Retrofit a Fanuc 15 controlled machine
- btvpimill
- Offline
- Senior Member
-

Less
More
- Posts: 63
- Thank you received: 3
30 Jul 2017 13:58 #96680
by btvpimill
Retrofit a Fanuc 15 controlled machine was created by btvpimill
Hi Guys, I have a Kingsbury horizontal mill that I would really like to retrofit.
It actually works, well at least all the parts work, but the control is mad about something and I have not been able to figure it out. It would be way more fun to fit it with LinuxCNC
The first issue is can I use the existing servo stuff. ie the AMPs, motors, and encoders. If not I suppose this will be a show stopper. it has 7 axis (X,Y,Z,B,toolchain,V,W)V and W are rotarys on the pallets. I could live without them if I had too.
I am certain everything works.
Any thoughts about this?
It actually works, well at least all the parts work, but the control is mad about something and I have not been able to figure it out. It would be way more fun to fit it with LinuxCNC
The first issue is can I use the existing servo stuff. ie the AMPs, motors, and encoders. If not I suppose this will be a show stopper. it has 7 axis (X,Y,Z,B,toolchain,V,W)V and W are rotarys on the pallets. I could live without them if I had too.
I am certain everything works.
Any thoughts about this?
Please Log in or Create an account to join the conversation.
- btvpimill
- Offline
- Senior Member
-
Less
More
- Posts: 63
- Thank you received: 3
31 Jul 2017 02:50 - 31 Jul 2017 03:06 #96716
by btvpimill
Replied by btvpimill on topic Retrofit a Fanuc 15 controlled machine
I gather from reading the manual for the servo amp that the control provides PWM outputs to the amp for all 3 phases.So this seems sort of like the control for a BLDC, but not.
SO...
If this is correct, I suppose the challange would be to create or buy *better option) some sort of card to convert analog to the 3 phase PWM and also read the encoders.
Maybe Jon has a card for the encoder reading over at PICO?
attached is the servo amp name plate

SO...
If this is correct, I suppose the challange would be to create or buy *better option) some sort of card to convert analog to the 3 phase PWM and also read the encoders.
Maybe Jon has a card for the encoder reading over at PICO?
attached is the servo amp name plate
Last edit: 31 Jul 2017 03:06 by btvpimill. Reason: added pic
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19886
- Thank you received: 4645
31 Jul 2017 23:21 #96801
by andypugh
Replied by andypugh on topic Retrofit a Fanuc 15 controlled machine
The Mesa cards have a module that outputs 3-phase PWM. See 3ppwmgen:
linuxcnc.org/docs/2.7/html/man/man9/hostmot2.9.html#pwmgen
linuxcnc.org/docs/2.7/html/man/man9/hostmot2.9.html#pwmgen
Please Log in or Create an account to join the conversation.
- btvpimill
- Offline
- Senior Member
-
Less
More
- Posts: 63
- Thank you received: 3
01 Aug 2017 13:54 #96834
by btvpimill
Replied by btvpimill on topic Retrofit a Fanuc 15 controlled machine
Andy that looks promising to be sure. I actually have qty 5 5i25 cards I could put towards this. I also have a 7i77(?) if that is useful.
I can give up on the 2 rotary axis and just have a 4 axis machine with a drive for the tool chain. it uses the same amp.
Each axis has encoder from Fanuc motor (is this really an encoder ?) and a scale for the axis.
Of course there are dozens of I/O but thats the easy part.
My first goal here would be to drive an amp and position the axis where I want it. If I can do it with 1, the rest should be no real challenge. From there I would retrofit the rest of the machine and start the likely long process of getting it running.
SO...
Do you have any suggestions where to start? Does any one know how the PWMx(A,B,C,D,E,F) signals would map to the PWM signals from 3ppwmgen?
Does anyone happen to know the timing needed for the signals or a good place to start? ie dead band, frequency
Does anyone know how to go about reading the encoder signals so the 3ppwngen can decide if the motor has correctly moved?
Wow lots of questions here, Sorry about that just not sure how to go about starting this. I do have a FANUC controlled lathe. I am going to see if it uses the same AMPs, if so maybe I can get timing answers from there for the signals at least.
-Bert
I can give up on the 2 rotary axis and just have a 4 axis machine with a drive for the tool chain. it uses the same amp.
Each axis has encoder from Fanuc motor (is this really an encoder ?) and a scale for the axis.
Of course there are dozens of I/O but thats the easy part.
My first goal here would be to drive an amp and position the axis where I want it. If I can do it with 1, the rest should be no real challenge. From there I would retrofit the rest of the machine and start the likely long process of getting it running.
SO...
Do you have any suggestions where to start? Does any one know how the PWMx(A,B,C,D,E,F) signals would map to the PWM signals from 3ppwmgen?
Does anyone happen to know the timing needed for the signals or a good place to start? ie dead band, frequency
Does anyone know how to go about reading the encoder signals so the 3ppwngen can decide if the motor has correctly moved?
Wow lots of questions here, Sorry about that just not sure how to go about starting this. I do have a FANUC controlled lathe. I am going to see if it uses the same AMPs, if so maybe I can get timing answers from there for the signals at least.
-Bert
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19886
- Thank you received: 4645
01 Aug 2017 14:25 #96836
by andypugh
You probably should also look at what Pico have, they do have some Fanuc-stuff.
