- User Interfaces
- AXIS
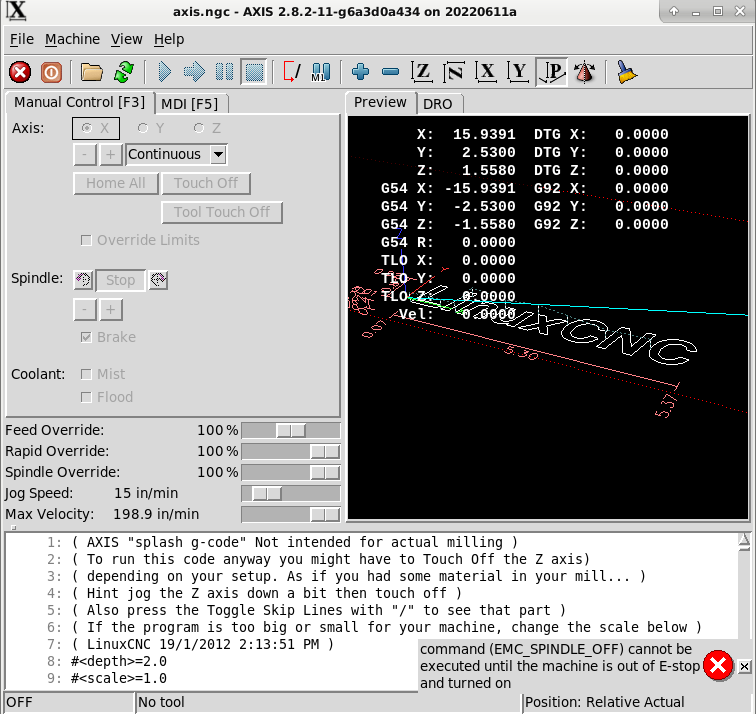
- command (EMC_SPINDLE_OFF) cannot be executed until the machine is out of E-Stop
command (EMC_SPINDLE_OFF) cannot be executed until the machine is out of E-Stop
- shanham67
- Offline
- New Member
-

Less
More
- Posts: 19
- Thank you received: 0
08 Aug 2022 22:34 #249373
by shanham67
command (EMC_SPINDLE_OFF) cannot be executed until the machine is out of E-Stop was created by shanham67
My configuration is the 'unmolested' output of pncconf. Can anyone point me to the cause of the error message shown in the bottom right of the attachment? My mill is functional so the error message is just an annoyance.
thanks
thanks
Attachments:
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Offline
- Platinum Member
-

Less
More
- Posts: 4742
- Thank you received: 1454
09 Aug 2022 14:33 - 09 Aug 2022 14:36 #249397
by Todd Zuercher
Replied by Todd Zuercher on topic command (EMC_SPINDLE_OFF) cannot be executed until the machine is out of E-Stop
Not sure, need more information.
What do your configuration files look like?
When exactly does the message pop up?
What causes it to pop up is that the input to command the spindle changed state while the machine was in E-stop.
What do your configuration files look like?
When exactly does the message pop up?
What causes it to pop up is that the input to command the spindle changed state while the machine was in E-stop.
Last edit: 09 Aug 2022 14:36 by Todd Zuercher.
Please Log in or Create an account to join the conversation.
- shanham67
- Offline
- New Member
-
Less
More
- Posts: 19
- Thank you received: 0
09 Aug 2022 14:50 #249400
by shanham67
Replied by shanham67 on topic command (EMC_SPINDLE_OFF) cannot be executed until the machine is out of E-Stop
It pops up when Axis is started. I have been ignoring all the while I have been setting up this machine.
Even with the error I am able to start the spindle in both directions and control the speed through the GUI.
BUT...
We just realized that the M3 command doesn't work until we toggle the EStop off and back on then click the RESET button to turn the machine on.
estop-ext is connected to 7i76e input 0 (net estop-ext <= hm2_7i76e.0.7i76.0.0.input-00). .hal file attached.
Even with the error I am able to start the spindle in both directions and control the speed through the GUI.
BUT...
We just realized that the M3 command doesn't work until we toggle the EStop off and back on then click the RESET button to turn the machine on.
estop-ext is connected to 7i76e input 0 (net estop-ext <= hm2_7i76e.0.7i76.0.0.input-00). .hal file attached.
Attachments:
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Offline
- Platinum Member
-
Less
More
- Posts: 4742
- Thank you received: 1454
09 Aug 2022 15:42 #249403
by Todd Zuercher
Replied by Todd Zuercher on topic command (EMC_SPINDLE_OFF) cannot be executed until the machine is out of E-Stop
So are you saying that you can turn on your spindle without taking the machine out of e-stop and turning on the machine? Or just that you can start it with the warning message showing? At this point I'm not sure why the message would be popping up at startup. But I am not using 2.8 on any machines either (I havn't updated beyond 2.7 yet.)
