- GCode and Part Programs
- G&M Codes
- Axis short stop (very short) about every 15-20 sec. when cutting circle.
Axis short stop (very short) about every 15-20 sec. when cutting circle.
- PCW
-

- Away
- Moderator
-

Less
More
- Posts: 17931
- Thank you received: 5255
21 Mar 2018 18:56 #107686
by PCW
Replied by PCW on topic Axis short stop (very short) about every 15-20 sec. when cutting circle.
I get an identical glitch on line 72? with either old or new TPs....
Please Log in or Create an account to join the conversation.
- denhen89
-
 Topic Author
Topic Author
- Offline
- Elite Member
-

Less
More
- Posts: 301
- Thank you received: 27
21 Mar 2018 18:59 - 21 Mar 2018 19:00 #107687
by denhen89
Replied by denhen89 on topic Axis short stop (very short) about every 15-20 sec. when cutting circle.
Nice to see that you are trying to figure out what is causing the problem. Unfortunately i am not able to help you out with that, and today, just couple minutes before i want to do an dry test with the old TP i read your posts and didnt even start do the dry test, but i have cut my first workholding clamps from some kind of hard plastic stuff which i got from my uncle to do some tests and had no stopping at all or at least i couldnt see it.
I am not sure if that helps, but the g-code (this time 2D pocket, not contour) was is also from Fusion 360 CAM.
In attachment i uploaded the G-code.
I am not sure if that helps, but the g-code (this time 2D pocket, not contour) was is also from Fusion 360 CAM.
In attachment i uploaded the G-code.
Last edit: 21 Mar 2018 19:00 by denhen89.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Away
- Platinum Member
-

