Siemens NX Postbuilder
- guymalpass
- Offline
- Senior Member
-

- Posts: 48
- Thank you received: 1
I use NX CAM to create all the toolpaths I use but for some reason I can't get it to post a feed rate higher than F10000. In the post builder I have the traversal feed rate set at 20000 but I'm hoping somebody knows of something I've missed. Otherwise is it possible to get linuxcnc to read the F words in m/min rather than mm/min?
Many thanks,
Guy Malpass
Please Log in or Create an account to join the conversation.
- ArcEye
- Offline
- Junior Member
-

- Posts: 22
- Thank you received: 240
Otherwise is it possible to get linuxcnc to read the F words in m/min rather than mm/min?
Linuxcnc works in units per whatever. The only valid units are mm and inch, a metre is just a multiple of a mm as far as it is concerned.
It sounds as though the post-processor is the problem, if your machine is set up to actually move at 20 metres per minute a command of F20000 should work.
It is a floating point value so a 32 bit one can hold +3.4e+38.
The value I think is only limited by the machine capabilities and settings.
regards
Please Log in or Create an account to join the conversation.
- guymalpass
- Offline
- Senior Member
-
- Posts: 48
- Thank you received: 1
Please Log in or Create an account to join the conversation.
- ArcEye
- Offline
- Junior Member
-
- Posts: 22
- Thank you received: 240
You need to change the post processor to output the values correctly, not try to change linuxcnc to work with commands that do not mean what they say.
Most posts are scripts and can be altered.
If that is not possible, you could have a post - post-processor, which will take a F value of only one digit and add 4 zeros to it.
(assuming you have no use for feed rates of 1 - 9 mm/min that is )
Attach your post-processor (assuming it is not some sort of windoze binary) and we can have a look at it to see what can be done.
regards
PS
Having looked at the bumph, there is an editing facility to change the output of the post processor, albeit looks like the post is probably built in
The NX CAM PostBuilder capability enables you to create and edit postprocessors. Using its graphical user interface, you can easily specify parameters for the required NC codes.
If you cannot do it that way, you are back to a post post
Please Log in or Create an account to join the conversation.
- guymalpass
- Offline
- Senior Member
-
- Posts: 48
- Thank you received: 1
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

- Posts: 19875
- Thank you received: 4642
Otherwise is it possible to get linuxcnc to read the F words in m/min rather than mm/min?
In version 2.6 (not released, but easily available on preview) you can re-map G-codes.
So, you could re-map the F-word to multiply the number by 1000.
www.linuxcnc.org/docs/2.6/html/remap/str...p_remappable_codes_a
It's not the easiest possible remap, because you will need a bit of Python to extract the number after the F.
Alternatively, if you have no intention of using imperial units (or are happy to use kilo-inches) you could actually calibrate the whole machine to work in metres. But that would be distances as well as speeds.
The pedant in me likes this idea, as the metre is the base unit.
[Edit]
I just noticed that the "standard glue" python provided as part of remap already does this for you.
So.
REMAP = F prolog=setfeed_prolog ngc=my_feed
Then the my_feed.ngc file just needs to contain F [1000 * #<feed>]
Please Log in or Create an account to join the conversation.
- speedwizard
- Offline
- New Member
-

- Posts: 3
- Thank you received: 0
it's my first post and even this is an old thread the answer would be interesting for everyone working with Siemens NX Postbuilder:
Feedrate limiting in Postbuilder is machine specific and surely can be changed:
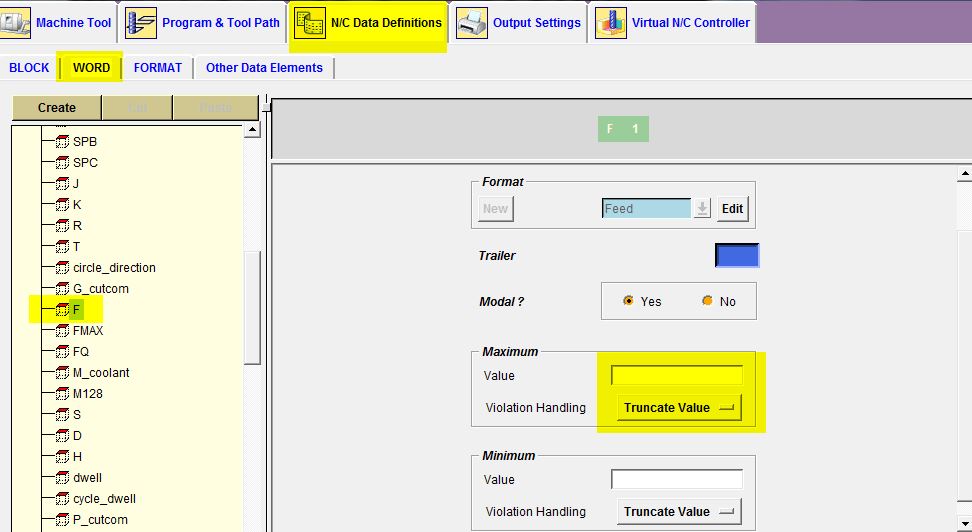
Just go to the N/C DATA Definitions Tab, choose WORD on the left side, search for your Feed-Word e.g. F and change maximum value to nothing. Have a look at the attached file. If there is a maximum feed value, violation handling set to "Truncate Value" will reduce any feed value > maximum value to maximum value.
Hope this helps, Thorsten
Please Log in or Create an account to join the conversation.
- speedwizard
- Offline
- New Member
-
- Posts: 3
- Thank you received: 0
this is my first post and even if it is an old thread it may be interesting for everyone who uses Siemens NX Postbuilder.
Feed limiting is machine specific and surely can be changed:
Go to the "N/C Data Definitions" Tab, choose "WORD" on the left side and search for the feed Word e.g. F. Set the maximum value to 20000 or what ever you want. "Violation handling" set to "Truncate Value" will truncate all feeds > maximum to maximum.
Hope this helps, Thorsten
Please Log in or Create an account to join the conversation.