Program Stop Velocity Issue
- snowgoer540
-
 Topic Author
Topic Author
- Offline
- Moderator
-

- Posts: 2553
- Thank you received: 887
I run PlasmaC loaded on top of Axis. I've been having this issue for quite some time that manifested itself as a "Joint_3 Following Error". Just to be perfectly clear, the root cause of the following issue for Joint_3 is not a setup/tuning issue. The issue only showed up on a end of program, on the final M5 command which causes PlasmaC to retract the torch, OR when the user stops the program (via the GUI or a keyboard shortcut).
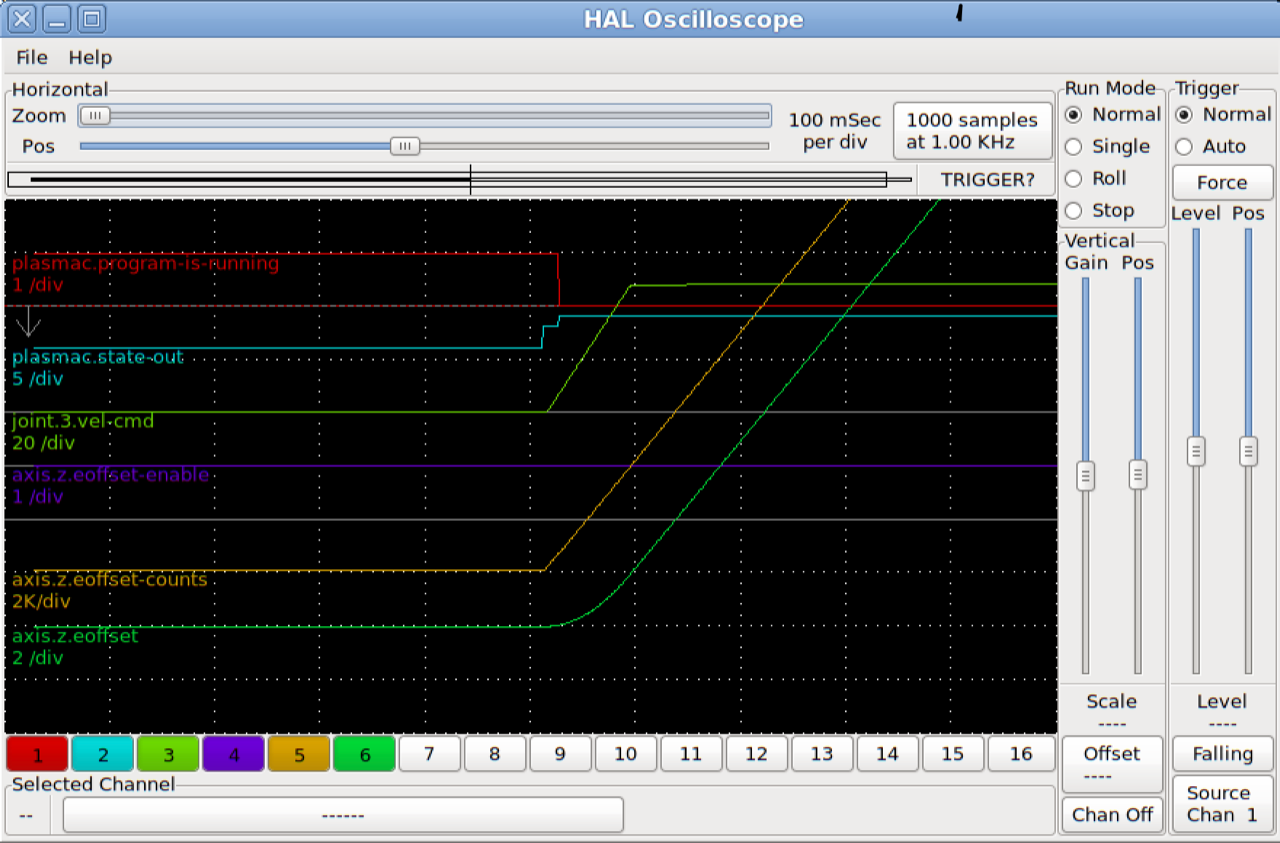
I always thought it was a PlasmaC issue, and subsequently caused PhillC to pull out his hair trying to find it. Halscope plot after halscope plot showed a weird "blip" in the Joint_3 commanded velocity on torch retract during either the last M5, or after stopping a running program during a cut. Every time. The blip goes from full velocity to 0 to full velocity in a very short time period, which due to the nature of the quick acceleration commands that seem to break the accel setting constraints, sometime causes a Joint_3 Following Error.
