7i76e SPINDLE OUT voltage is slightly low
- jpvonoy
-
 Topic Author
Topic Author
- Offline
- New Member
-

Less
More
- Posts: 18
- Thank you received: 0
29 Dec 2020 01:59 #193393
by jpvonoy
7i76e SPINDLE OUT voltage is slightly low was created by jpvonoy
My CNC router spindle speed is about 3-4% low versus what I am commanding.
I am controlling a 2.2 kW Huanyang VFD and spindle via the 7i76e TB4 Spindle Outputs, 0-10vdc.
I used a laser tachometer to check actual spindle speeds vs commanded speeds and found the actual speeds were low by about 3-4%.
I measured the voltage between TB4 pins 1, 2, and 3. Pin 3 is 10.05 volts, but the "wiper" voltage on pin 2 is slightly low for any given commanded RPM. For example, at the maximum scale of 24000, the voltage is 9.71 vdc, the same percentage error as the RPM.
Any ideas why that voltage would be low? Should the SPINDLE OUT be able to reach a full 10.05 vdc at max scale?
Attaching my ini and hal files since they are commonly requested. You may notice I added a lincurve, which does fix the error across most of the range, but I haven't been able to get it to increase the speed right at 24000. So, rather than patch over the problem I'd like to find the source of the error.
I am controlling a 2.2 kW Huanyang VFD and spindle via the 7i76e TB4 Spindle Outputs, 0-10vdc.
I used a laser tachometer to check actual spindle speeds vs commanded speeds and found the actual speeds were low by about 3-4%.
I measured the voltage between TB4 pins 1, 2, and 3. Pin 3 is 10.05 volts, but the "wiper" voltage on pin 2 is slightly low for any given commanded RPM. For example, at the maximum scale of 24000, the voltage is 9.71 vdc, the same percentage error as the RPM.
Any ideas why that voltage would be low? Should the SPINDLE OUT be able to reach a full 10.05 vdc at max scale?
Attaching my ini and hal files since they are commonly requested. You may notice I added a lincurve, which does fix the error across most of the range, but I haven't been able to get it to increase the speed right at 24000. So, rather than patch over the problem I'd like to find the source of the error.
Please Log in or Create an account to join the conversation.
- PCW
-

- Away
- Moderator
-

Less
More
- Posts: 17864
- Thank you received: 5231
29 Dec 2020 03:34 #193396
by PCW
Replied by PCW on topic 7i76e SPINDLE OUT voltage is slightly low
You might check that the 10V supply does not droop at full scale
(The 7I76E potentiometer replacement circuit draws higher current
at full scale)
The 7I76E SPIN-OUT pin can never quite reach the SPIN+ voltage
but it normally gets to 50 or so mV of SPIN+ at full scale.
An external 12V supply is one possible fix , as it changing the VFD scaling
(The 7I76E potentiometer replacement circuit draws higher current
at full scale)
The 7I76E SPIN-OUT pin can never quite reach the SPIN+ voltage
but it normally gets to 50 or so mV of SPIN+ at full scale.
An external 12V supply is one possible fix , as it changing the VFD scaling
Please Log in or Create an account to join the conversation.
- jpvonoy
-
Topic Author
- Offline
- New Member
-
Less
More
- Posts: 18
- Thank you received: 0
29 Dec 2020 18:10 #193445
by jpvonoy
Replied by jpvonoy on topic 7i76e SPINDLE OUT voltage is slightly low
Thanks PCW. I checked SPIN+ at full scale. It droops to 9.99 vdc from 10.05. This is not enough to account for the error I'm seeing.
The SPIN-OUT at full scale is reading 9.72 vdc, but I noticed that I can hear a drop in spindle RPM as I touch the meter lead to pin 2. It drops by about 200 RPM.
200 RPM corresponds to 0.08 v, so that means I have 9.8 vdc on SPIN-OUT at full scale.
This is an error of 9.99 - 9.8 = 0.19 v, or 1.9%
Accounting for the max SPIN-OUT being 50 mV less than pin 3 (9.99v), I have an error of 9.94 - 9.8 = 0.14 v, or 1.4%.
Does this sound like the best I can expect to get from the 7I76E? Is there a way to adjust this in the firmware?
I'll have to do some experimenting to figure out how I would scale it with the VFD. I don't think I can increase the max frequency above 400Hz. Maybe changing the parameter for RPM at 50 Hz (currently set to 3000)?
The SPIN-OUT at full scale is reading 9.72 vdc, but I noticed that I can hear a drop in spindle RPM as I touch the meter lead to pin 2. It drops by about 200 RPM.
200 RPM corresponds to 0.08 v, so that means I have 9.8 vdc on SPIN-OUT at full scale.
This is an error of 9.99 - 9.8 = 0.19 v, or 1.9%
Accounting for the max SPIN-OUT being 50 mV less than pin 3 (9.99v), I have an error of 9.94 - 9.8 = 0.14 v, or 1.4%.
Does this sound like the best I can expect to get from the 7I76E? Is there a way to adjust this in the firmware?
I'll have to do some experimenting to figure out how I would scale it with the VFD. I don't think I can increase the max frequency above 400Hz. Maybe changing the parameter for RPM at 50 Hz (currently set to 3000)?
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17864
- Thank you received: 5231
29 Dec 2020 18:23 - 29 Dec 2020 18:23 #193446
by PCW
Replied by PCW on topic 7i76e SPINDLE OUT voltage is slightly low
Its probably a combination of the load and possible some HF noise
(the change in motor speed when you touch the meter lead to the output
suggests a noise issue since the meter does not present enough
DC load to change the reading)
By scaling I mean the analog input scaling (some drives for example have both 10 and 5V full scale input selections)
Or like I said, use a external 12V supply
(the change in motor speed when you touch the meter lead to the output
suggests a noise issue since the meter does not present enough
DC load to change the reading)
By scaling I mean the analog input scaling (some drives for example have both 10 and 5V full scale input selections)
Or like I said, use a external 12V supply
Last edit: 29 Dec 2020 18:23 by PCW.
The following user(s) said Thank You: jpvonoy
Please Log in or Create an account to join the conversation.
- chris@cnc
- Offline
- Platinum Member
-

