Shizuoka Millmaster B3-V - DC Spindle Drive
- pbrubaker
- Offline
- New Member
-

- Posts: 7
- Thank you received: 0
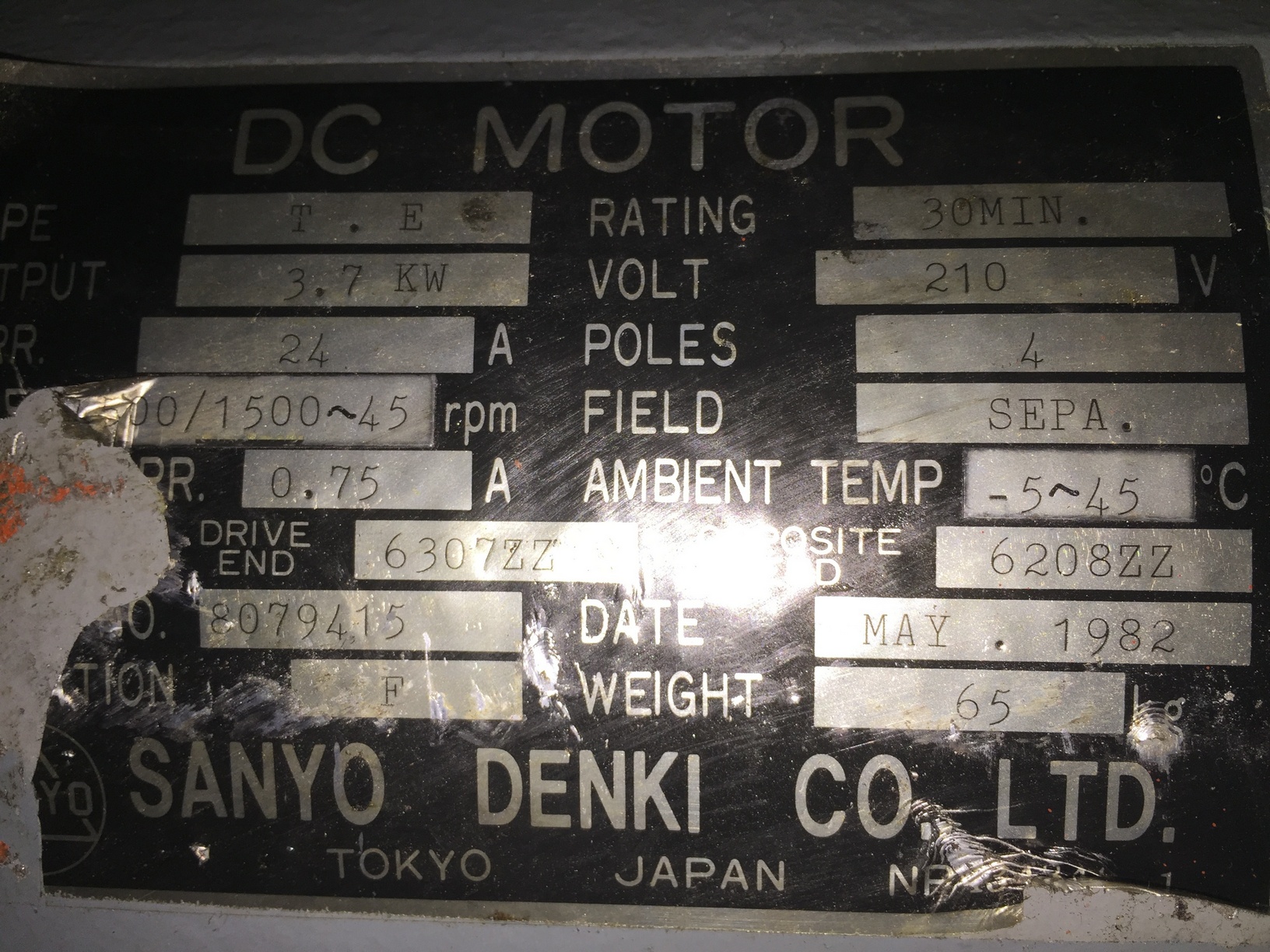
I've been a lurker for a while now, and I just purchased a Shizuoka Millmaster B3-V from the early 80s. I'm replacing the control electronics (Fanuc 6M) with Mesa hardware and LinuxCNC. I think I have a pretty good handle on everything except for the spindle drive. The motor (pics attached) is a Sanyo-Denki DC motor rated at 3.7KW 210VDC. I'm not sure if it's shunt wound or not, nor do I know how to test for it.
I didn't know it was a DC motor before getting the head apart, and the original plan was to use a VFD with what I thought was an AC motor. The mill will be running off single phase 240, and I've been looking around but I have not found much information in the way of DC motors and drives. I know there are SCR/thyristor drives, but I also know that's relatively old technology. Now to my questions. What drive should I use? I know I will want a 4Q drive and from my research I learned that at 240VAC input some drives (like the Parker drive linked below) only output 180VDC. Should I use a step up transformer before the drive to increase the output voltage? Is this the type of drive I should be seeking?
Thanks in advance for any help you can provide, and if I've left out any pertinent information let me know and I'll add it to the thread.
www.inverterdrive.com/group/DC-Thyristor...es/514C-32-00-00-00/
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

- Posts: 19875
- Thank you received: 4642
(Though if it needs 3-phase that might not work).