Less
More
- Posts: 4750
- Thank you received: 1456
21 Mar 2018 19:19 #107688
by Todd Zuercher
Replied by Todd Zuercher on topic Axis short stop (very short) about every 15-20 sec. when cutting circle.
Both new and old do show decelerations at line 72. But they are definitely not the same.
The New TP comes to a complete stop there
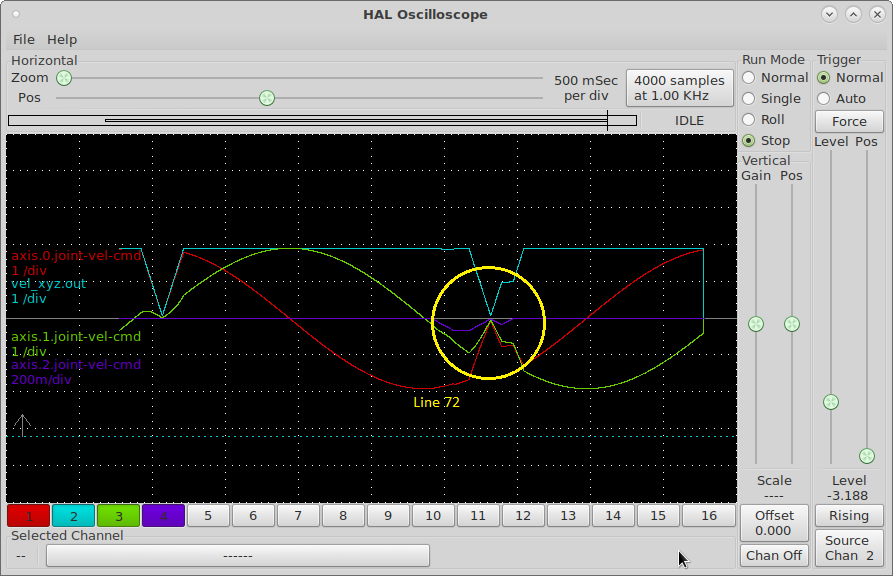
The old one merely slows to about half its speed.
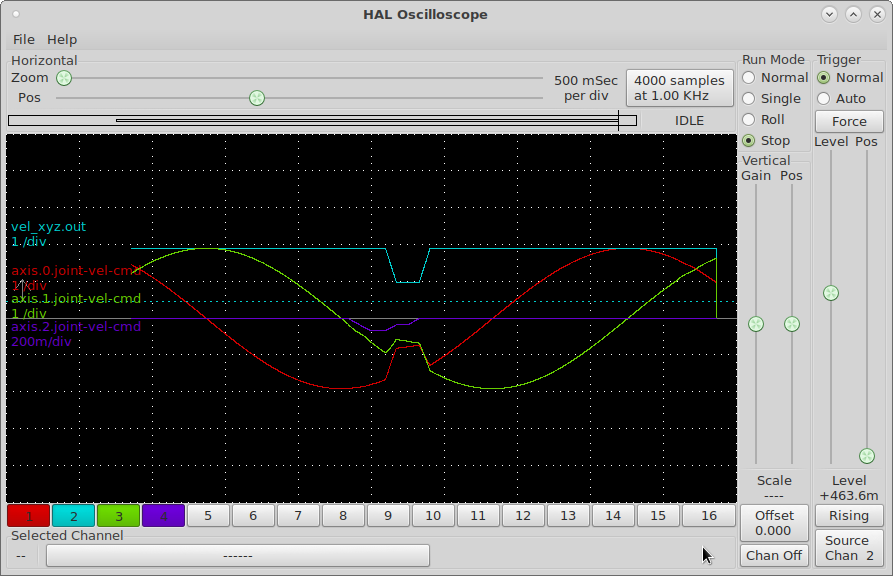
(also note the absence of the slowdown or stop a few lines before that is present in the new TP trace.)
The New TP comes to a complete stop there
The old one merely slows to about half its speed.
(also note the absence of the slowdown or stop a few lines before that is present in the new TP trace.)
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17931
- Thank you received: 5255
21 Mar 2018 19:39 #107690
by PCW
Replied by PCW on topic Axis short stop (very short) about every 15-20 sec. when cutting circle.
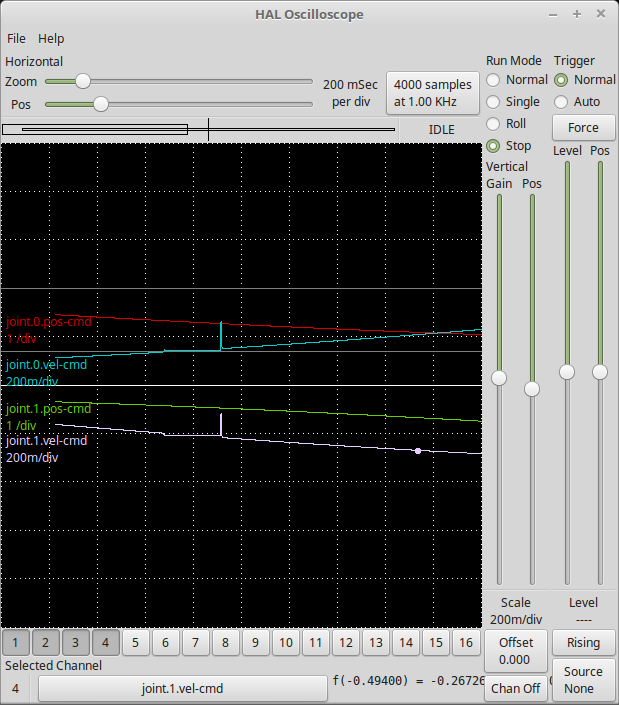
I get nearly identical slowdowns around line 72
Old TP:
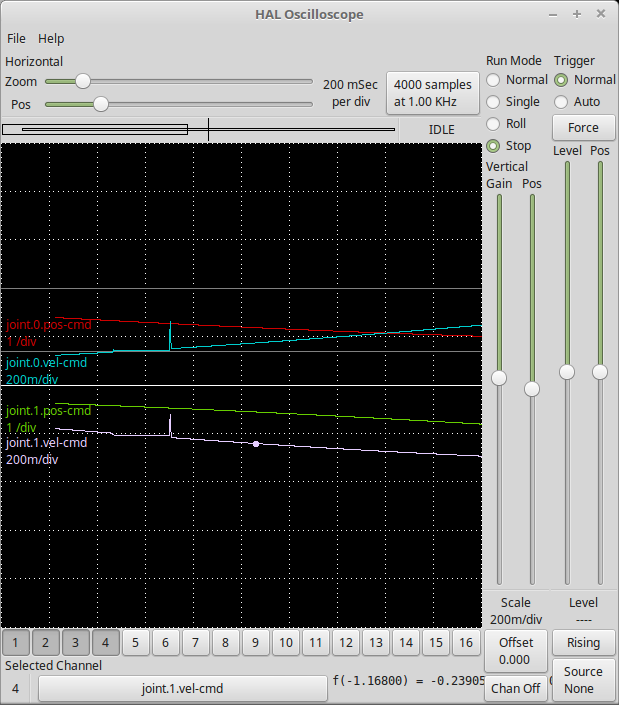
New TP:
Old TP:
New TP:
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Away
- Platinum Member
-
Less
More
- Posts: 4750
- Thank you received: 1456
21 Mar 2018 20:04 #107692
by Todd Zuercher
Replied by Todd Zuercher on topic Axis short stop (very short) about every 15-20 sec. when cutting circle.
Looking at those plots I can't help but ask if you are certain you actually had the new TP disabled? (but i'd be surprised you would make a mistake that.)
I'm switching between the two modes by using "setp ini.traj_arc_blend_enable 0" or 1. It doesn't work while a g-code file is running, but it switches fine between runs.
