- Configuring LinuxCNC
- Configuration Tools
- PnCConf Wizard
- How to completely disable PID on a MESA 5i25 / 7i76 setup...
How to completely disable PID on a MESA 5i25 / 7i76 setup...
- Jan Weber
-
 Topic Author
Topic Author
- Offline
- New Member
-

Less
More
- Posts: 8
- Thank you received: 0
20 Sep 2017 15:31 #99165
by Jan Weber
How to completely disable PID on a MESA 5i25 / 7i76 setup... was created by Jan Weber
Hi everyone,
I try to set up a LinuxCNC retrofit of a Deckel FP2NC CNC mill. I use drivers with internal closed loop. The encoders are connected to the drivers (Benezan Speedcube).
I am looking for the correct settings of the PID parameters in the pncconf wizard.
Is it possible to completely disable the internal closed Loop of the LinuxCNC software?
Jan
I try to set up a LinuxCNC retrofit of a Deckel FP2NC CNC mill. I use drivers with internal closed loop. The encoders are connected to the drivers (Benezan Speedcube).
I am looking for the correct settings of the PID parameters in the pncconf wizard.
Is it possible to completely disable the internal closed Loop of the LinuxCNC software?
Jan
Please Log in or Create an account to join the conversation.
- PCW
-

- Away
- Moderator
-

Less
More
- Posts: 17997
- Thank you received: 5284
20 Sep 2017 15:42 #99166
by PCW
Replied by PCW on topic How to completely disable PID on a MESA 5i25 / 7i76 setup...
No, the stepgen uses PID to correct for small timing differences in the hardware and LinuxCNC
If you are not closing the loop back to LinuxCNC (via encoders feedback to LinuxCNC)
then the PID settings are preset correctly (FF1=1.00, P = 1000, everything else = 0)
If you are not closing the loop back to LinuxCNC (via encoders feedback to LinuxCNC)
then the PID settings are preset correctly (FF1=1.00, P = 1000, everything else = 0)
Please Log in or Create an account to join the conversation.
- Jan Weber
-
Topic Author
- Offline
- New Member
-
Less
More
- Posts: 8
- Thank you received: 0
20 Sep 2017 18:35 #99170
by Jan Weber
Replied by Jan Weber on topic How to completely disable PID on a MESA 5i25 / 7i76 setup...
Thanks a lot for your quick response. I will try the settings as soon as I am back home in the workshop.
Jan
Jan
Please Log in or Create an account to join the conversation.
- scubawarm
-