Less
More
- Posts: 529
- Thank you received: 140
29 Dec 2020 22:06 #193459
by chris@cnc
Replied by chris@cnc on topic 7i76e SPINDLE OUT voltage is slightly low
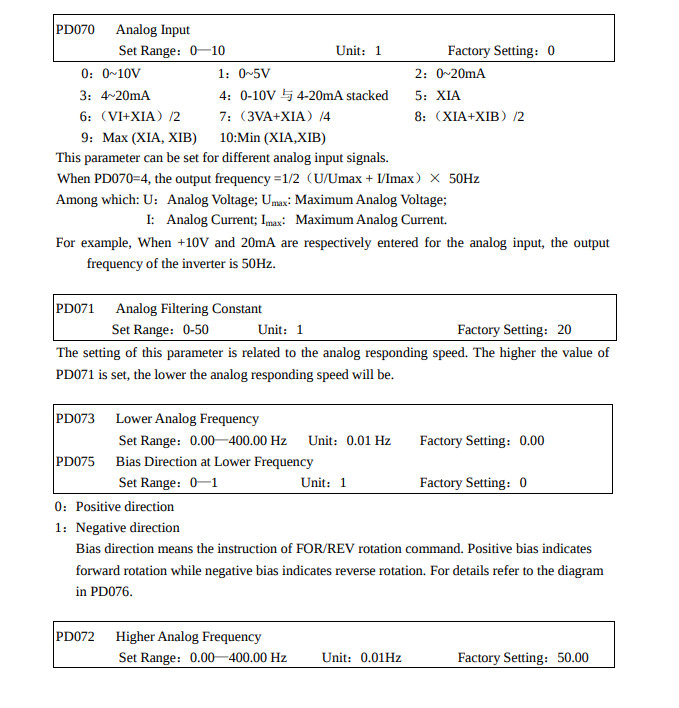
Try Parameter PD71 or PD159 to adjust target speed. Any VDF should compensate this kind of Problem only Parameter are Different. Or increase P of your VFD. Something must be happened.
Attachments:
Please Log in or Create an account to join the conversation.
- Mike_Eitel
-

- Offline
- Platinum Member
-
Less
More
- Posts: 1052
- Thank you received: 183
30 Dec 2020 09:44 #193505
by Mike_Eitel
Replied by Mike_Eitel on topic 7i76e SPINDLE OUT voltage is slightly low
What kind of motor do you use?
Are you aware of motor slip.
The frequency of vfd is equal to physical only when it's a synchron motor.
Mike
Are you aware of motor slip.
The frequency of vfd is equal to physical only when it's a synchron motor.
Mike
Please Log in or Create an account to join the conversation.
- jpvonoy
-
Topic Author
- Offline
- New Member
-
Less
More
- Posts: 18
- Thank you received: 0
31 Dec 2020 00:27 #193597
by jpvonoy
Replied by jpvonoy on topic 7i76e SPINDLE OUT voltage is slightly low
I think PCW is right that it is likely a noise/EMI issue. I have this connected with unshielded cable for testing. The shielded cable arrives tomorrow, so I'll see if that helps, then I'll look for other sources of EMI.
I was not aware of motor slip. I will read up on that, thanks.
Thanks for those suggestions. I tried adjusting PD71 through the full range and it had no effect on the spindle speed. I may try PD159 after going down the EMI route.Try Parameter PD71 or PD159 to adjust target speed. Any VDF should compensate this kind of Problem only Parameter are Different. Or increase P of your VFD. Something must be happened.
This is a 3 phase 400Hz motor: www.amazon.com/Huanyang-Spindle-Milling-...aving/dp/B07LG233LM/What kind of motor do you use?
Are you aware of motor slip.
The frequency of vfd is equal to physical only when it's a synchron motor.
Mike
I was not aware of motor slip. I will read up on that, thanks.
Please Log in or Create an account to join the conversation.
- Muzzer
- Offline
- Elite Member
-

