Can Mesa do dual feedback?
- j3dprints
- Offline
- New Member
-

Less
More
- Posts: 5
- Thank you received: 0
19 Nov 2017 07:55 - 19 Nov 2017 07:57 #101995
by j3dprints
Can Mesa do dual feedback? was created by j3dprints
Hi, I am just wondering if a MESA board with LinuxCNC can effectively do what the Galil boards do which feature - "Dual-loop
The dual-loop (DV) feature enables the controller to compensate for mechanical backlash. Typically, dual-loop systems use a rotary encoder on the motor and a linear encoder on the load (Galil controllers accept inputs from two encoders per axis as a standard feature). Dual-loop control changes the standard PID control and closes the position loop with the load encoder (“PI”) and derives the damping terms (“D”) from the motor encoder. This method provides smooth and accurate control along the motion path regardless of backlash.". This is commonly referred to as something else? My searches didn't yield a lot.
I am considering CNC'ing my bench top mill (RF-45 clone) and I am just trying to price options before I dive into purchasing and much more research / reading. Ideally I would like to CNC it in this manner with hybrid steppers (good price point). Is this possible?
The backlash compensation seems like a smart move compared to very expensive ball screws.
If anybody could also point me in the direction of a suitable board or setup that would be much appreciated.
Thanks.
The dual-loop (DV) feature enables the controller to compensate for mechanical backlash. Typically, dual-loop systems use a rotary encoder on the motor and a linear encoder on the load (Galil controllers accept inputs from two encoders per axis as a standard feature). Dual-loop control changes the standard PID control and closes the position loop with the load encoder (“PI”) and derives the damping terms (“D”) from the motor encoder. This method provides smooth and accurate control along the motion path regardless of backlash.". This is commonly referred to as something else? My searches didn't yield a lot.
I am considering CNC'ing my bench top mill (RF-45 clone) and I am just trying to price options before I dive into purchasing and much more research / reading. Ideally I would like to CNC it in this manner with hybrid steppers (good price point). Is this possible?
The backlash compensation seems like a smart move compared to very expensive ball screws.
If anybody could also point me in the direction of a suitable board or setup that would be much appreciated.
Thanks.
Last edit: 19 Nov 2017 07:57 by j3dprints.
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-

Less
More
- Posts: 11986
- Thank you received: 4083
19 Nov 2017 11:25 #102001
by rodw
Replied by rodw on topic Can Mesa do dual feedback?
I don't actually know how its done, but if you've added a DRO to your mill, you can interface their glass scales into LinuxCNC and the are unaffected by backlash. I've wondered about CNCing my mill or lathe this way.
Please Log in or Create an account to join the conversation.
- RotarySMP
-

- Offline
- Platinum Member
-
Less
More
- Posts: 1627
- Thank you received: 595
19 Nov 2017 12:30 #102006
by RotarySMP
Replied by RotarySMP on topic Can Mesa do dual feedback?
Isn't this normally done with the velocity loop closed within the motor drives, and the position loop closed in LinuxCNC? This is the way MAHO did it with Indramats, and the way you normally see it done in LinuxCNC.
This is the block diagram from the Indramat 3TRM2 manual:
.
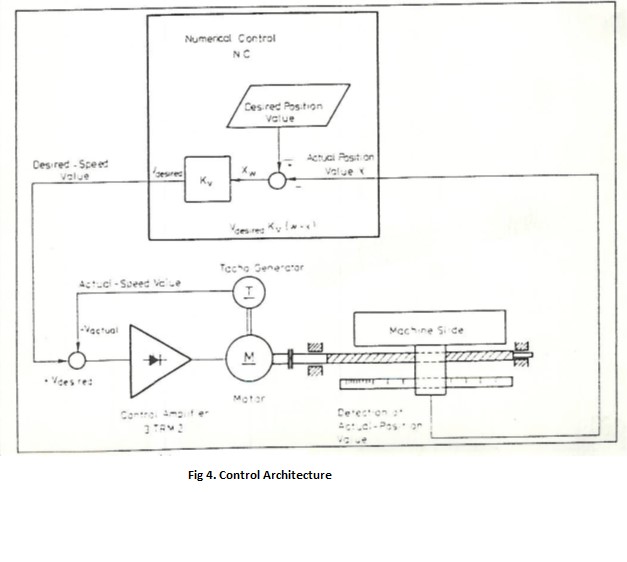
Mark
This is the block diagram from the Indramat 3TRM2 manual:
.