- Offline
- Premium Member
-

Less
More
- Posts: 96
- Thank you received: 2
23 Sep 2017 10:49 #99318
by scubawarm
Replied by scubawarm on topic How to completely disable PID on a MESA 5i25 / 7i76 setup...
I got confused in this exchange. As I believe I'm in the same situation, and have wondering the same thing.
Jan said the encoders are connected to the drivers.
Is that not the same as "If you are not closing the loop back to LinuxCNC (via encoders feedback to LinuxCNC)"
Coming up with the parameters and thus double loop correction has me lost.
Jan said the encoders are connected to the drivers.
Is that not the same as "If you are not closing the loop back to LinuxCNC (via encoders feedback to LinuxCNC)"
Coming up with the parameters and thus double loop correction has me lost.
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17997
- Thank you received: 5284
23 Sep 2017 14:30 #99338
by PCW
Replied by PCW on topic How to completely disable PID on a MESA 5i25 / 7i76 setup...
In the step/direction configuration, there is no need to come up with
PID parameters (pncconf's default parameters are fine), and there is
no double loop (there is no external feedback coming to LinuxCNC)
Only in the rather special case where you have step/direction drives and have encoder
feedback to LinuxCNC need the PID loop be tuned
PID parameters (pncconf's default parameters are fine), and there is
no double loop (there is no external feedback coming to LinuxCNC)
Only in the rather special case where you have step/direction drives and have encoder
feedback to LinuxCNC need the PID loop be tuned
Please Log in or Create an account to join the conversation.
- Jan Weber
-
Topic Author
- Offline
- New Member
-
Less
More
- Posts: 8
- Thank you received: 0
23 Oct 2017 20:05 #100693
by Jan Weber
Replied by Jan Weber on topic How to completely disable PID on a MESA 5i25 / 7i76 setup...
I still had Problems with my MESA-Setup, because it looked like I didn´t disable the PID-controller.
The reason for my servo-drivers showing error as soon as the motors startet moving was something else:
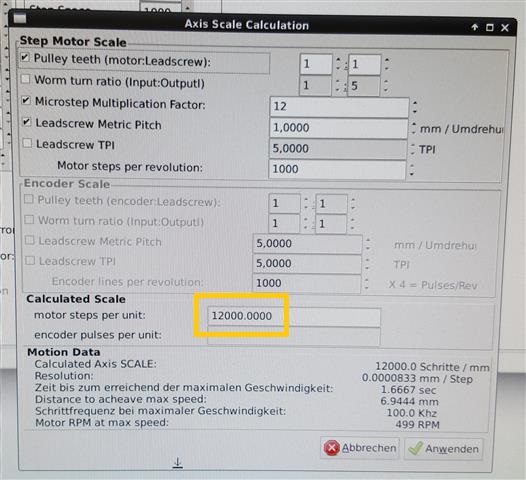
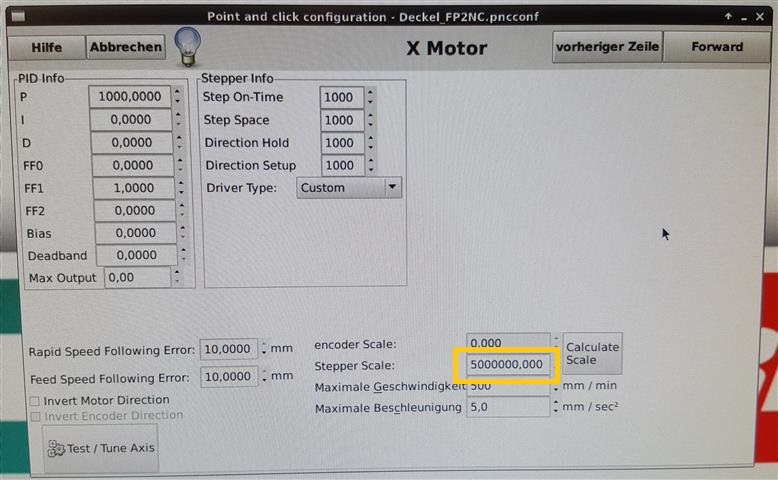
The scale calculation of the stepconf-wizard is obviously faulty. I entered my data in the fields so the result should be 12.000 steps per revolution for my test setup.
The wizard enters a value of 5.000.000 in the .ini-file as the steper scale. This is why the motors start moving with acceleration parameters far beyond the possible limits.
Can someone crosscheck this with his machine?
Jan
The reason for my servo-drivers showing error as soon as the motors startet moving was something else:
The scale calculation of the stepconf-wizard is obviously faulty. I entered my data in the fields so the result should be 12.000 steps per revolution for my test setup.
The wizard enters a value of 5.000.000 in the .ini-file as the steper scale. This is why the motors start moving with acceleration parameters far beyond the possible limits.
Can someone crosscheck this with his machine?
Jan
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17997
- Thank you received: 5284
24 Oct 2017 03:53 #100715
by PCW
Replied by PCW on topic How to completely disable PID on a MESA 5i25 / 7i76 setup...
The scale calculation pop-up works on my system (LinuxCNC 2.7.11)
It both calculates the proper value (12000) and transfers it to the main screen
if I hit the apply button in the popup.
It both calculates the proper value (12000) and transfers it to the main screen
if I hit the apply button in the popup.
Please Log in or Create an account to join the conversation.
- Ferdl
- Offline
- New Member
-
Less
More
- Posts: 6
- Thank you received: 0
10 Feb 2019 07:44 #126130
by Ferdl
Replied by Ferdl on topic How to completely disable PID on a MESA 5i25 / 7i76 setup...
Hi Jan,
this is a bug in the PncConf Wizard. I had the same problem the last days if I enter my values into the wizard the saved calculation was a mess. The reason is if you linux cnc installation has german language setting. The wizard can not work with the differenze between dot "." and comma ",".
I changed my language to english and the problem was gone.
I'm not sure where I can report this? I think this problem occurred many times if the user setup an german language.
Have fun
Ferdl
this is a bug in the PncConf Wizard. I had the same problem the last days if I enter my values into the wizard the saved calculation was a mess. The reason is if you linux cnc installation has german language setting. The wizard can not work with the differenze between dot "." and comma ",".
I changed my language to english and the problem was gone.
I'm not sure where I can report this? I think this problem occurred many times if the user setup an german language.
Have fun
Ferdl
Please Log in or Create an account to join the conversation.
- cmorley
- Away
- Moderator
-
Less
More
- Posts: 7344
- Thank you received: 2165
10 Feb 2019 23:43 #126182
by cmorley
Replied by cmorley on topic How to completely disable PID on a MESA 5i25 / 7i76 setup...
What version of linuxcnc are you using? There has been some work on this problem not sure if it's released yet though.
Chris M
Chris M
Please Log in or Create an account to join the conversation.
Moderators: cmorley
- Configuring LinuxCNC
- Configuration Tools
- PnCConf Wizard
- How to completely disable PID on a MESA 5i25 / 7i76 setup...
Time to create page: 0.123 seconds