Router servo retrofit with Delta Asd-a2
- papaours
- Offline
- Junior Member
-

Less
More
- Posts: 25
- Thank you received: 1
11 Nov 2014 17:59 #53008
by papaours
Router servo retrofit with Delta Asd-a2 was created by papaours
Good morning,
I plan to retrofit my bosch servodyn analogique Servo-drive with delta Product.
After many day trying to get the perfect X axis tuning without any jerk, i decide to go wiht digital drive.
Machine work with Linuxcnc mesa 5i20 7i33 7i37
I plan to use a 4.5 kw servo 3x bigger torque than actual ( bosch 9.2nm j58kgm2 2000rpm )
My ball screew is 40x20 with a lenght of 2900mm max RPM of 1000 rpm
There is a belt gear ratio of 2 servo rev for 1 ball screew rev
Actual acceleration is 1m/s2 but there is vibration on small segment and fast stop.
My wish with Delta product will be to smooth the motion and move faster without any vibration.
I use my machine for nested based cabinet manufacturing. I need fast position moove and cut speed around 15m/mn
What is the best way to conect this kind of smart drive to Linuxcnc. (5i20-7i33)
i wish to use the Drive filter to smooth fast moove and whynot Closed the loop into the drive to get S-curve.
Thank you very much.
Mael
Online shop=
www.damencnc.com/en/components/motors-an...elta-ac-servo-motors
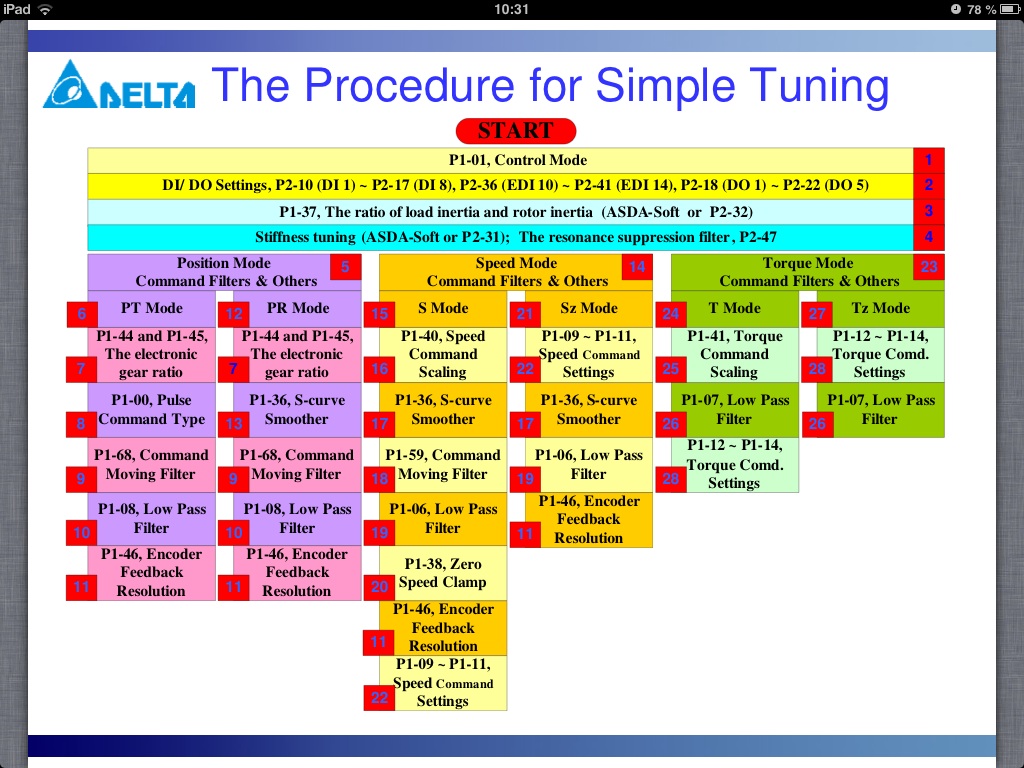
Tuning procedure =
ftp://den-eindhoven:BuPd2175@ftp2.euro.delta-corp.com/deltronics-eindhoven/customer-service/Industrial%20Automation%20Products/_Delta%20Application%20Guide/Blog%20Examples/Delta%20Servo%20Examples/Simple%20Tuning%20ASDA-A2&B2%20Servo%20Systems.pdf
Delta user manual=
www.delta.com.tw/product/em/motion/motio...V_Q_MUL_20100809.pdf

I plan to retrofit my bosch servodyn analogique Servo-drive with delta Product.
