- Configuring LinuxCNC
- Configuration Tools
- PnCConf Wizard
- PNCConf 2.90-pre0-3629g4fb5248dd (~03/03/2021) --- bug? (sorted)
PNCConf 2.90-pre0-3629g4fb5248dd (~03/03/2021) --- bug? (sorted)
- robertspark
- Offline
- Platinum Member
-

Less
More
- Posts: 915
- Thank you received: 216
03 Mar 2021 20:55 - 04 Mar 2021 07:58 #200940
by robertspark
PNCConf 2.90-pre0-3629g4fb5248dd (~03/03/2021) --- bug? (sorted) was created by robertspark
Could someone please check something for me
Could you simply create a new profile with the PNCConf tool (simple + fast mill) using axis / anything really.
load it and see if it is very slow.
I found that :
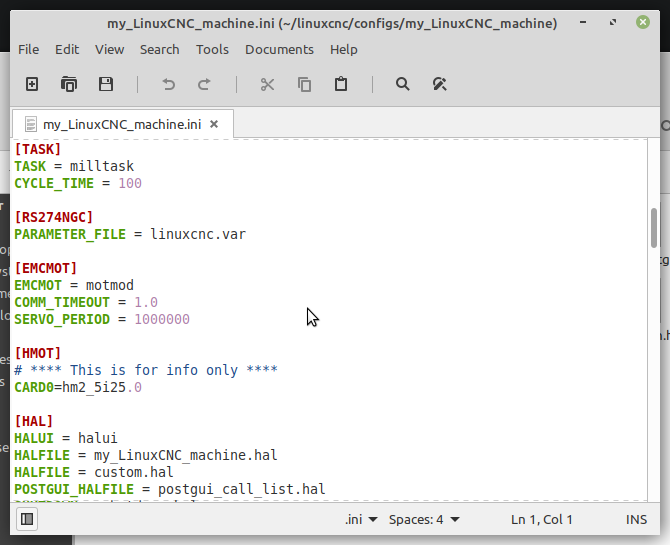
[TASK]
TASK = milltask
CYCLE_TIME = 100
was set
I believe
CYCLE_TIME = 0.010
should be the more correct number as it is measured in seconds
(I have done a lot of installs and reinstals from a clean LCNC iso + update to master via buildbot)
I hate calling "bug" but something went wrong for me and LCNC GUI's (I tried a few via pncConf) were very very slow... I thought I'd changed the wrong settings in the bios or something.... then changed Cycle_Time = 0.010 and all is happy now.
{note I had no problems with the QTPlasmaC sim I loaded just to test and headscratch).
I did ask for "Commanded" position and not "actual".... that was the only other chane I did on the GUI / Axis screenset in PNCConf
Could you simply create a new profile with the PNCConf tool (simple + fast mill) using axis / anything really.
load it and see if it is very slow.
I found that :
[TASK]
TASK = milltask
CYCLE_TIME = 100
was set
I believe
CYCLE_TIME = 0.010
should be the more correct number as it is measured in seconds
(I have done a lot of installs and reinstals from a clean LCNC iso + update to master via buildbot)
I hate calling "bug" but something went wrong for me and LCNC GUI's (I tried a few via pncConf) were very very slow... I thought I'd changed the wrong settings in the bios or something.... then changed Cycle_Time = 0.010 and all is happy now.
{note I had no problems with the QTPlasmaC sim I loaded just to test and headscratch).
I did ask for "Commanded" position and not "actual".... that was the only other chane I did on the GUI / Axis screenset in PNCConf
Last edit: 04 Mar 2021 07:58 by robertspark. Reason: resolved
Please Log in or Create an account to join the conversation.
- PCW
-

