account to join the conversation.
- Smokeys
- Offline
- New Member
-

Less
More
- Posts: 3
- Thank you received: 0
29 Sep 2017 17:44 #99634
by Smokeys
Replied by Smokeys on topic G-code to engrave numbers on cylinders
Has anyone expanded this to include letters as well as numbers. Seem like this could be a cool generic program to engrave serial numbers or other information on pens and such.
Please Log in or Create an account to join the conversation.
- andypugh
-
Topic Author
- Offline
- Moderator
-
Less
More
- Posts: 19886
- Thank you received: 4645
29 Sep 2017 18:52 #99638
by andypugh
Replied by andypugh on topic G-code to engrave numbers on cylinders
I think it would be difficult to modify this code to handle alphabetical characters as it relies on calculating and calling computed subroutines.
I guess it might be possible have subs for each ASCII code, but I don't know how one would pass the strings to the G-code.
I guess it might be possible have subs for each ASCII code, but I don't know how one would pass the strings to the G-code.
Please Log in or Create an account to join the conversation.
Time to create page: 0.197 seconds