Sharing G71 remap
- Patrik T
-
 Topic Author
Topic Author
- Offline
- Premium Member
-

Less
More
- Posts: 91
- Thank you received: 11
25 Jun 2020 07:51 - 05 Aug 2021 22:14 #172691
by Patrik T
Sharing G71 remap was created by Patrik T
Videos
I sold this to a fellow for $60 so it would be fair if you donated to PayPal This email address is being protected from spambots. You need JavaScript enabled to view it..
This is the letter I sent to the other fellow. He got it working.
This is an example program:
I sold this to a fellow for $60 so it would be fair if you donated to PayPal This email address is being protected from spambots. You need JavaScript enabled to view it..
This is the letter I sent to the other fellow. He got it working.
Dear Fellow
First line in g71-sub must include an x-motion.
Only one g-code per line.
No line without a g-code.
No comments.
The code control for some, but not all, types of "over-cut" so you are responsible for programming something that the tool can actually do.
I have this in my ini file:
[PYTHON]
TOPLEVEL = /home/patrik/linuxcnc/python/toplevel.py
PATH_APPEND = /home/patrik/linuxcnc/python
[RS274NGC]
REMAP=G71 modalgroup=1 argspec=PDrikjlfst python=g71
Parameters:
P = Sub number.
D = Stock removal cut depth.
R = Stock removal retract height.
I = X-allowance.
K = Z-allowance.
J = Constant surface-feed factor [0-1]. Blends between using the tool center or the contact point for calculating the feed.
L = Dive angle. Must be steeper than the contour.
F = Feed for stock removal
S = Spindle speed for stock removal
T = Tool to use for finishing
Some have default values. I only remember that J has default value 0.5.
Q = Blend-radius from this line to the next (used in the sub).
Any feed programmed in the sub will be used during finishing (s might work the same).This is an example program:
%
(Test g71)
G7 G18 G21 G54 G90 G95 G97 S1500 G64 P.01
g28
t1 m6 g43 (Load tool)
m3
(This section has nothing to do with g71. We use it to run extra finishing-only passes when the first part must be in tolerance.)
g92.1 (Reset offset values)
g0 x91 z2 (g71 start position. This x-value should be the stock boundary.)
#<offset_x> = -0.2 (Save for extra finishing. Diameter if g7. Minus removes less when turning outside.)
#<offset_z> = -0 (Save for extra finishing. Minus removes less.)
g92 x[#<_x> * [1 + #<_lathe_diameter_mode>] + #<offset_x>] z[#<_z> + #<offset_z>]
(g71 Ignores everything but p, d, r, i, k, j, l, f, s, t)
g71 p71 d2 i0.2 l30 f0.27 s1500 (t2 k.1 r4 j.5)
(g71 o-cycle, ignores everything but g0, 1, 2, 3, 7, 8, 90, 91, 90.1 ,91.1, x, z, r, i, k, q, f, s, m. No comments allowed.)
o71 sub
g0 x48.5 f0.16 s2000
g1 z1
x54.5 z-2
z-11
x59.614 z-13.557
z-61
x56.5 z-63
z-69 q4
x71.9 q1
x91.9 z-269
o71 endsub
(Tool paths generated by g71, call the ones you want. You can view the code in a text editor.)
o<stock_removal> call
o<roughing> call
o<finishing> call (This can be run alone for extra finishing passes.)
m5
g91 g28 x1 z0
g92.1 (Reset offset values)
m2
o<contour> call (Used mostly for reference, to preview if the other tool paths look correct.)
%
Last edit: 05 Aug 2021 22:14 by Patrik T. Reason: Grammar
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21734
- Thank you received: 7427
25 Jun 2020 11:43 #172703
by tommylight
Replied by tommylight on topic Sharing g71 remap
Moved and deleted.
Thank you.
Thank you.
The following user(s) said Thank You: Patrik T
Please Log in or Create an account to join the conversation.
- trilobyte
- Offline
- Premium Member
-
Less
More
- Posts: 96
- Thank you received: 5
10 Jan 2021 16:32 - 10 Jan 2021 16:33 #194743
by trilobyte
Replied by trilobyte on topic Sharing G71 remap
i've installed the programm an played around.
it's incredible!
With just a few lines of code, I can define a contour and start machining right away. everything directly on the machine, without other tools.
i do not need other tools for 99% of my work. i think this can be the gamechanger to be faster with a cnc than with a manual lathe for very simple parts.