Mark
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-

Less
More
- Posts: 7323
- Thank you received: 2153
20 Nov 2017 00:27 #102045
by cmorley
Replied by cmorley on topic Can Mesa do dual feedback?
It's been done:
wiki.linuxcnc.org/cgi-bin/wiki.pl?Combin..._Devices_On_One_Axis
This was done on a very large mill. (I didn't do it though)
Incidentally this is done regardless of what cards are used.
wiki.linuxcnc.org/cgi-bin/wiki.pl?Combin..._Devices_On_One_Axis
This was done on a very large mill. (I didn't do it though)
Incidentally this is done regardless of what cards are used.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4641
24 Nov 2017 17:27 #102297
by andypugh
Replied by andypugh on topic Can Mesa do dual feedback?
LinuxCNC can do this, with Mesa cards or with any other cards. In theory you could even do it with the parallel port.
Please Log in or Create an account to join the conversation.
- j3dprints
- Offline
- New Member
-
Less
More
- Posts: 5
- Thank you received: 0
10 Jan 2018 19:11 #104248
by j3dprints
Replied by j3dprints on topic Can Mesa do dual feedback?
When using glass scales on the mill as another form of feedback, I have read that the servos should be in velocity set mode rather than step dir mode for this process. Can all the MESA boards do this, or do I want those that can only do analog? Bit confused as to analog vs digital.
Also, can anyone recommend a motion control basics document/book/web page series to learn about it? I don't even really know what step direction is, let alone the myriad of terms used when trying to work out which motion controller to buy from the linuxcnc site. Like, this description - store.mesanet.com/index.php?route=produc...oduct&product_id=290
Do I want an ethernet interface board? I read parallel was dinosaur technology but it seems a lot of mesa board setups in the plug and play sets use parallel.
Thanks.
Also, can anyone recommend a motion control basics document/book/web page series to learn about it? I don't even really know what step direction is, let alone the myriad of terms used when trying to work out which motion controller to buy from the linuxcnc site. Like, this description - store.mesanet.com/index.php?route=produc...oduct&product_id=290
Do I want an ethernet interface board? I read parallel was dinosaur technology but it seems a lot of mesa board setups in the plug and play sets use parallel.
Thanks.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Offline
- Platinum Member
-
Less
More
- Posts: 4753
- Thank you received: 1458
10 Jan 2018 21:30 #104254
by Todd Zuercher
Replied by Todd Zuercher on topic Can Mesa do dual feedback?
All of the Mesa fpga cards can do what ever form of command that you need. But the form of command signal you choose to use will determine the daughter card that you need to use, because most of them are specific to what ever command interface you need to use.
Step/dir, is one form of position command interface. It is a digital step signal and a direction signal that tells the drive to move the motor one "step" in either direction. It is commonly used with step-motors. There are also other forms of position commands such as CW/CCW, quadrature, and serial command options.
It is also possible to treat a step/dir interface more like a velocity command by sending velocity commands to the step generator instead of position commands, and it doesn't make much difference to Linuxcnc which way it is done. In fact with Mesa hardware that is normally how it is done.
Step/dir, is one form of position command interface. It is a digital step signal and a direction signal that tells the drive to move the motor one "step" in either direction. It is commonly used with step-motors. There are also other forms of position commands such as CW/CCW, quadrature, and serial command options.
It is also possible to treat a step/dir interface more like a velocity command by sending velocity commands to the step generator instead of position commands, and it doesn't make much difference to Linuxcnc which way it is done. In fact with Mesa hardware that is normally how it is done.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4641
10 Jan 2018 23:52 #104263
by andypugh
Replied by andypugh on topic Can Mesa do dual feedback?
Todd hit the nail on the head there. But you can be forgiven or thinking that left you more confused than before.
