how to correct generate cnc files with Fusion 360
- geostein8888
- Offline
- Junior Member
-

Less
More
- Posts: 29
- Thank you received: 0
23 Aug 2023 17:06 #278809
by geostein8888
how to correct generate cnc files with Fusion 360 was created by geostein8888
Hello,
when i generate a cnc file with fusion360 and the linuxcnc turning post processor, the result is also not matching my work piece, It looks like its taking the diameter instead of the radios somehow, in all case when i touch off my work piece in this way(perhaps here the problem is situated):
going to the start of the work piece outer right side and outside corner and set x and z to zero, when i start now the file, its always starting around the radius towards me in the air in stead of the work pieces surface.
when i generate a cnc file with fusion360 and the linuxcnc turning post processor, the result is also not matching my work piece, It looks like its taking the diameter instead of the radios somehow, in all case when i touch off my work piece in this way(perhaps here the problem is situated):
going to the start of the work piece outer right side and outside corner and set x and z to zero, when i start now the file, its always starting around the radius towards me in the air in stead of the work pieces surface.
%
(CHESS_)
N10 G7
N11 G90 G18
N12 G21
(WHEN USING FUSION 360 FOR PERSONAL USE, THE FEEDRATE OF)
(RAPID MOVES IS REDUCED TO MATCH THE FEEDRATE OF CUTTING)
(MOVES, WHICH CAN INCREASE MACHINING TIME. UNRESTRICTED RAPID)
(MOVES ARE AVAILABLE WITH A FUSION 360 SUBSCRIPTION.)
N13 G53 G0 X0.
N14 G53 G0 Z0.
(PROFIL-SCHRUPPEN1)
N15 T2 M6
N17 G90 G94 G18
N18 G54
N19 G97 S1463 M3
N20 G0 X43.5 Z7.
N21 G96 D3500 S200 M3
N22 G1 Z1.5 F65.
N23 X21.5
N24 Z-50.132
N25 X23.5
N26 X25.5 Z-49.132
N27 Z1.5
N28 X19.5
N29 Z-38.373
N30 G3 Z-42.682 R8.7
N31 G1 Z-49.185
N32 X20.189 Z-50.132
N33 X21.5
N34 X23.5 Z-49.132
N35 Z1.5
N36 X17.5
N37 Z-32.608
N38 G3 Z-34.925 R3.
N39 G1 Z-36.
N40 G3 X19.5 Z-38.373 R8.7
N41 G1 X21.5 Z-37.373
N42 Z1.5
N43 X15.5
N44 Z-31.342
N45 G3 X17.5 Z-32.608 R3.
N46 G1 X19.5 Z-31.608
N47 Z1.5
N48 X13.5
N49 Z-6.335
N50 X15.051 Z-8.466
N51 Z-13.522
N52 Z-13.524
N53 G3 X13.5 Z-15.762 R3.8
N54 G1 Z-30.866
N55 G3 X15.5 Z-31.342 R3.
N56 G1 X17.5 Z-30.342
N57 Z1.5
N58 X11.5
N59 Z-5.2
N60 G2 X12.861 Z-5.457 R4.7
N61 G1 X13.5 Z-6.335
N62 X15.5 Z-5.335
N63 Z1.5
N64 X9.5
N65 Z-4.567
N66 G2 X11.5 Z-5.2 R4.7
N67 G1 X13.5 Z-4.2
N68 Z1.5
N69 X7.5
N70 Z-3.422
N71 G2 X9.5 Z-4.567 R4.7
N72 G1 X11.5 Z-3.567
N73 Z1.5
N74 X5.5
N75 Z0.1
N76 X6.324
N77 G2 X7.5 Z-3.422 R4.7
N78 G1 X9.5 Z-2.422
N79 Z1.5
N80 X3.5
N81 Z0.1
N82 X5.5
N83 X7.5 Z1.1
N84 Z1.5
N85 X1.55
N86 Z0.1
N87 X3.5
N88 X5.5 Z1.1
N89 Z1.5
N90 X-0.4
N91 Z0.1
N92 X1.55
N93 X3.55 Z1.1
N94 X16.051
N95 Z-15.762
N96 X14.5
N97 X13.5
N98 G3 X12.338 Z-16.372 R3.8
N99 G1 X11.5 Z-16.723
N100 Z-28.688
N101 X12.036 Z-28.955
N102 Z-30.767
N103 G3 X13.5 Z-30.866 R3.
N104 G1 X15.5 Z-29.866
N105 Z-16.723
N106 X12.5
N107 X11.5
N108 X9.646 Z-17.501
N109 Z-27.761
N110 X11.5 Z-28.688
N111 X13.5 Z-27.688
N112 Z-17.501
N113 X10.646
N114 X9.646
N115 X7.793 Z-18.278
N116 Z-26.834
N117 X9.646 Z-27.761
N118 X11.646 Z-26.761
N119 X18.966
N120 Z-34.925
N121 X18.5
N122 X17.5
N123 G3 X16.853 Z-35.507 R3.
N124 X17.5 Z-36. R8.7
N125 G1 X19.5 Z-35.
