M66 problem - doesn't work without Q parameter
- nebelnoir
-
 Topic Author
Topic Author
- Offline
- New Member
-

Less
More
- Posts: 12
- Thank you received: 4
29 Jan 2015 21:59 #55444
by nebelnoir
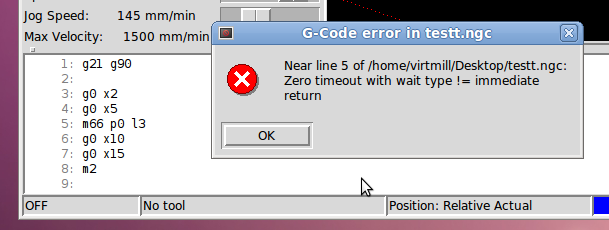
M66 problem - doesn't work without Q parameter was created by nebelnoir
I don't need Q parameter. I want wait only until digital input will change.
It does not matter how much time it will take.
M66 in 2.6.5 version works only with Q.
Is there another way, maybe? (O codes (with WHILE LOOP) or own M code).
Could you get me some examples, pls?
It does not matter how much time it will take.
M66 in 2.6.5 version works only with Q.
Is there another way, maybe? (O codes (with WHILE LOOP) or own M code).
Could you get me some examples, pls?
Please Log in or Create an account to join the conversation.
- PCW
-

- Offline
- Moderator
-

Less
More
- Posts: 17985
- Thank you received: 5277
29 Jan 2015 22:23 #55445
by PCW
Replied by PCW on topic M66 problem - doesn't work without Q parameter
why not just set Q3600 or so...
Please Log in or Create an account to join the conversation.
- nebelnoir
-
Topic Author
- Offline
- New Member
-
Less
More
- Posts: 12
- Thank you received: 4
29 Jan 2015 22:43 #55446
by nebelnoir
Replied by nebelnoir on topic M66 problem - doesn't work without Q parameter
or
(user code)
M66 P0 L3 Q3600
M66 P0 L3 Q3600
M66 P0 L3 Q3600
(user code)
Ok. Вut what if this is a technical equipment in the production line, which can only work once a day?
Or (more generally) I need different branches of Gcode, depending on the input signals.
How can I use digital input as a parameter in O codes? (I've tried to use motion.digital-in-00 (pin) or din-00 (signal) as parameter but it doesn't work)
(user code)
M66 P0 L3 Q3600
M66 P0 L3 Q3600
M66 P0 L3 Q3600
(user code)
Ok. Вut what if this is a technical equipment in the production line, which can only work once a day?
Or (more generally) I need different branches of Gcode, depending on the input signals.
How can I use digital input as a parameter in O codes? (I've tried to use motion.digital-in-00 (pin) or din-00 (signal) as parameter but it doesn't work)
Please Log in or Create an account to join the conversation.
- PCW
-
- Offline
- Moderator
-
Less
More
- Posts: 17985
- Thank you received: 5277
29 Jan 2015 22:50 #55448
by PCW
Replied by PCW on topic M66 problem - doesn't work without Q parameter
If you need to branch then read immediate and then run conditional code
if you want to wait just use a long q value (Q31557600 will wait a year)
if you want to wait just use a long q value (Q31557600 will wait a year)
The following user(s) said Thank You: nebelnoir
Please Log in or Create an account to join the conversation.
- nebelnoir
-
Topic Author
- Offline
- New Member
-
Less
More
- Posts: 12
- Thank you received: 4
29 Jan 2015 22:56 - 29 Jan 2015 23:39 #55449
by nebelnoir
 , ok it's work. SOLVED
, ok it's work. SOLVED
g21 g90
g0 x0 y0 z0
g4 p3
g0 x100
M66 P1 L0 Q100
o100 if [#5399 EQ 0]
g0 X0
o100 endif
o110 if [#5399 EQ 1]
g0 z50
o110 endif
g0 y100
g4 p3
g0 x0 y0 z0
m2
Thank you!
(L- - Mode 0: IMMEDIATE - no waiting, returns immediately. The current value of the input is stored in parameter #5399
linuxcnc.org/docs/html/gcode/m-code.html#sec:M66-Input-Control )
Replied by nebelnoir on topic M66 problem - doesn't work without Q parameter
(Q31557600 will wait a year)
, ok it's work. SOLVEDok it's work too. SOLVEDread immediate and then run conditional code
g21 g90
g0 x0 y0 z0
g4 p3
g0 x100
M66 P1 L0 Q100
o100 if [#5399 EQ 0]
g0 X0
o100 endif
o110 if [#5399 EQ 1]
g0 z50
o110 endif
g0 y100
g4 p3
g0 x0 y0 z0
m2
Thank you!
(L- - Mode 0: IMMEDIATE - no waiting, returns immediately. The current value of the input is stored in parameter #5399
linuxcnc.org/docs/html/gcode/m-code.html#sec:M66-Input-Control )
Last edit: 29 Jan 2015 23:39 by nebelnoir.
Please Log in or Create an account to join the conversation.
Time to create page: 0.126 seconds