Axis Plot (note the blip in joint.3.vel-cmd):

At any rate, a random, but literal "shower thought" caused me to have Phill check Gmoccapy to see if the issue existed in that GUI. If the issue was present in another GUI, it would be a PlasmaC problem and not a GUI problem. He also ended up checking the new GUI he is working on (QtPlasmaC) as well.
The results are that neither Gmoccapy nor QtPlasmaC exhibited the issue.
Gmoccapy:
QtPlasmaC:
I'm not really sure where to go from here. While I can navigate the Plasmac.comp for the most part, I am not at all familiar with Axis coding at all, and have no idea what to even look for.
Hopefully all of that was clear. That's weeks of testing/trying to logically break down the problem typed in a few paragraphs. Thanks for any help/insights you're able to provide, and I'm happy to answer any questions that might help get whatever is causing this resolved.
Attachments:
Please Log in or Create an account to join the conversation.
- snowgoer540
-
Topic Author
- Offline
- Moderator
-
- Posts: 2553
- Thank you received: 887
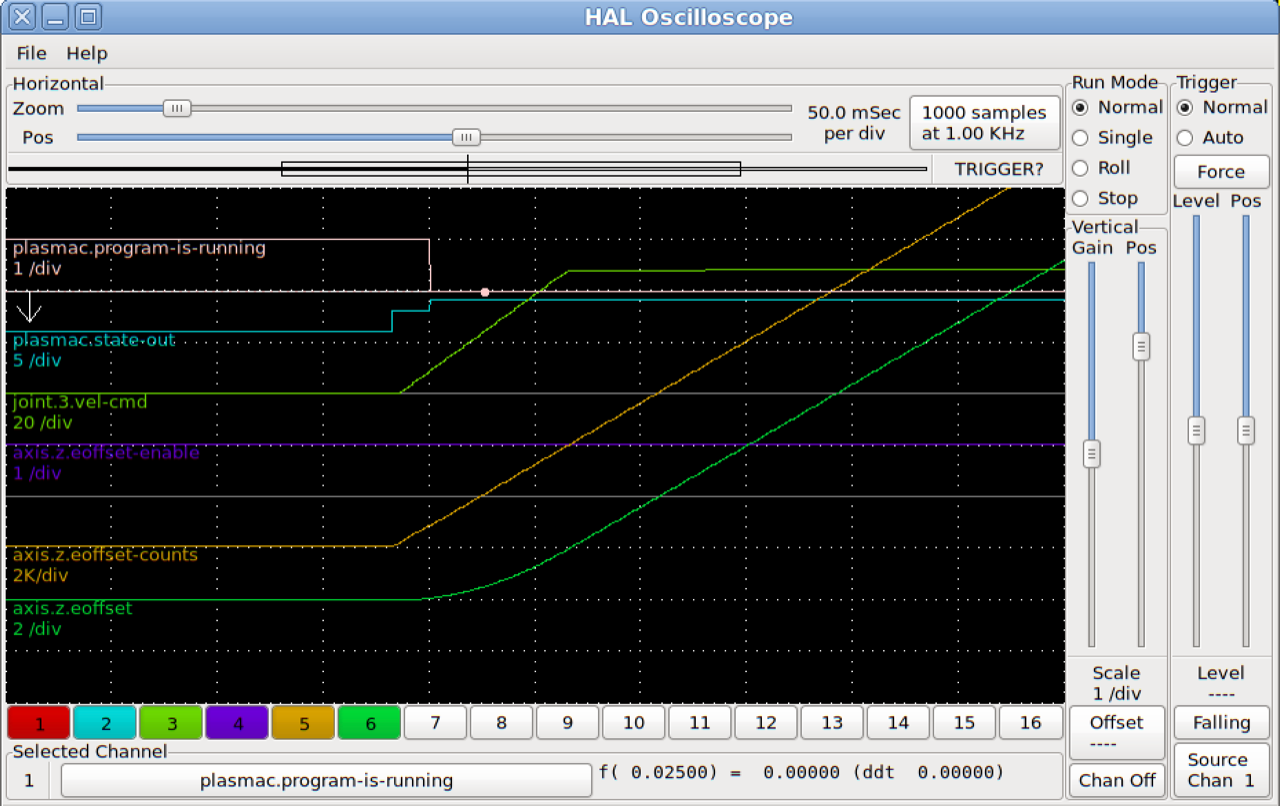
So not only does the sudden stop and start violate the acceleration settings, the velocity settings seem to be disregarded when this happens as well.