N126 X21.042
N127 Z-42.682
N128 X20.5
N129 X19.5
N130 G3 X18.176 Z-44.447 R8.7
N131 G1 Z-47.367
N132 X19.5 Z-49.185
N133 X21.5 Z-48.185
N134 Z-44.447
N135 X19.176
N136 X18.176
N137 G3 X16.852 Z-45.548 R8.7
N138 G1 X18.176 Z-47.367
N139 X20.176 Z-46.367
N140 X43.5
N141 Z7.
N142 G97 S1463 M3
N143 M5
N144 G53 G0 X0.
N145 G53 G0 Z0.
N146 M30
%Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19875
- Thank you received: 4642
23 Aug 2023 20:29 #278823
by andypugh
Replied by andypugh on topic how to correct generate cnc files with Fusion 360
Generally you would set X to the diameter and Z to zero at that corner.
The (0,0) point for the tool tip should match the origin of the setup, the red-green-blue XYZ triad:
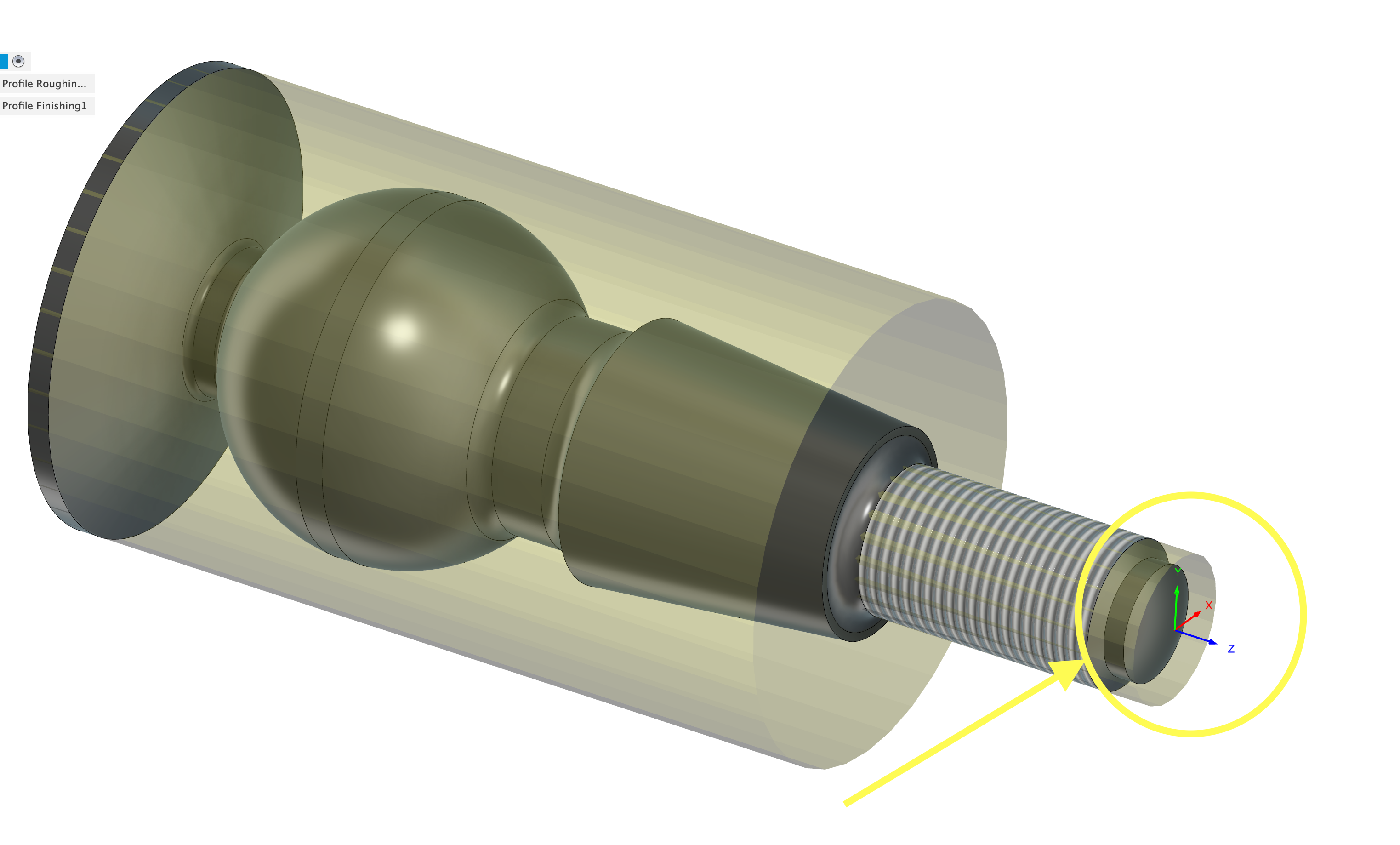
The (0,0) point for the tool tip should match the origin of the setup, the red-green-blue XYZ triad:
Attachments:
Please Log in or Create an account to join the conversation.
- geostein8888
- Offline
- Junior Member
-
Less
More
- Posts: 29
- Thank you received: 0
23 Aug 2023 21:30 #278827
by geostein8888
Replied by geostein8888 on topic how to correct generate cnc files with Fusion 360
do you mean to the diameter of the work piece or the resulting diameter of the finished part?
Please Log in or Create an account to join the conversation.
Moderators: piasdom
Time to create page: 0.137 seconds