Threading on a Boxford TCL lathe
- john11668
- Offline
- Elite Member
-

Less
More
- Posts: 199
- Thank you received: 10
20 Apr 2021 16:48 #206542
by john11668
Threading on a Boxford TCL lathe was created by john11668
So I have been progressively converting My Boxford TCL125, initially to Mach 3, then further to linuxcnc to try and get me a screwcutting capability.
But my machine just will not execute a G76 instruction for a threading canned cycle
I am using Gmocappy on linux mint. Hal and Post hal gui files are modified ( edited ) to make the speed indicator and tool change functions work.
All the traverses function in slow and fast jog and the machine is happy to execute a turning routine in both G94 and G95 with feeds of up to 2mm/rev (have not tried higher )
Initially I did have problems with the pulses from the sensors but these were upgraded and I am now happy they are reliable . They give clear indications in “Hal show configuration” and steady speed reading on the gmocappy screen. I had wondered if the Boxford index disc with 100 x 2mm holes was too fine so tried with a disc I made myself with 48x 4mm holes but this is no different.
I can run with this index disc in mach3 and using pin 12 (single notch) , I see a actual speed of about 1150 revs .
Changing index in Mach3 to pin 13 it reads a speed of 55k which seems as near to 48/1 as I can reasonably expect. And the readings are pretty steady so I am not suspecting noise as the problem.
Linux was initially sluggish on the machine I was using, slow to boot , slow internet, etc so moved the HDD to another machine . It is now quick and responsive but still won’t execute G76.
Code here!
Goes through to line 11 quite happily executing tool change on the way but then refuses at G76.
No error message just sits there.
%
(Thread M10 x 1.5)
(CHANGE TO T6 ON Front TOOL POST)
M6 T06 G43
G54 G90 G94 G18
G21 G80 G95
G90 G7
M08
F1.5 S350
M3
G4 P5
G0 X10 Z10
G76 P1.5 Z-12.5 I-0.001 J0.1 R1.0 K1.5 Q0 H3 L0
G00 X45
G00 Z30
M09
M5
M30
%
Have tried different spindle speeds from 100 to 600 but no different .
I am not quite ready to jump out of my tenth floor window yet but it is rapidly coming to that stage
Can anyone shed any light on what we might be missing or where the fault may lie
TIA John
But my machine just will not execute a G76 instruction for a threading canned cycle
I am using Gmocappy on linux mint. Hal and Post hal gui files are modified ( edited ) to make the speed indicator and tool change functions work.
All the traverses function in slow and fast jog and the machine is happy to execute a turning routine in both G94 and G95 with feeds of up to 2mm/rev (have not tried higher )
Initially I did have problems with the pulses from the sensors but these were upgraded and I am now happy they are reliable . They give clear indications in “Hal show configuration” and steady speed reading on the gmocappy screen. I had wondered if the Boxford index disc with 100 x 2mm holes was too fine so tried with a disc I made myself with 48x 4mm holes but this is no different.
I can run with this index disc in mach3 and using pin 12 (single notch) , I see a actual speed of about 1150 revs .
Changing index in Mach3 to pin 13 it reads a speed of 55k which seems as near to 48/1 as I can reasonably expect. And the readings are pretty steady so I am not suspecting noise as the problem.
Linux was initially sluggish on the machine I was using, slow to boot , slow internet, etc so moved the HDD to another machine . It is now quick and responsive but still won’t execute G76.
Code here!
Goes through to line 11 quite happily executing tool change on the way but then refuses at G76.
No error message just sits there.
%
(Thread M10 x 1.5)
(CHANGE TO T6 ON Front TOOL POST)
M6 T06 G43
G54 G90 G94 G18
G21 G80 G95
G90 G7
M08
F1.5 S350
M3
G4 P5
G0 X10 Z10
G76 P1.5 Z-12.5 I-0.001 J0.1 R1.0 K1.5 Q0 H3 L0
G00 X45
G00 Z30
M09
M5
M30
%
Have tried different spindle speeds from 100 to 600 but no different .
I am not quite ready to jump out of my tenth floor window yet but it is rapidly coming to that stage
Can anyone shed any light on what we might be missing or where the fault may lie
TIA John
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19863
- Thank you received: 4636
20 Apr 2021 17:01 #206543
by andypugh
Replied by andypugh on topic Threading on a Boxford TCL lathe
Do you have three channels from the encoder, or just 2?
If you have only index + pulse then you need to put "setp encoder.0.counter-mode 1" in the HAL file.
If you open halmeter and look at the spindle.0.position-fb you need to see that value increase by 1.0 for every full revolution of the spindle.
If you have only index + pulse then you need to put "setp encoder.0.counter-mode 1" in the HAL file.
If you open halmeter and look at the spindle.0.position-fb you need to see that value increase by 1.0 for every full revolution of the spindle.
Please Log in or Create an account to join the conversation.
- john11668
- Offline
- Elite Member
-
Less
More
- Posts: 199
- Thank you received: 10
20 Apr 2021 17:37 #206550
by john11668
Replied by john11668 on topic Threading on a Boxford TCL lathe
Just 2 channels Andy , and the code has been run and proven on someone elses machine . Will have a look for the above
Please Log in or Create an account to join the conversation.