My best guess is that it might something to do with your lines relating to:and
My best guess is that it might something to do with your lines relating to:
net spindle-manual-stop <= hm2_7i76e.0.7i76.0.0.input-07net spindle-manual-cw halui.spindle.0.forward
net spindle-manual-ccw halui.spindle.0.reverse
net spindle-manual-stop halui.spindle.0.stopPlease Log in or Create an account to join the conversation.
- shanham67
- Offline
- New Member
-
Less
More
- Posts: 19
- Thank you received: 0
09 Aug 2022 16:17 #249407
by shanham67
Replied by shanham67 on topic command (EMC_SPINDLE_OFF) cannot be executed until the machine is out of E-Stop
Thanks!
I took out the spindle-manual-stop assignment and the warning is gone.
Axis doesn't come up 'in' e-stop (unless a physical e-stop button is pressed). Immediately after starting Axis, I am able to start the spindle by:
1. turning on the machine
2. clicking either the spindle cw or ccw gui buttons.
Can you tell me how to make Axis start with the gui e-stop button pressed?
I took out the spindle-manual-stop assignment and the warning is gone.
Axis doesn't come up 'in' e-stop (unless a physical e-stop button is pressed). Immediately after starting Axis, I am able to start the spindle by:
1. turning on the machine
2. clicking either the spindle cw or ccw gui buttons.
Can you tell me how to make Axis start with the gui e-stop button pressed?
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Offline
- Platinum Member
-
Less
More
- Posts: 4742
- Thank you received: 1454
09 Aug 2022 16:45 #249411
by Todd Zuercher
Replied by Todd Zuercher on topic command (EMC_SPINDLE_OFF) cannot be executed until the machine is out of E-Stop
The signal out from Linuxcnc's gui estop is this.
"net estop-out <= iocontrol.0.user-enable-out"
You simply need to include it into your external e-stop loop. I usually do this by connecting the above hal signal to an ouput pin. Then using that as the signal source for the e-stop loop run a wire from that output pin to the e-stop switches then back to the input pin connected to "net estop-ext => iocontrol.0.emc-enable-in" and trigger any relays needed for the e-stop.
"net estop-out <= iocontrol.0.user-enable-out"
You simply need to include it into your external e-stop loop. I usually do this by connecting the above hal signal to an ouput pin. Then using that as the signal source for the e-stop loop run a wire from that output pin to the e-stop switches then back to the input pin connected to "net estop-ext => iocontrol.0.emc-enable-in" and trigger any relays needed for the e-stop.
Please Log in or Create an account to join the conversation.
- shanham67
- Offline
- New Member
-
Less
More
- Posts: 19
- Thank you received: 0
09 Aug 2022 19:56 #249427
by shanham67
Replied by shanham67 on topic command (EMC_SPINDLE_OFF) cannot be executed until the machine is out of E-Stop
Thank you.
I had a 'Force ON' assigned to output-00. This energized my estop circuit as soon as the 7i76e connected. Assigning ESTOP-Out to 7i76e-output-00 causes Axis to start with the gui estop button pressed.
I had a 'Force ON' assigned to output-00. This energized my estop circuit as soon as the 7i76e connected. Assigning ESTOP-Out to 7i76e-output-00 causes Axis to start with the gui estop button pressed.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Offline
- Platinum Member
-
Less
More
- Posts: 4742
- Thank you received: 1454
09 Aug 2022 20:17 - 09 Aug 2022 20:18 #249429
by Todd Zuercher
Replied by Todd Zuercher on topic command (EMC_SPINDLE_OFF) cannot be executed until the machine is out of E-Stop
Is everything good now?
Did you need that "net spindle-manual-stop <= hm2_7i76e.0.7i76.0.0.input-07" for something? If you wanted it, how did you have it wired up? That input was intended for a normally open momentary switch (button). If you had it connected to a switch or something that is normally closed, it would likely trigger on first start up.
Did you need that "net spindle-manual-stop <= hm2_7i76e.0.7i76.0.0.input-07" for something? If you wanted it, how did you have it wired up? That input was intended for a normally open momentary switch (button). If you had it connected to a switch or something that is normally closed, it would likely trigger on first start up.
Last edit: 09 Aug 2022 20:18 by Todd Zuercher.
Please Log in or Create an account to join the conversation.
- shanham67
- Offline
- New Member
-
Less
More
- Posts: 19
- Thank you received: 0
09 Aug 2022 20:35 #249431
by shanham67
Replied by shanham67 on topic command (EMC_SPINDLE_OFF) cannot be executed until the machine is out of E-Stop
All good now. Thanks
It was wired to the 'zero-speed' relay output on my spindle drive. It was several months ago when I assigned that pin on one of my first passes through pncconf. Not sure what I was thinking.
It was wired to the 'zero-speed' relay output on my spindle drive. It was several months ago when I assigned that pin on one of my first passes through pncconf. Not sure what I was thinking.
Please Log in or Create an account to join the conversation.
- User Interfaces
- AXIS
- command (EMC_SPINDLE_OFF) cannot be executed until the machine is out of E-Stop
Time to create page: 0.191 seconds