G96 Issue
- slammers
- Offline
- Senior Member
-

Less
More
- Posts: 43
- Thank you received: 0
05 Jan 2022 20:36 - 05 Jan 2022 20:38 #230895
by slammers
G96 Issue was created by slammers
I would like to manualy start my lathe spindle in CSS mode using G96 S400 M3. Doing so starts the spindle but even though the status shows G96 active, it is not in this mode. Variying the X diameter does not change spindle speed.
If I start the spindle and with a simple M3 or G97 and then issue a G96 it seems to enter G96 mode. But if I enter the G96 too soon after the G97, it also shows as being in G96 but actualley still operting in RPM mode.
Does anyone know the requirments before a G96 will become active?
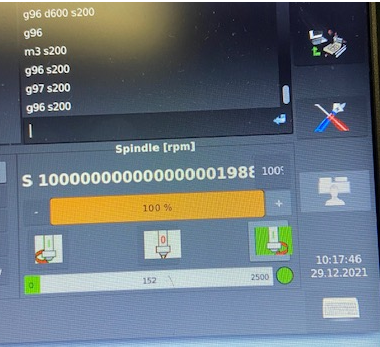
Also, when I enter the G96 in the MDI using gmocappy interface, the spindle speed text box changes to this huge number like
100000000000000000198
Does anyone know why that would happen?
If I start the spindle and with a simple M3 or G97 and then issue a G96 it seems to enter G96 mode. But if I enter the G96 too soon after the G97, it also shows as being in G96 but actualley still operting in RPM mode.
Does anyone know the requirments before a G96 will become active?
Also, when I enter the G96 in the MDI using gmocappy interface, the spindle speed text box changes to this huge number like
100000000000000000198
Does anyone know why that would happen?
Attachments:
Last edit: 05 Jan 2022 20:38 by slammers.
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-

Less
More
- Posts: 7337
- Thank you received: 2161
06 Jan 2022 01:52 #230920
by cmorley
Replied by cmorley on topic G96 Issue
What version of linuxcnc?
Please Log in or Create an account to join the conversation.
- slammers
- Offline
- Senior Member
-
Less
More
- Posts: 43
- Thank you received: 0
06 Jan 2022 13:07 #230957
by slammers
Replied by slammers on topic G96 Issue
2.8
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
06 Jan 2022 19:51 #230982
by andypugh
Replied by andypugh on topic G96 Issue
If you enter G96 ... D3000 do you see 3000?
The huge number problem looks like a divide-by-(nearly) zero.
What is the axis.x.position-fb ?
The huge number problem looks like a divide-by-(nearly) zero.
What is the axis.x.position-fb ?
Please Log in or Create an account to join the conversation.
- slammers
- Offline
- Senior Member
-
Less
More
- Posts: 43
- Thank you received: 0
07 Jan 2022 19:57 - 07 Jan 2022 20:02 #231052
by slammers
Replied by slammers on topic G96 Issue
I do not see a pin called axix.x.position-fb.
There is a joint.0.motor-pos-fb. It is the current radius in the Radius DRO
If I use the D option It does lock to the maximum RPM instead of the large number.
Maybe I need to give a little more information.
When I type G96 S300 M3 into the MDI command input, the spindle DRO flashes quickly from a very large number to S300,
However, what I am actualey doing calling these commands from a glade python script. Here I use the following code. You will see a 2 second delay I added to get the G96 to actualley work. When this is called the spindle DRO stays at this large value. The Radius DRO is a large number when I call this code so there should not be a divide by zero due to the X being at position zero.
There is a joint.0.motor-pos-fb. It is the current radius in the Radius DRO
If I use the D option It does lock to the maximum RPM instead of the large number.
Maybe I need to give a little more information.
When I type G96 S300 M3 into the MDI command input, the spindle DRO flashes quickly from a very large number to S300,
However, what I am actualey doing calling these commands from a glade python script. Here I use the following code. You will see a 2 second delay I added to get the G96 to actualley work. When this is called the spindle DRO stays at this large value. The Radius DRO is a large number when I call this code so there should not be a divide by zero due to the X being at position zero.
def set_spindle(self, mode):
speed = self.builder.get_object('RPM').get_text()
css = self.builder.get_object('hal_CSS').get_active()
self.set_mdi_mode(True)
if ( mode == 1 ):
dr = 'M3'
elif (mode == -1):
dr = 'M4'
if ( (mode == 1) or (mode == -1) ):
self.command.mdi('G97 s{} {}'.format(speed, dr))
self.command.wait_complete()
if ( css ):
time.sleep(2)
#self.command.mdi('G95')
#self.command.wait_complete()
self.command.mdi('G96 d2500 s{} {}'.format(speed, dr))
self.command.wait_complete()
else:
self.command.mdi('M5')
self.command.wait_complete()
self.set_mdi_mode(False)
Last edit: 07 Jan 2022 20:02 by slammers.
Please Log in or Create an account to join the conversation.
- pippin88
- Offline
- Elite Member
-

Less
More
- Posts: 263
- Thank you received: 51
07 Jan 2022 21:34 #231061
by pippin88
Replied by pippin88 on topic G96 Issue
I have found the same G96 issue.
If I enter G96 D2000 S250 in MDI wilst the spindle is stopped, CSS does not work. Active gcodes in gmoccapy does show G96.
The spindle must be running already before G96 works.
Master branch.
I found this problem ages ago and have not retested for months.
If I enter G96 D2000 S250 in MDI wilst the spindle is stopped, CSS does not work. Active gcodes in gmoccapy does show G96.
The spindle must be running already before G96 works.
Master branch.
I found this problem ages ago and have not retested for months.
Please Log in or Create an account to join the conversation.
- billykid
-

- Offline
- Platinum Member
-

Less
More
- Posts: 483
- Thank you received: 82
08 Jan 2022 09:18 #231099
by billykid
Replied by billykid on topic G96 Issue
i don't use gmoccapy but a few years ago while i was trying i ran into a very similar problem. is explained at the bottom of this article, maybe it has nothing to do with it ... at least I tried to help

linuxcnc.org/docs/html/gui/gmoccapy.html
linuxcnc.org/docs/html/gui/gmoccapy.html
Please Log in or Create an account to join the conversation.
Time to create page: 0.669 seconds