(rather than exiting and restarting with different config settings)
I'm switching between the two modes by using "setp ini.traj_arc_blend_enable 0" or 1. It doesn't work while a g-code file is running, but it switches fine between runs.
(rather than exiting and restarting with different config settings)
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17931
- Thank you received: 5255
21 Mar 2018 20:18 #107694
by PCW
Replied by PCW on topic Axis short stop (very short) about every 15-20 sec. when cutting circle.
Yes thats exactly what am doing, and I am certain the mode is changed
( on your little test gcode I get a glitch at both velocity peaks with the old TP but only the positive peak with the new TP )
( on your little test gcode I get a glitch at both velocity peaks with the old TP but only the positive peak with the new TP )
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Away
- Platinum Member
-
Less
More
- Posts: 4750
- Thank you received: 1456
21 Mar 2018 21:14 #107699
by Todd Zuercher
Replied by Todd Zuercher on topic Axis short stop (very short) about every 15-20 sec. when cutting circle.
The screen shots I've made were taken using the sim.axis config that comes with Linuxcnc. What config are you using that seems to pick up these decels with arc blend disabled?
The following user(s) said Thank You: Lcvette
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17931
- Thank you received: 5255
21 Mar 2018 21:46 #107702
by PCW
Replied by PCW on topic Axis short stop (very short) about every 15-20 sec. when cutting circle.
The last 2 plots are master. I also think my configs have pretty high accel settings (1/2G) so may mask blend failures
The following user(s) said Thank You: Lcvette
Please Log in or Create an account to join the conversation.
- DanMN
-