Less
More
- Posts: 265
- Thank you received: 41
01 Jan 2021 17:16 #193743
by Muzzer
Replied by Muzzer on topic 7i76e SPINDLE OUT voltage is slightly low
Bear in mind that if your spindle is 3-4% out on speed it really won't make the slightest difference to anything. It might be slightly irritating but the tool doesn't care about that.
Some VFDs can compensate for slip based on the load current which is itself largely proportional to load. If you have told it that the base speed is 1425rpm with a line frequency of 50Hz, it knows that the slip frequency at rated load is 50 - 47.5Hz ie 2.5Hz, so it can increase the output to 52.5Hz, proportional to load. Don't know if Huanyang supports that feature.
Simplest fix might be to set max frequency to 3-4% above nominal in the Huanyang setup.
Some VFDs can compensate for slip based on the load current which is itself largely proportional to load. If you have told it that the base speed is 1425rpm with a line frequency of 50Hz, it knows that the slip frequency at rated load is 50 - 47.5Hz ie 2.5Hz, so it can increase the output to 52.5Hz, proportional to load. Don't know if Huanyang supports that feature.
Simplest fix might be to set max frequency to 3-4% above nominal in the Huanyang setup.
Please Log in or Create an account to join the conversation.
- jpvonoy
-
Topic Author
- Offline
- New Member
-
Less
More
- Posts: 18
- Thank you received: 0
02 Jan 2021 03:24 #193792
by jpvonoy
With the replies so far, I'm satisfied that there isn't an easy fix that I'm missing. So, I'll leave it the way it is right now.
Oh, and I also replaced the spindle control wiring from 7I76E TB4 to the VFD with shielded cable and it didn't change anything. As part of some other upgrades I'm doing, I will be replacing more wiring with shielded cable and switching to a different electronics box, so I'll revisit this once all the changes are complete.
Replied by jpvonoy on topic 7i76e SPINDLE OUT voltage is slightly low
Understood. I'm more interested in understanding the workings of my system. If there was something wrong, I wanted to find out what it was and fix it.Bear in mind that if your spindle is 3-4% out on speed it really won't make the slightest difference to anything. It might be slightly irritating but the tool doesn't care about that.
I haven't seen anything for slip compensation in the parameter settings. The max frequency of the drive is 400 Hz and I already have it set there, so I can't increase frequency further.Some VFDs can compensate for slip based on the load current which is itself largely proportional to load. If you have told it that the base speed is 1425rpm with a line frequency of 50Hz, it knows that the slip frequency at rated load is 50 - 47.5Hz ie 2.5Hz, so it can increase the output to 52.5Hz, proportional to load. Don't know if Huanyang supports that feature.
Simplest fix might be to set max frequency to 3-4% above nominal in the Huanyang setup.
With the replies so far, I'm satisfied that there isn't an easy fix that I'm missing. So, I'll leave it the way it is right now.
Oh, and I also replaced the spindle control wiring from 7I76E TB4 to the VFD with shielded cable and it didn't change anything. As part of some other upgrades I'm doing, I will be replacing more wiring with shielded cable and switching to a different electronics box, so I'll revisit this once all the changes are complete.
Please Log in or Create an account to join the conversation.
- jpvonoy
-
Topic Author
- Offline
- New Member
-
Less
More
- Posts: 18
- Thank you received: 0
05 Jan 2021 02:21 #194114
by jpvonoy
Replied by jpvonoy on topic 7i76e SPINDLE OUT voltage is slightly low
Just an update on what I've been doing related to this. I switched from the analog spindle speed control to RS-485 control, just for the sake of learning.
With RS-485 control, the actual spindle speed is much closer to commanded. Less than 1% across the operational range, with most values less than 0.5% off.
As long as it doesn't cause latency issues on the Raspberry Pi 4 I'm using, I'll use this method for control going forward. It saves installing about 10 wires and a few disconnects on my electronics box, as well as a much simpler setup.
With RS-485 control, the actual spindle speed is much closer to commanded. Less than 1% across the operational range, with most values less than 0.5% off.
As long as it doesn't cause latency issues on the Raspberry Pi 4 I'm using, I'll use this method for control going forward. It saves installing about 10 wires and a few disconnects on my electronics box, as well as a much simpler setup.
Please Log in or Create an account to join the conversation.
Moderators: PCW, jmelson
Time to create page: 0.135 seconds