If the motors have the 3-bit gray-scale commutation output then the HAL "bldc" component might be useful.
linuxcnc.org/docs/2.7/html/man/man9/bldc.9.html
That can convert gray-scale to rotor-angle, and that can be an input to 3ppwmgen.
Alternatively, for some types of Fanuc absolute encoders there is:
linuxcnc.org/docs/2.7/html/man/man9/hostmot2.9.html#BiSS
Replied by andypugh on topic Retrofit a Fanuc 15 controlled machine
Each axis has encoder from Fanuc motor (is this really an encoder ?) and a scale for the axis.
You probably should also look at what Pico have, they do have some Fanuc-stuff.
If the motors have the 3-bit gray-scale commutation output then the HAL "bldc" component might be useful.
linuxcnc.org/docs/2.7/html/man/man9/bldc.9.html
That can convert gray-scale to rotor-angle, and that can be an input to 3ppwmgen.
Alternatively, for some types of Fanuc absolute encoders there is:
linuxcnc.org/docs/2.7/html/man/man9/hostmot2.9.html#BiSS
Please Log in or Create an account to join the conversation.
- btvpimill
- Offline
- Senior Member
-
Less
More
- Posts: 63
- Thank you received: 3
01 Aug 2017 15:22 #96841
by btvpimill
Replied by btvpimill on topic Retrofit a Fanuc 15 controlled machine
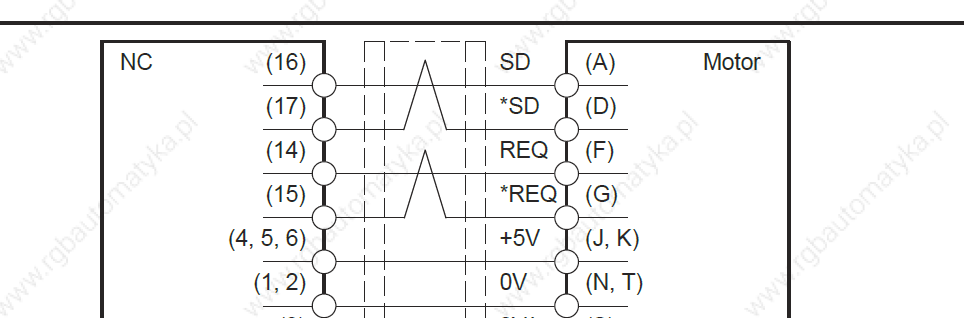
This is the wiring from motor "encoder" to NC. I have no idea what the naming means on these signals.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19886
- Thank you received: 4645
01 Aug 2017 17:01 #96845
by andypugh
Replied by andypugh on topic Retrofit a Fanuc 15 controlled machine
Looks likeBipolar Request and Data, so a serial encoder matching the Hostmot2 function "fabs" (Fanuc Absolute)
github.com/LinuxCNC/linuxcnc/blob/master...hostmot2/pins.c#L273
github.com/LinuxCNC/linuxcnc/blob/master...hostmot2/pins.c#L273
Please Log in or Create an account to join the conversation.
- btvpimill
- Offline
- Senior Member
-
Less
More
- Posts: 63
- Thank you received: 3
01 Aug 2017 19:21 #96855
by btvpimill
Replied by btvpimill on topic Retrofit a Fanuc 15 controlled machine
So Are you telling me I could just connect the right wires to the right pins on a 5i25 and do everything I need to including read the scale? So maybe I could control 2 axis with 1 card , need total of 3 cards for the system (5 drives)?
If this is true, this would be too easy (compared to what I percive in my mind)!!
I get I still have timing to work out, But I did confirm I have the same AMP on my old lathe, so I will get power hooked back up to it and maybe I can do some testing for the timing. Still a few unknown signals in the NC-AMP wire, namely IR, IS, DRDY, and MCON. I know the MCON is like the enable I think for the AMP, the others may be feedback to the NC for faults or something.
If this is true, this would be too easy (compared to what I percive in my mind)!!
I get I still have timing to work out, But I did confirm I have the same AMP on my old lathe, so I will get power hooked back up to it and maybe I can do some testing for the timing. Still a few unknown signals in the NC-AMP wire, namely IR, IS, DRDY, and MCON. I know the MCON is like the enable I think for the AMP, the others may be feedback to the NC for faults or something.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19886
- Thank you received: 4645
01 Aug 2017 20:53 #96862
by andypugh
Well, you would need the right firmware, and I am not sure if that exists.
Maybe not that many. I think that the Fanuc encoders connect via the 7i44, with 8 channels on one port of the 5i25.
That could be 5 drives and 3 smart-serial cards for GPIO.
Then the 3-phase PWM would need either 3 or 6 FPGA pins per drive.
But, you really need a reality check from Mesa on this.
Replied by andypugh on topic Retrofit a Fanuc 15 controlled machine
So Are you telling me I could just connect the right wires to the right pins on a 5i25 and do everything I need to including read the scale?
Well, you would need the right firmware, and I am not sure if that exists.
So maybe I could control 2 axis with 1 card , need total of 3 cards for the system (5 drives)?
Maybe not that many. I think that the Fanuc encoders connect via the 7i44, with 8 channels on one port of the 5i25.
That could be 5 drives and 3 smart-serial cards for GPIO.
Then the 3-phase PWM would need either 3 or 6 FPGA pins per drive.
But, you really need a reality check from Mesa on this.
Please Log in or Create an account to join the conversation.
Time to create page: 0.172 seconds