LinuxCNC outputs a position that the axes should be in 1000 times per second. That position is available on a HAL "pin" in the shared memory area of the HAL interact.
Any bit of code at all can read that number. Optionally at some point something else in HAL compares that number to where the axis is. Optionally something does something i the numbers don't match.
Somewhere down the line those numbers move a physical actuator.
In the middle, almost anything can be made to work as long as the input and output date are a coherent function of the inputs.
Closing s a step/dir loop to scale position is very much do-able. But the neatest way is typically to run a position PID loop where the output is step rate. (PID works best when the output is one "differentiation" below the desired result)
its probably worth reading the Wikipedia page on PID (but skip the maths, you don't need to use that, its built-in)
LinuxCNC outputs a position that the axes should be in 1000 times per second. That position is available on a HAL "pin" in the shared memory area of the HAL interact.
Any bit of code at all can read that number. Optionally at some point something else in HAL compares that number to where the axis is. Optionally something does something i the numbers don't match.
Somewhere down the line those numbers move a physical actuator.
In the middle, almost anything can be made to work as long as the input and output date are a coherent function of the inputs.
Closing s a step/dir loop to scale position is very much do-able. But the neatest way is typically to run a position PID loop where the output is step rate. (PID works best when the output is one "differentiation" below the desired result)
its probably worth reading the Wikipedia page on PID (but skip the maths, you don't need to use that, its built-in)
Please Log in or Create an account to join the conversation.
- j3dprints
- Offline
- New Member
-
Less
More
- Posts: 5
- Thank you received: 0
11 Jan 2018 11:57 #104279
by j3dprints
Replied by j3dprints on topic Can Mesa do dual feedback?
OK so my goals are:
- 3 axis now, 5 axis much later on
- Servo used as a spindle (1.8kw)
- Glass scales used as feedback later in the year
- Mapping of ballscrew since I'm going for C7
- Intro to industry standard software
I am thinking:
6I25+7I76
5I25+7I76
Depending on the computer I obtain, PCI or PCI-E.
Should I perhaps go for the 7i76e or ethernet solutions? I guess this is my other big question. Skyfire used it, and they generally make good component choices. My goal is to get a Tormach / Skyfire quality machine going eventually.
Pretty much ready to order I think. The 1.8kw servo spindle motor/driver got here today, it sure is pretty.
Also if anyone knows of a good book that starts with "hello world" in motion controller electronics and progress up to understanding all the communication going on that would be great. PID maths / block diagrams and stuff is ok, I can find stuff on that and I've done it long ago. It's actually going to be a good opportunity to review it all. The electronic side gets me. Thanks for all the advice.
These are my x,y,z servos if it makes a difference - tinyurl.com/ycw8xsym
- 3 axis now, 5 axis much later on
- Servo used as a spindle (1.8kw)
- Glass scales used as feedback later in the year
- Mapping of ballscrew since I'm going for C7
- Intro to industry standard software
I am thinking:
6I25+7I76
5I25+7I76
Depending on the computer I obtain, PCI or PCI-E.
Should I perhaps go for the 7i76e or ethernet solutions? I guess this is my other big question. Skyfire used it, and they generally make good component choices. My goal is to get a Tormach / Skyfire quality machine going eventually.
Pretty much ready to order I think. The 1.8kw servo spindle motor/driver got here today, it sure is pretty.
Also if anyone knows of a good book that starts with "hello world" in motion controller electronics and progress up to understanding all the communication going on that would be great. PID maths / block diagrams and stuff is ok, I can find stuff on that and I've done it long ago. It's actually going to be a good opportunity to review it all. The electronic side gets me. Thanks for all the advice.
These are my x,y,z servos if it makes a difference - tinyurl.com/ycw8xsym
Please Log in or Create an account to join the conversation.
- j3dprints
- Offline
- New Member
-
Less
More
- Posts: 5
- Thank you received: 0
11 Jan 2018 12:00 #104280
by j3dprints
Replied by j3dprints on topic Can Mesa do dual feedback?
Oh, one other requirement / aim - I intend to add a tool changer.
Please Log in or Create an account to join the conversation.
Moderators: PCW, jmelson
Time to create page: 0.211 seconds