PLC to Linuxcnc using Panasonic A4 Servos.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 23550
- Thank you received: 5018
05 Feb 2014 23:52 #43586
by andypugh
Replied by andypugh on topic PLC to Linuxcnc using Panasonic A4 Servos.
Hopefully Chris will pop up here, I am afraid I know next-to-nothing about PncConf.
(I tend to write my configs by hand, typically because I am working with unsupported hardware)
(I tend to write my configs by hand, typically because I am working with unsupported hardware)
Please Log in or Create an account to join the conversation.
- Richy
- Offline
- New Member
-

Less
More
- Posts: 11
- Thank you received: 0
06 Feb 2014 10:29 - 06 Feb 2014 10:33 #43595
by Richy
Replied by Richy on topic PLC to Linuxcnc using Panasonic A4 Servos.
This is a previous post by Chris:
original here
If your adventurous:
Pncconf (if installed, not run-in-place) can be found at /usr/bin/pncconf
around line 9370:
if self.pwm:
halrun.write("""sets dac %(output)f\n""" % { 'output': output})
if self.pot:
halrun.write("""sets dac %(output)f\n""" % { 'output': abs(output)})
if output == 0:
halrun.write("sets dir false\n")
halrun.write("sets dir-not false\n")
elif output < 0:
halrun.write("sets dir true\n")
halrun.write("sets dir-not false\n")
else:
halrun.write("sets dir false\n")
halrun.write("sets dir-not true\n")
halrun.flush()
Note the indentation is different at/after 'if output == 0:'.
You need to be sudo to edit this. sudo gedit in a terminal should do it.
Then edit the indentation to be the same.
Then it should work.
Chris M
Could anyone explain what I need to do with the above, perhaps modify the above and paste the correct syntax here so I can copy and paste it into my pncconf. Thanks.
original here
If your adventurous:
Pncconf (if installed, not run-in-place) can be found at /usr/bin/pncconf
around line 9370:
if self.pwm:
halrun.write("""sets dac %(output)f\n""" % { 'output': output})
if self.pot:
halrun.write("""sets dac %(output)f\n""" % { 'output': abs(output)})
if output == 0:
halrun.write("sets dir false\n")
halrun.write("sets dir-not false\n")
elif output < 0:
halrun.write("sets dir true\n")
halrun.write("sets dir-not false\n")
else:
halrun.write("sets dir false\n")
halrun.write("sets dir-not true\n")
halrun.flush()
Note the indentation is different at/after 'if output == 0:'.
You need to be sudo to edit this. sudo gedit in a terminal should do it.
Then edit the indentation to be the same.
Then it should work.
Chris M
Could anyone explain what I need to do with the above, perhaps modify the above and paste the correct syntax here so I can copy and paste it into my pncconf. Thanks.
Last edit: 06 Feb 2014 10:33 by Richy.
Please Log in or Create an account to join the conversation.
- Richy
- Offline
- New Member
-
Less
More
- Posts: 11
- Thank you received: 0
06 Feb 2014 14:35 #43597
by Richy
Replied by Richy on topic PLC to Linuxcnc using Panasonic A4 Servos.
