G code Generator for Mills
- pi.r
- Offline
- Junior Member
-

Less
More
- Posts: 20
- Thank you received: 0
12 Mar 2014 05:24 - 12 Mar 2014 18:58 #44711
by pi.r
Replied by pi.r on topic G code Generator for Mills
Duplicate post removed. See next post
Last edit: 12 Mar 2014 18:58 by pi.r.
Please Log in or Create an account to join the conversation.
- pi.r
- Offline
- Junior Member
-
Less
More
- Posts: 20
- Thank you received: 0
12 Mar 2014 05:27 - 12 Mar 2014 05:55 #44712
by pi.r
Checked 1.7.04. Export to Axis and save to file works perfectly.
Step over issue:
I enter:
The work piece rear edge is positioned at Y0.0mm
The first horizontal cut will be made at Y-3.0mm
With a tool radius = 2.0mm, the cut area will then range from Y-1.0 to Y-5.0, leaving the first mm from the edge untouched, right..?
The left, right and bottom edges will also be cut, leaving 1mm along the outside uncut in the same way.
I expext:
With a 4mm tool and 75% step over, the tool should cut 3mm into the material in each move. So to me that means the first move should be from X-2.0 Y-1.0 to X49 Y-1.0, and so on.
I assume:
X and Y Length corresponds to the size of my work piece to be cut.
I have to admit that I am a complete newbie in CNC and CAM processing and have a lot to learn, so I might very well be completely lost here. But I really believed I had a fairly good grasp of this...
Replied by pi.r on topic G code Generator for Mills
That's nice. I like that. But I think it would be better to get rid of the separate unit setting, and instead just read the "Preamble" field and look for G20/G21. Maybe that's already in your plan...Actually the inch/mm give sane presets lol.
Checked 1.7.04. Export to Axis and save to file works perfectly.
Step over issue:
I enter:
- Tool Diameter: 4mm
- Step over: 75% (or empty)
- X Length: 50mm
- Y Length: 15mm
- X Reference: 0
- Y Reference: 0
- X Start: (empty)
- Y Start: (empty)
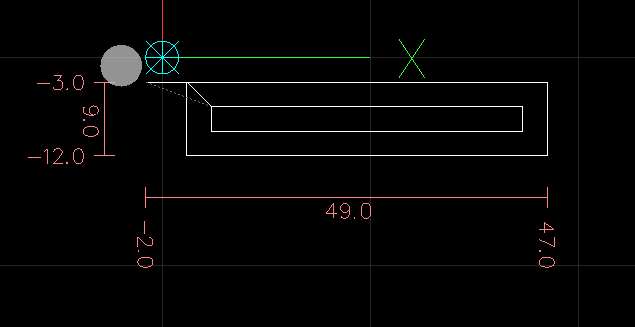
The work piece rear edge is positioned at Y0.0mm
The first horizontal cut will be made at Y-3.0mm
With a tool radius = 2.0mm, the cut area will then range from Y-1.0 to Y-5.0, leaving the first mm from the edge untouched, right..?
The left, right and bottom edges will also be cut, leaving 1mm along the outside uncut in the same way.
I expext:
With a 4mm tool and 75% step over, the tool should cut 3mm into the material in each move. So to me that means the first move should be from X-2.0 Y-1.0 to X49 Y-1.0, and so on.
I assume:
X and Y Length corresponds to the size of my work piece to be cut.
I have to admit that I am a complete newbie in CNC and CAM processing and have a lot to learn, so I might very well be completely lost here. But I really believed I had a fairly good grasp of this...
Last edit: 12 Mar 2014 05:55 by pi.r. Reason: Clarification and misspelling
Please Log in or Create an account to join the conversation.
- pi.r
- Offline
- Junior Member
-
Less
More
- Posts: 20
- Thank you received: 0
12 Mar 2014 05:42 - 12 Mar 2014 05:51 #44713
by pi.r
Replied by pi.r on topic G code Generator for Mills
There are more issues here...
When I tried to shift the start position to where I want it to be with Y Start = -1.0, I got This:
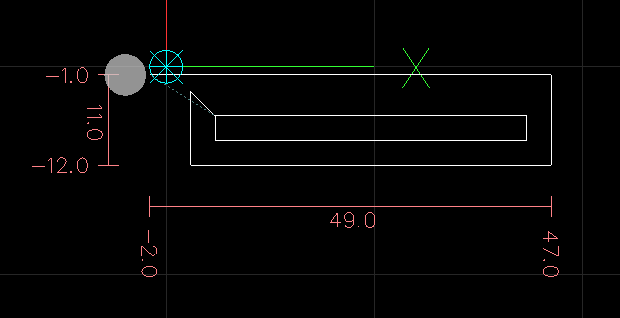
(Same parameters as before, except for Y Start)
Or with more offset: Y Start = 10.0
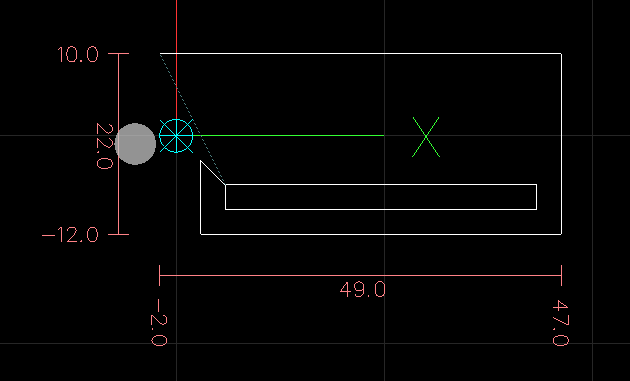
Not what I expected...
When I tried to shift the start position to where I want it to be with Y Start = -1.0, I got This:
(Same parameters as before, except for Y Start)
Or with more offset: Y Start = 10.0
Not what I expected...
Last edit: 12 Mar 2014 05:51 by pi.r. Reason: added 2:nd immage
Please Log in or Create an account to join the conversation.
Time to create page: 0.098 seconds