Please Log in or Create an account to join the conversation.
- pbrubaker
- Offline
- New Member
-
- Posts: 7
- Thank you received: 0
Now I just have to figure out how to drive the VFD with the configuration of mesa hardware I've purchased.
I'm using the 7i29 cards to drive the DC servos, and a couple remote digital IO cards. Since I didn't order one of the motion control cards to drive analog servo amps, I don't have an analog out to control the spindle VFD or read back the spindle motor encoder. I'd like to avoid buying a whole card for the analog IO and encoder feedback.
Here's what I've selected from Mesa.
6i24-25
7i44
7i70
7i72
7i73
7i29 (x2)
I've done some research and it looks like I could control the VFD (Likely going to be a Hitachi WJ200) with Modbus using MESA UART, are there other options?
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
- Posts: 19875
- Thank you received: 4642
Have you tried it on single phase? The input stage is typically just a big rectifier. If it doesn't have phase-loss detection it might just work.Yeah, I have, but it is 3ph.
I experimented yesterday with my new VFD and a USB to RS485 converter, and it worked easily.I've done some research and it looks like I could control the VFD (Likely going to be a Hitachi WJ200) with Modbus using MESA UART, are there other options?
You lose hard real-time control of the spindle, but that might not matter all that much.
Please Log in or Create an account to join the conversation.
- pbrubaker
- Offline
- New Member
-
- Posts: 7
- Thank you received: 0
I read about serial port control and the fact that even the non-USB cards aren't RT. Do you lose functions like rigid tapping and constant SFM by controlling the spindle that way?
Also, thanks for this and all your other posts on here, they've helped me out quite a bit.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
- Posts: 19875
- Thank you received: 4642
I read about serial port control and the fact that even the non-USB cards aren't RT. Do you lose functions like rigid tapping and constant SFM by controlling the spindle that way?
No, you can still rigid-tap with the spindle controlled by the serial port. There is a possibility of the spindle not reversing quite when requested to do so, however. I think that a few milliseconds is unlikely to cause a problem.
The issue is not so much the USB as the userspace component that drives most VFD serial interfaces. These are subject to the same lack of timely response as any other GUI element or Userspace program. Using the Mesa UART would not bypass this problem unless you also developed a realtime component to handle the comms.
The 6i24 has three headers, but two 7i29s can share one header and flat cable. This gives the possibility of using one of the spare PWM channels to provide a spindle control voltage.
Having said that, don't you have a space DC servo output? Why not try running the spindle on that?
Please Log in or Create an account to join the conversation.
- pbrubaker
- Offline
- New Member
-
- Posts: 7
- Thank you received: 0
No, you can still rigid-tap with the spindle controlled by the serial port. There is a possibility of the spindle not reversing quite when requested to do so, however. I think that a few milliseconds is unlikely to cause a problem.
Good to know, and yeah, a few milliseconds probably won't cause a problem.
The issue is not so much the USB as the userspace component that drives most VFD serial interfaces. These are subject to the same lack of timely response as any other GUI element or Userspace program. Using the Mesa UART would not bypass this problem unless you also developed a realtime component to handle the comms.
Gotcha. I just had a read over this and in the doc was "Being a user component, it runs as a user process in Linux and not RTAI." So I see how it's setup now.
wiki.linuxcnc.org/cgi-bin/wiki.pl?VFD_Modbus
The 6i24 has three headers, but two 7i29s can share one header and flat cable. This gives the possibility of using one of the spare PWM channels to provide a spindle control voltage.
Do you mean route one of the PWM output pins on the other header through a DAC?
Having said that, don't you have a space DC servo output? Why not try running the spindle on that?
Also interesting, I had ruled it out because the output current is lower than the motor's rated input current. Also it has a separately excited field, and I know next to nothing about that type of motor. I suppose I could look into that as well.
However, I think the modbus solution is likely to be the one I choose. I can handle the libmodbus and HAL code. I assumed rigid tapping would unavailable with this approach, and that was a big negative for me. Thanks for clearing that up.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
- Posts: 19875
- Thank you received: 4642
The 6i24 has three headers, but two 7i29s can share one header and flat cable. This gives the possibility of using one of the spare PWM channels to provide a spindle control voltage.
Do you mean route one of the PWM output pins on the other header through a DAC?
Not so much a DAC as a low-pass filter. You could make your own, but this is pretty cheap:
store.mesanet.com/index.php?route=produc...oduct&product_id=205
Each 50-pin connector on the 6i24 can connect to 2x 7i29, ie 4 motors and 4 encoders per header.
If you use this option (which just needs a ribbon cable with 3 connectors on it, and the jumpers on the drives setting accordingly. If you remember the old IDE disk drive cables with master and slave, it is just like that) then you have a full set of spare PWM outputs and encoder inputs on the middle 6i24 header that could be used to control the spindle (and also to read a spindle encoder.
This is the pinout definition file for the SVSS8_8 firmware:
git.linuxcnc.org/gitweb?p=hostmot2-firmw...f8568c80b728818b9a8b
You can see that there are 4 PWM channels and 4 encoder channels per header, for a total of 8 pwms, 8 encoders and 8 smart-serial channels.
Please Log in or Create an account to join the conversation.
- pbrubaker
- Offline
- New Member
-
- Posts: 7
- Thank you received: 0
Please Log in or Create an account to join the conversation.