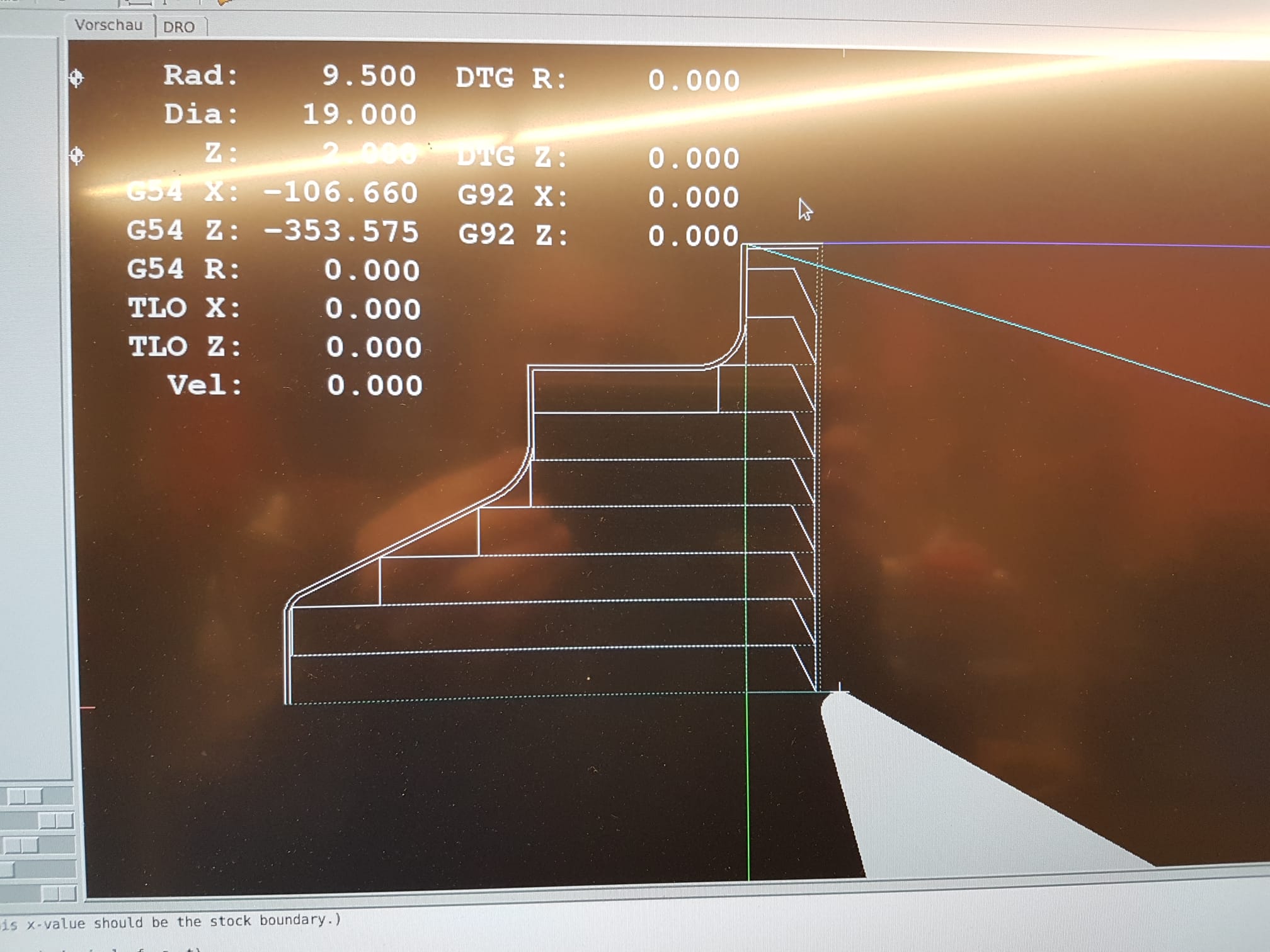
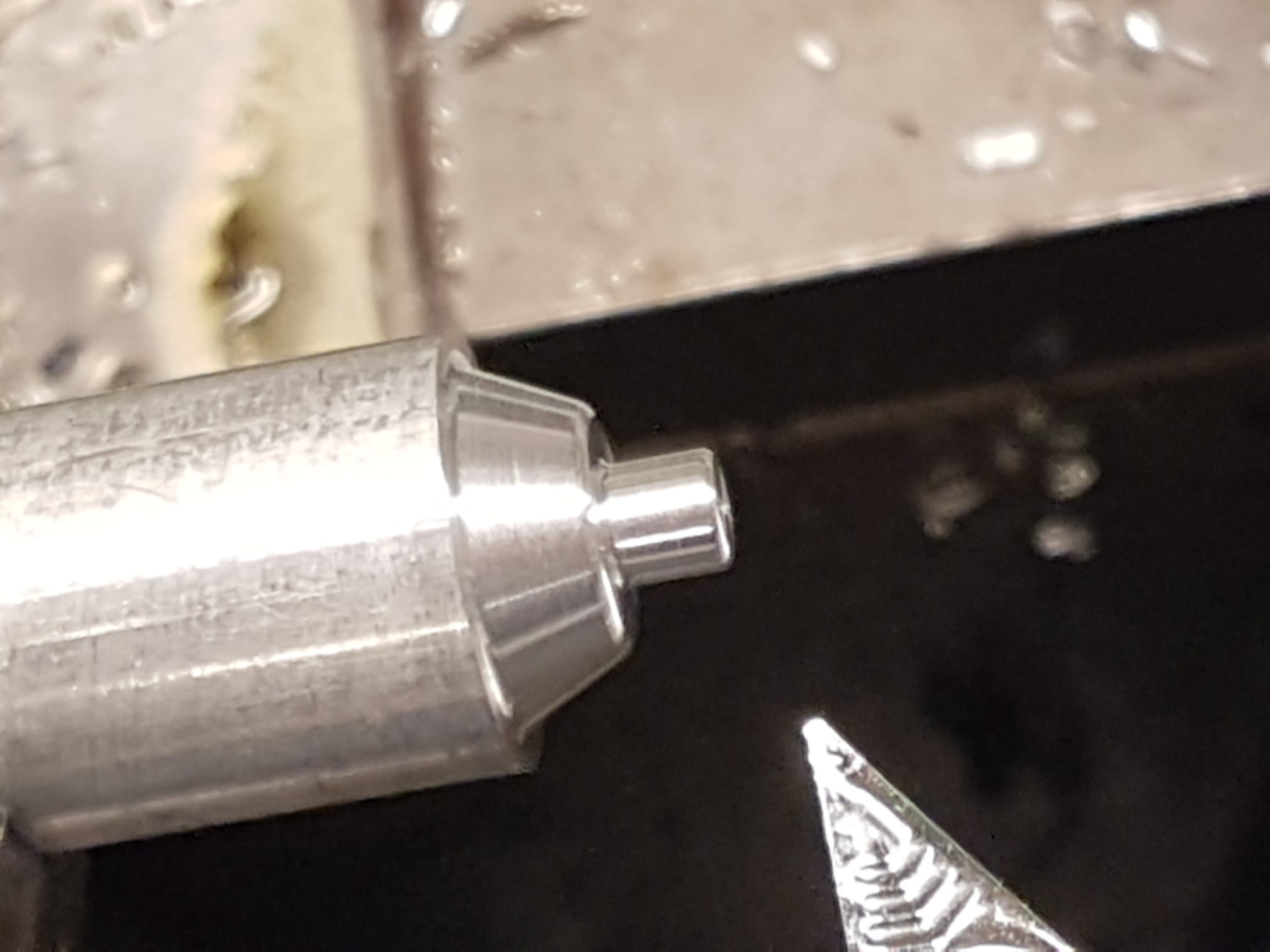
these lines:
g0 x0.0 f0.05 s2500
g1 z-0.5
x5 q0.5
z-5
x10 q1
x15 z-10 q1
x18.5
together with the g71 remap code generate this part:
i hope the G70 / G71 code in the 2.9 will be as good as this one!
the toolpath is compensated with the tool radius. i can easy ad a q value to round an edge.
this is so cool!
I am extremely happy
peter
it's incredible!
With just a few lines of code, I can define a contour and start machining right away. everything directly on the machine, without other tools.
i do not need other tools for 99% of my work. i think this can be the gamechanger to be faster with a cnc than with a manual lathe for very simple parts.
these lines:
g0 x0.0 f0.05 s2500
g1 z-0.5
x5 q0.5
z-5
x10 q1
x15 z-10 q1
x18.5
together with the g71 remap code generate this part:
i hope the G70 / G71 code in the 2.9 will be as good as this one!
the toolpath is compensated with the tool radius. i can easy ad a q value to round an edge.
this is so cool!
I am extremely happy
peter
Attachments:
Last edit: 10 Jan 2021 16:33 by trilobyte.
The following user(s) said Thank You: tommylight, Patrik T
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-
Less
More
- Posts: 19876
- Thank you received: 4642
11 Jan 2021 00:50 - 11 Jan 2021 00:50 #194832
by andypugh
Replied by andypugh on topic Sharing G71 remap
There has been a G71 / G72 remap available for some years.
github.com/LinuxCNC/linuxcnc/tree/andypu...configs/sim/axis/g71
And a built-in version is in 2.9.