- Offline
- Senior Member
-

Less
More
- Posts: 74
- Thank you received: 10
22 Mar 2018 05:00 #107709
by DanMN
Replied by DanMN on topic Axis short stop (very short) about every 15-20 sec. when cutting circle.
I've been having problems with F360 gcode recently, mostly errors related to arcs - and the code refusing to run on LCNC at all.
The main culprits I've found in F360 CAM are Lead In and Lead Out instructions in Operation config . If I untick those boxes, the post code works.
The other option that has made code work is in the final post dialog box - if I set Allow Helical Moves to "No", LCNC stops complaining about arcs.
Not sure if this is related, but throwing out there for triangulation.
The main culprits I've found in F360 CAM are Lead In and Lead Out instructions in Operation config . If I untick those boxes, the post code works.
The other option that has made code work is in the final post dialog box - if I set Allow Helical Moves to "No", LCNC stops complaining about arcs.
Not sure if this is related, but throwing out there for triangulation.
Please Log in or Create an account to join the conversation.
- Lcvette
-

- Offline
- Platinum Member
-
Less
More
- Posts: 1630
- Thank you received: 760
17 Feb 2021 21:22 - 17 Feb 2021 21:24 #199181
by Lcvette
Todd and PCW, did you guys ever find a resolution to this? I have been battling some nasty shaking issues with some of the adaptive clearing code, specifically on shorter line segment moves during repositioning, it is violent and literally shakes the doors on the machine. i have tried just about all i know to try to get rid of it but ultimately ended up just slowing the machine down to a crawl so as not to shake it apart. I am going to try setting the new TP to 0 in the ini since i just found this article by chance, and will see if it makes any difference on future parts. below is a video where you can see and hear it, it is qued up just before it happens in the link. if you don't have sound, no problem just watch the doors..lol they shake like hell during those instances.
my current ini settings are below for the arc_blend options under trajectory:
[TRAJ]
SPINDLES = 1
COORDINATES = X Y Z
ARC_BLEND_ENABLE = 1
ARC_BLEND_FALLBACK_ENABLE = 0
ARC_BLEND_OPTIMIZATION_DEPTH = 100
ARC_BLEND_GAP_CYCLES = 4
ARC_BLEND_RAMP_FREQ = 100
MAX_ANGULAR_VELOCITY = 360
DEFAULT_ANGULAR_VELOCITY = 36
LINEAR_UNITS = in
ANGULAR_UNITS = degree
DEFAULT_LINEAR_VELOCITY = 1.18
MAX_LINEAR_VELOCITY = 10.00
NO_FORCE_HOMING = 0
and below is a copy of the x axis settings for reference, i used the doc calcs to arrive at the settings for ARC_BLEND features:
[JOINT_0]
TYPE = LINEAR
HOME = 0.0
FERROR = 0.01
MIN_FERROR = 0.10
MAX_VELOCITY = 10.00
MAX_ACCELERATION = 50.00
# The values below should be 25% larger than MAX_VELOCITY and MAX_ACCELERATION
# If using BACKLASH compensation STEPGEN_MAXACCEL should be 100% larger.
STEPGEN_MAXVEL = 12.50
STEPGEN_MAXACCEL = 65.00
P = 1000
I = 0
D = 0
FF0 = 0
FF1 = 1
FF2 = 0.00037
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
ENCODER_SCALE = -84666.6
# these are in nanoseconds
DIRSETUP = 3000
DIRHOLD = 6000
STEPLEN = 1000
STEPSPACE = 1000
STEP_SCALE = -25400
Any help would be greatly appreciated!
Best Regards,
Chris
Replied by Lcvette on topic Axis short stop (very short) about every 15-20 sec. when cutting circle.
The screen shots I've made were taken using the sim.axis config that comes with Linuxcnc. What config are you using that seems to pick up these decels with arc blend disabled?
Todd and PCW, did you guys ever find a resolution to this? I have been battling some nasty shaking issues with some of the adaptive clearing code, specifically on shorter line segment moves during repositioning, it is violent and literally shakes the doors on the machine. i have tried just about all i know to try to get rid of it but ultimately ended up just slowing the machine down to a crawl so as not to shake it apart. I am going to try setting the new TP to 0 in the ini since i just found this article by chance, and will see if it makes any difference on future parts. below is a video where you can see and hear it, it is qued up just before it happens in the link. if you don't have sound, no problem just watch the doors..lol they shake like hell during those instances.
my current ini settings are below for the arc_blend options under trajectory:
[TRAJ]
SPINDLES = 1
COORDINATES = X Y Z
ARC_BLEND_ENABLE = 1
ARC_BLEND_FALLBACK_ENABLE = 0
ARC_BLEND_OPTIMIZATION_DEPTH = 100
ARC_BLEND_GAP_CYCLES = 4
ARC_BLEND_RAMP_FREQ = 100
MAX_ANGULAR_VELOCITY = 360
DEFAULT_ANGULAR_VELOCITY = 36
LINEAR_UNITS = in
ANGULAR_UNITS = degree
DEFAULT_LINEAR_VELOCITY = 1.18
MAX_LINEAR_VELOCITY = 10.00
NO_FORCE_HOMING = 0
and below is a copy of the x axis settings for reference, i used the doc calcs to arrive at the settings for ARC_BLEND features:
[JOINT_0]
TYPE = LINEAR
HOME = 0.0
FERROR = 0.01
MIN_FERROR = 0.10
MAX_VELOCITY = 10.00
MAX_ACCELERATION = 50.00
# The values below should be 25% larger than MAX_VELOCITY and MAX_ACCELERATION
# If using BACKLASH compensation STEPGEN_MAXACCEL should be 100% larger.
STEPGEN_MAXVEL = 12.50
STEPGEN_MAXACCEL = 65.00
P = 1000
I = 0
D = 0
FF0 = 0
FF1 = 1
FF2 = 0.00037
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0
ENCODER_SCALE = -84666.6
# these are in nanoseconds
DIRSETUP = 3000
DIRHOLD = 6000
STEPLEN = 1000
STEPSPACE = 1000
STEP_SCALE = -25400
Any help would be greatly appreciated!
Best Regards,
Chris
Last edit: 17 Feb 2021 21:24 by Lcvette.
Please Log in or Create an account to join the conversation.
- GCode and Part Programs
- G&M Codes
- Axis short stop (very short) about every 15-20 sec. when cutting circle.
Time to create page: 0.261 seconds