After many day trying to get the perfect X axis tuning without any jerk, i decide to go wiht digital drive.
Machine work with Linuxcnc mesa 5i20 7i33 7i37
I plan to use a 4.5 kw servo 3x bigger torque than actual ( bosch 9.2nm j58kgm2 2000rpm )
My ball screew is 40x20 with a lenght of 2900mm max RPM of 1000 rpm
There is a belt gear ratio of 2 servo rev for 1 ball screew rev
Actual acceleration is 1m/s2 but there is vibration on small segment and fast stop.
My wish with Delta product will be to smooth the motion and move faster without any vibration.
I use my machine for nested based cabinet manufacturing. I need fast position moove and cut speed around 15m/mn
What is the best way to conect this kind of smart drive to Linuxcnc. (5i20-7i33)
i wish to use the Drive filter to smooth fast moove and whynot Closed the loop into the drive to get S-curve.
Thank you very much.
Mael
Online shop=
www.damencnc.com/en/components/motors-an...elta-ac-servo-motors
Tuning procedure =
ftp://den-eindhoven:BuPd2175@ftp2.euro.delta-corp.com/deltronics-eindhoven/customer-service/Industrial%20Automation%20Products/_Delta%20Application%20Guide/Blog%20Examples/Delta%20Servo%20Examples/Simple%20Tuning%20ASDA-A2&B2%20Servo%20Systems.pdf
Delta user manual=
www.delta.com.tw/product/em/motion/motio...V_Q_MUL_20100809.pdf
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Offline
- Platinum Member
-

Less
More
- Posts: 5034
- Thank you received: 1467
11 Nov 2014 22:55 #53019
by Todd Zuercher
Replied by Todd Zuercher on topic Router servo retrofit with Delta Asd-a2
I am not an expert on this. But my understanding is that since Linuxcnc doesn't really do S-curve acceleration. In a system where Linuxcnc is closing the loop any modification of what is output by Linuxcnc by the drives is going to be seen as a following error, and Linuxcnc is then going to try to compensate. That trying to compensate is probably going to result in a vibration. You might be able to pull it off open loop in position mode, but there is still going to be uncontrolled (and unknown) following errors.
Ideally S-curve acceleration needs to be implemented at the motion/trajectory planner level, and Linuxcnc just doesn't do this. (right now) I do not know if this is in the works or not.
If you are seeking faster milling. Have you played with the new motion planner in 2.7 yet? With the longer look-ahead, smoothness and maximum feed rates can be greatly improved even at lower acceleration rates (depending on the G-code design)
How is the backlash on that old beast. A little bit too much backlash can have a large impact on smoothness at transitions.
Since you already have the hardware to do it, I would try analog velocity (speed) mode. But my personal opinion is that you may have better luck without the S-curve smoothing.
Ideally S-curve acceleration needs to be implemented at the motion/trajectory planner level, and Linuxcnc just doesn't do this. (right now) I do not know if this is in the works or not.
If you are seeking faster milling. Have you played with the new motion planner in 2.7 yet? With the longer look-ahead, smoothness and maximum feed rates can be greatly improved even at lower acceleration rates (depending on the G-code design)
How is the backlash on that old beast. A little bit too much backlash can have a large impact on smoothness at transitions.
Since you already have the hardware to do it, I would try analog velocity (speed) mode. But my personal opinion is that you may have better luck without the S-curve smoothing.
Please Log in or Create an account to join the conversation.
- papaours
- Offline
- Junior Member
-
Less
More
- Posts: 25
- Thank you received: 1
12 Nov 2014 00:22 #53023
by papaours
Replied by papaours on topic Router servo retrofit with Delta Asd-a2
I have try to mesure the Backlash with a caliper with no succes.
the belt between servo and ball screew is quite tight . maybe replacing it with metallic fiber could be good starting point.
Most of the mecanical raisonance appear during short move, short fast jog, and it is only on the X axis. iT is like a spring.......
since i have tune the drive i have forget G61 gcode.......
Regarding my ball-screew backlash if i dont get anything better with new drive, i will shop for a new one with a higher lead to get G0 speed around 40m/mn
So S-curve or anything else smoothing the end of velocity trapezoidal curve could be a good thing.
Actually the Xaxis with Pncconf openloop servo test give acceleration around 3m/ss.