This seems to be one of the things that people keep "solving" over and over again.
The one that I did seems to be the only one with reasonable documentation:
(But be careful, every implementation uses the code letters differently )github.com/LinuxCNC/linuxcnc/blob/andypu...ughing-cycle-turning
)github.com/LinuxCNC/linuxcnc/blob/andypu...ughing-cycle-turning
github.com/LinuxCNC/linuxcnc/tree/andypu...configs/sim/axis/g71
And a built-in version is in 2.9.
This seems to be one of the things that people keep "solving" over and over again.
The one that I did seems to be the only one with reasonable documentation:
(But be careful, every implementation uses the code letters differently
)github.com/LinuxCNC/linuxcnc/blob/andypu...ughing-cycle-turning
Last edit: 11 Jan 2021 00:50 by andypugh.
Please Log in or Create an account to join the conversation.
- trilobyte
- Offline
- Premium Member
-
Less
More
- Posts: 96
- Thank you received: 5
11 Jan 2021 08:07 #194856
by trilobyte
Replied by trilobyte on topic Sharing G71 remap
Hi Andy
how can i install your code? is a sample program available?
Peter
how can i install your code? is a sample program available?
Peter
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19876
- Thank you received: 4642
11 Jan 2021 08:50 #194859
by andypugh
At this point it is probably more useful to switch to 2.9 and test / get used to the released version.
buildbot.linuxcnc.org
2.9 also includes some sample G-code routines:
raw.githubusercontent.com/LinuxCNC/linux...athe_g70_71_demo.ngc
raw.githubusercontent.com/LinuxCNC/linux..._g7x_face_boring.ngc
raw.githubusercontent.com/LinuxCNC/linux...he_g7x_quadrants.ngc
But be warned that the meanings of many of the letters are likely to be different in different implementations.
Replied by andypugh on topic Sharing G71 remap
how can i install your code? is a sample program available?
At this point it is probably more useful to switch to 2.9 and test / get used to the released version.
buildbot.linuxcnc.org
2.9 also includes some sample G-code routines:
raw.githubusercontent.com/LinuxCNC/linux...athe_g70_71_demo.ngc
raw.githubusercontent.com/LinuxCNC/linux..._g7x_face_boring.ngc
raw.githubusercontent.com/LinuxCNC/linux...he_g7x_quadrants.ngc
But be warned that the meanings of many of the letters are likely to be different in different implementations.
Please Log in or Create an account to join the conversation.
- trilobyte
- Offline
- Premium Member
-
Less
More
- Posts: 96
- Thank you received: 5
11 Jan 2021 09:51 #194869
by trilobyte
Replied by trilobyte on topic Sharing G71 remap
is the version 2.9 at the moment recommended for a real machine?
a crash can be dangerous and expensive...
a crash can be dangerous and expensive...
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19876
- Thank you received: 4642
11 Jan 2021 10:01 #194872
by andypugh
I wouldn't recommend it for commercial use, but any packages that get put on the buildbot repository have at the very least passed all the functional tests.
Replied by andypugh on topic Sharing G71 remap
is the version 2.9 at the moment recommended for a real machine?
I wouldn't recommend it for commercial use, but any packages that get put on the buildbot repository have at the very least passed all the functional tests.
Please Log in or Create an account to join the conversation.
- Patrik T
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 91
- Thank you received: 11
30 Aug 2021 12:37 #219163
by Patrik T
Replied by Patrik T on topic Sharing G71 remap
Thank you Peter for the review. There are still Linux lathe owners not using this. At first I thought it is because I am a dis-likable person, or that they do not know about it. I cannot imagine using a lathe without a g71 solution and the ones available when I made this were all tool-uncompensated. Meaning they will produce the wrong profile and that they cannot really do pockets. Some had inconsistent cut depths and none had the popular fillet radius feature. I am not about to heavily market this because I did not make it for everyone, I did it for a client who was not served by any available solution.
Post your reason for not using this below.
Post your reason for not using this below.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19876
- Thank you received: 4642
01 Sep 2021 23:52 #219374
by andypugh
Replied by andypugh on topic Sharing G71 remap
I don't even use my own G71 remap, in practice.
I end up either using CAM (rarely) or my preconfigured macros.
I end up either using CAM (rarely) or my preconfigured macros.
Please Log in or Create an account to join the conversation.
Time to create page: 0.147 seconds