- john11668
- Offline
- Elite Member
-
Less
More
- Posts: 199
- Thank you received: 10
20 Apr 2021 18:22 - 20 Apr 2021 18:31 #206554
by john11668
Replied by john11668 on topic Threading on a Boxford TCL lathe
screenshot
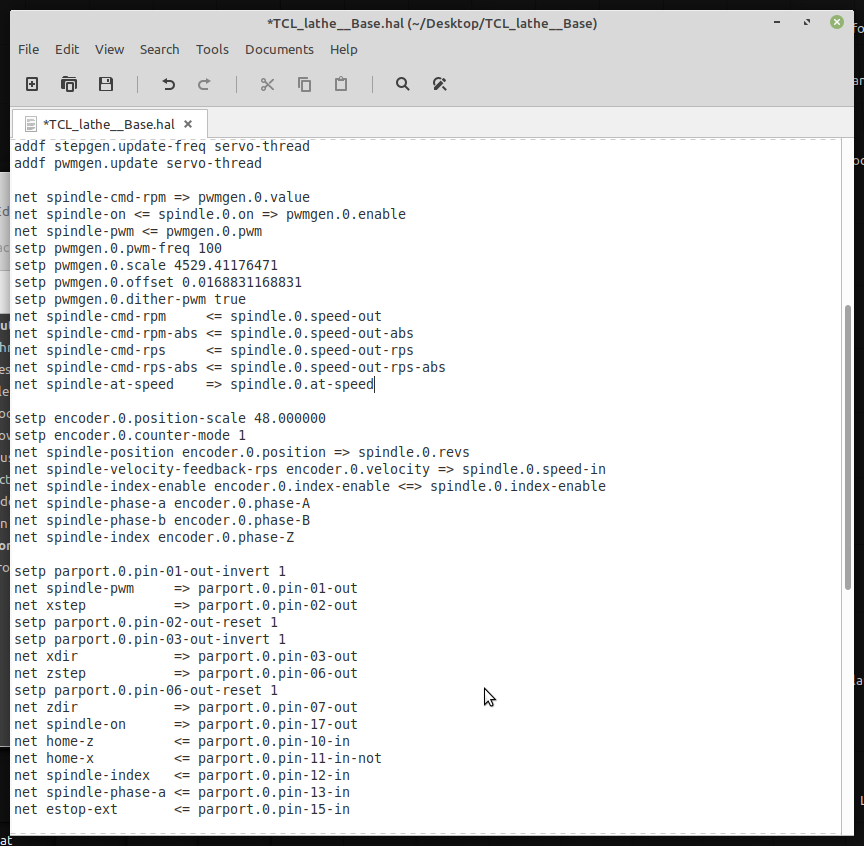
This is as i found it . not seeing spindle.0.position-fb in the list. ??
This is as i found it . not seeing spindle.0.position-fb in the list. ??
Attachments:
Last edit: 20 Apr 2021 18:31 by john11668.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19863
- Thank you received: 4636
21 Apr 2021 11:22 #206633
by andypugh
Replied by andypugh on topic Threading on a Boxford TCL lathe
Can you attach the file itself, rather than a picture?
I forgot the pin name, sorry. It is spindle.0.revs which has to increase by 1 for every clockwise turn of the spindle.
You definitely seem to need "setp encoder.0.counter-mode 1" adding to the file.
I forgot the pin name, sorry. It is spindle.0.revs which has to increase by 1 for every clockwise turn of the spindle.
You definitely seem to need "setp encoder.0.counter-mode 1" adding to the file.
The following user(s) said Thank You: john11668
Please Log in or Create an account to join the conversation.
- john11668
- Offline
- Elite Member
-
Less
More
- Posts: 199
- Thank you received: 10
21 Apr 2021 14:16 #206649
by john11668
Replied by john11668 on topic Threading on a Boxford TCL lathe
trying to attach
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19863
- Thank you received: 4636
21 Apr 2021 15:11 #206661
by andypugh
Replied by andypugh on topic Threading on a Boxford TCL lathe
Does that still not work?
Please Log in or Create an account to join the conversation.
- Clive S
- Offline
- Platinum Member
-

Less
More
- Posts: 2204
- Thank you received: 486
21 Apr 2021 15:52 #206667
by Clive S
Replied by Clive S on topic Threading on a Boxford TCL lathe
This is my config that works with AXIS
Attachments:
Please Log in or Create an account to join the conversation.
- john11668
- Offline
- Elite Member
-
Less
More
- Posts: 199
- Thank you received: 10
21 Apr 2021 21:22 #206708
by john11668
Doesnt Andy I am afraid
Replied by john11668 on topic Threading on a Boxford TCL lathe
Does that still not work?
Doesnt Andy I am afraid
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19863
- Thank you received: 4636
22 Apr 2021 00:22 #206747
by andypugh
Replied by andypugh on topic Threading on a Boxford TCL lathe
Have you checked the spindle-revs pin with halmeter?
Does index-enable work? (ie, do you see it get set high, and then reset to start the cycle?)
Does index-enable work? (ie, do you see it get set high, and then reset to start the cycle?)
Please Log in or Create an account to join the conversation.
Moderators: piasdom
Time to create page: 0.315 seconds