I have try to install 2.7 but i have not yet found how to do with Debian wheezy. i would be very happy to test it.
I dont know if for cutting a squar it will be better, i do round path cornering cut most of the time or point to point for drilling.
Actually i have set my Cam post processor with G0=G64 and G1/2/3 =g64P0,05mm
If i use the drive in position mode and send him Step-dir signal wich i am able to do with mesa 7i33. I understant it could be cahotic to have tow Pid trying to adjust the loop but can a smart drive like Delta product closed the loop better with 20bit encoder, constant autotuning and many tuning function embendeed.
I guess linuxcnc could send position information based on the encoder drive signal feedback without the use of Pid regulation ?
If the drive is smart enough to go where he should or tell linux when he is lost, it is a kind of supper stepper system ?
I there someone on the forum using step-dir with closed-loop in Ac-servo drive
Thank you in very much
Mael
the belt between servo and ball screew is quite tight . maybe replacing it with metallic fiber could be good starting point.
Most of the mecanical raisonance appear during short move, short fast jog, and it is only on the X axis. iT is like a spring.......
since i have tune the drive i have forget G61 gcode.......
Regarding my ball-screew backlash if i dont get anything better with new drive, i will shop for a new one with a higher lead to get G0 speed around 40m/mn
So S-curve or anything else smoothing the end of velocity trapezoidal curve could be a good thing.
Actually the Xaxis with Pncconf openloop servo test give acceleration around 3m/ss.
I have try to install 2.7 but i have not yet found how to do with Debian wheezy. i would be very happy to test it.
I dont know if for cutting a squar it will be better, i do round path cornering cut most of the time or point to point for drilling.
Actually i have set my Cam post processor with G0=G64 and G1/2/3 =g64P0,05mm
If i use the drive in position mode and send him Step-dir signal wich i am able to do with mesa 7i33. I understant it could be cahotic to have tow Pid trying to adjust the loop but can a smart drive like Delta product closed the loop better with 20bit encoder, constant autotuning and many tuning function embendeed.
I guess linuxcnc could send position information based on the encoder drive signal feedback without the use of Pid regulation ?
If the drive is smart enough to go where he should or tell linux when he is lost, it is a kind of supper stepper system ?
I there someone on the forum using step-dir with closed-loop in Ac-servo drive
Thank you in very much
Mael
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Offline
- Platinum Member
-
Less
More
- Posts: 5034
- Thank you received: 1467
12 Nov 2014 01:21 #53025
by Todd Zuercher
Replied by Todd Zuercher on topic Router servo retrofit with Delta Asd-a2
I am actually using such a set up on a machine now.
My machine originally was step/dir position mode servos, with open loop to the control. and It worked ok that way but it was quite difficult to tune. (This machine is not very stiff.)
I upgraded it to a 5i25/7i85S combo, for smoother (smaller steps) and faster step generation (vs the software stepping I was using) and for encoder feed back, to let me tune it better.
I set the step gens to velocity input, and used the encoder feedback to close the position loop in Linuxcnc. It seems to work at least as good as the open loop stepping. But having the ecoder feed back made tuning the drives much easier.
I think my biggest problem on this machine is belt "squirm". It has very large single belt reduction on the y axis (very small tooth count on motor sprocket), a bit of backlash in the rack and pinion drive, and a very long and flexible gantry are combing to cause all sorts of havoc.
I think compound belt reduction with much larger "small" sprockets and a higher overall gear reduction, could make a large improvement. (or better yet a nice low backlash planetary gear set)
My machine originally was step/dir position mode servos, with open loop to the control. and It worked ok that way but it was quite difficult to tune. (This machine is not very stiff.)
I upgraded it to a 5i25/7i85S combo, for smoother (smaller steps) and faster step generation (vs the software stepping I was using) and for encoder feed back, to let me tune it better.
I set the step gens to velocity input, and used the encoder feedback to close the position loop in Linuxcnc. It seems to work at least as good as the open loop stepping. But having the ecoder feed back made tuning the drives much easier.
I think my biggest problem on this machine is belt "squirm". It has very large single belt reduction on the y axis (very small tooth count on motor sprocket), a bit of backlash in the rack and pinion drive, and a very long and flexible gantry are combing to cause all sorts of havoc.
I think compound belt reduction with much larger "small" sprockets and a higher overall gear reduction, could make a large improvement. (or better yet a nice low backlash planetary gear set)
Please Log in or Create an account to join the conversation.
Time to create page: 3.516 seconds