Something in Axis is causing this to happen, but it does make me wonder if it's a symptom of a greater problem, like with Linuxcnc itself?
I don't think what we are seeing should should be possible...

Attachments:
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-
- Posts: 21734
- Thank you received: 7427
Would you mind filling a bug report on github since you already have an account there, or wait a bit till i can have some quality time with my machines and see if i can reproduce that.
As a side note:
Get a piece of square tubing 40 to 60mm high, set the safe and probe height in the config pannel and see if it probes. Did some cuts yesterday of 40mm high and it would not probe at the probe speed but at the setup speed and would fault after every cut sending the Z axis to the limit. Had to mive the torch up to make it work.
In general as far as i could gather if the probe height is set at more than half of the Z axis travel, it ignores probing speed.
Please let us know if that happens to you, it does happen on both of my machines using 0.180 version of PlasmaC.
Please Log in or Create an account to join the conversation.
- snowgoer540
-
Topic Author
- Offline
- Moderator
-
- Posts: 2553
- Thank you received: 887
That would be great! Phill and I both show it in a SIM, and it does it on my actual machine. I would wager a bet that everyone using axis would see a similar plot if they scoped it.It does look strange, but seeing that happens only in Axis GUI is even stranger as that should be the job of trajectory planer, not the GUI.
Would you mind filling a bug report on github since you already have an account there, or wait a bit till i can have some quality time with my machines and see if i can reproduce that.
We thought the same thing about the trajectory planner. Logical deduction leads me to believe that this is a symptom of an underlying issue that Axis is just somehow causing. My guess (possibly illogical) is that there's something about the Axis GUI that causes the planner to freak out in a way no one's accounted for. And thus the rule violations occur without more protest.
I also believe that we don't see more complaints of this behavior because:
1. Most mills/lathes would have no motion after clicking "STOP".
2. The issue really manifested itself as Joint_3 following errors at first. Turning down the axis speed and velocity did make the following errors less frequent, so I would imagine if this issue has cropped up for some reason on a mill or a lathe, people tweaked settings until it went away. It was only because I could hear the momentary pause (change in pitch of axis speed) that I even thought to plot it out. And well here we are.
As a side note:
Get a piece of square tubing 40 to 60mm high, set the safe and probe height in the config pannel and see if it probes. Did some cuts yesterday of 40mm high and it would not probe at the probe speed but at the setup speed and would fault after every cut sending the Z axis to the limit. Had to mive the torch up to make it work.
In general as far as i could gather if the probe height is set at more than half of the Z axis travel, it ignores probing speed.
Please let us know if that happens to you, it does happen on both of my machines using 0.180 version of PlasmaC.
Yes, I would be happy to try, likely will not be until tomorrow afternoon or Sunday.
Please Log in or Create an account to join the conversation.