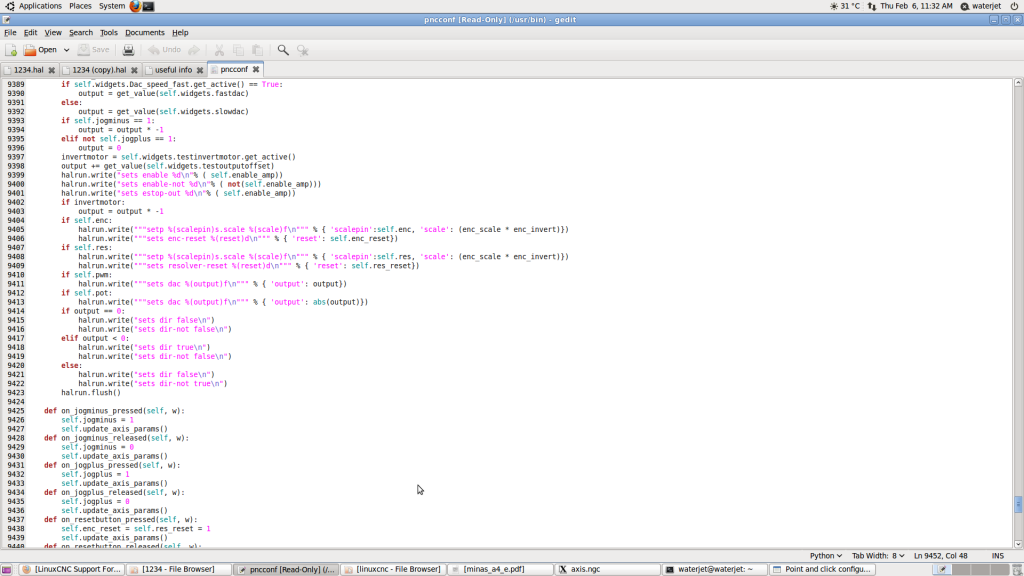
heres my pncconf screenshot.......the area I tried to fix the indentation of is halfway down...
Please Log in or Create an account to join the conversation.
- Richy
- Offline
- New Member
-
Less
More
- Posts: 11
- Thank you received: 0
06 Feb 2014 21:51 - 06 Feb 2014 21:52 #43606
by Richy
Replied by Richy on topic PLC to Linuxcnc using Panasonic A4 Servos.
Not to worry Andy. Gonna stop using pncconf now and just manually edit the hal and ini file.
I moved this pc and mesa stuff from the test bench and hooked it up to the machine today. Soldered up new patch leads from drives to 7i77 these leads covered the encoders output from the drives and the +-10v and enables.
Manually turning some leadscrews showed the encoder counts were reversed in a couple of axis, fixed this by adding a - sign in front of encoder scale.
Machine jogs all axis smoothly but slowly,, with no following errors, I put ferror and min ferror at 1 and changed P from one to 6, as per another post somewhere else on the forum.
Something confuses me a little bit, according to the panasonic manual, the encoders are 2500/r. But to get the machine to jog 5mm I had to set the encoder scale at 250. I didn't find any evidence of any electronic gear ratio in place, the cog/gear ratio was set 1:1 etc.
I had expected to set the encoder scale to 10000.....2500x4 ...with the encoder scale set at 10,000 when i set axis to jog 5mm, the machine moved practially nowhere and axis DRO on screen moved a fraction of what I expected. The leadscrew pitch is set correctly at 10mm. MMMMmmmm oh well, tomorrows another day and another chance to fiddle with a load of settings and see what happens.
I moved this pc and mesa stuff from the test bench and hooked it up to the machine today. Soldered up new patch leads from drives to 7i77 these leads covered the encoders output from the drives and the +-10v and enables.
Manually turning some leadscrews showed the encoder counts were reversed in a couple of axis, fixed this by adding a - sign in front of encoder scale.
Machine jogs all axis smoothly but slowly,, with no following errors, I put ferror and min ferror at 1 and changed P from one to 6, as per another post somewhere else on the forum.
Something confuses me a little bit, according to the panasonic manual, the encoders are 2500/r. But to get the machine to jog 5mm I had to set the encoder scale at 250. I didn't find any evidence of any electronic gear ratio in place, the cog/gear ratio was set 1:1 etc.
I had expected to set the encoder scale to 10000.....2500x4 ...with the encoder scale set at 10,000 when i set axis to jog 5mm, the machine moved practially nowhere and axis DRO on screen moved a fraction of what I expected. The leadscrew pitch is set correctly at 10mm. MMMMmmmm oh well, tomorrows another day and another chance to fiddle with a load of settings and see what happens.
Last edit: 06 Feb 2014 21:52 by Richy.
Please Log in or Create an account to join the conversation.
Moderators: cmorley
Time to create page: 0.233 seconds