- Away
- Moderator
-

Less
More
- Posts: 17978
- Thank you received: 5277
03 Mar 2021 22:47 #200952
by PCW
Replied by PCW on topic PNCConf 2.90-pre0-3629g4fb5248dd (~03/03/2021) --- bug? (sorted)
That's interesting had another customer complain about a similar issue,
must be that pncconf and Axis? GUI don't agree on units
The change to ms was done here
github.com/LinuxCNC/linuxcnc/commit/8f2e...0164df7677d5857f0d8e
must be that pncconf and Axis? GUI don't agree on units
The change to ms was done here
github.com/LinuxCNC/linuxcnc/commit/8f2e...0164df7677d5857f0d8e
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
04 Mar 2021 00:10 #200966
by andypugh
Replied by andypugh on topic PNCConf 2.90-pre0-3629g4fb5248dd (~03/03/2021) --- bug? (sorted)
A more instructive commit:
github.com/LinuxCNC/linuxcnc/commit/9bd5...b9f31bad0c6d967654a7
Axis should now make a reasonable choice about whether the number is seconds or mS.
(This is useful when switching GUIs)
github.com/LinuxCNC/linuxcnc/commit/9bd5...b9f31bad0c6d967654a7
Axis should now make a reasonable choice about whether the number is seconds or mS.
(This is useful when switching GUIs)
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-
Less
More
- Posts: 21725
- Thank you received: 7424
04 Mar 2021 00:16 #200968
by tommylight
Replied by tommylight on topic PNCConf 2.90-pre0-3629g4fb5248dd (~03/03/2021) --- bug? (sorted)
Latest 2.9/Master build, the TASK has it set to 100:
While EMCIO has it set at 0.1
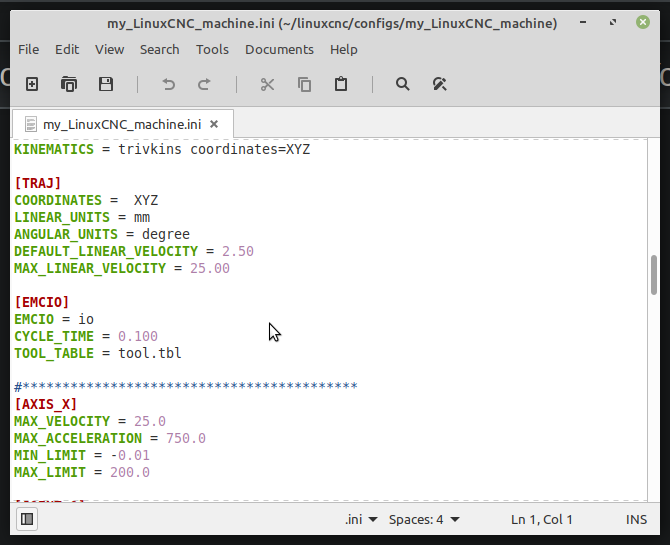
While EMCIO has it set at 0.1
Attachments:
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-
Less
More
- Posts: 7340
- Thank you received: 2163
04 Mar 2021 02:13 #200981
by cmorley
Replied by cmorley on topic PNCConf 2.90-pre0-3629g4fb5248dd (~03/03/2021) --- bug? (sorted)
sorry about that guys - thanks for the hint. should be fixed now.
Chris
Chris
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- robertspark
- Offline
- Platinum Member
-
Less
More
- Posts: 915
- Thank you received: 216
04 Mar 2021 06:37 #200995
by robertspark
Replied by robertspark on topic PNCConf 2.90-pre0-3629g4fb5248dd (~03/03/2021) --- bug? (sorted)
thanks all, thought I was going mad (wondering what or how I broke things)
note, I had the same problem when I created a Gmoccapy GUI first with the config, then created an axis and a at dragon screenset with the same Pncconf. file just changing the GUI
I then formatted the drive and put a new lcnc install from buster iso 2.8, upgraded to master via buildbot.
created a new Pncconf with axis first (as axis always worked fine previous) and it was unresponsive too..... then went investigating the hal / ini file settings and found the 100 .... changed it to 0.010 and everything worked fine creating axis, Gmoccapy guis
glad I was able to help as I'm sure it may have confused others.
+ glad someone was able to work out what I was waffling on about and work out the potential problems / where the issue was.
note, I had the same problem when I created a Gmoccapy GUI first with the config, then created an axis and a at dragon screenset with the same Pncconf. file just changing the GUI
I then formatted the drive and put a new lcnc install from buster iso 2.8, upgraded to master via buildbot.
created a new Pncconf with axis first (as axis always worked fine previous) and it was unresponsive too..... then went investigating the hal / ini file settings and found the 100 .... changed it to 0.010 and everything worked fine creating axis, Gmoccapy guis
glad I was able to help as I'm sure it may have confused others.
+ glad someone was able to work out what I was waffling on about and work out the potential problems / where the issue was.
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-
Less
More
- Posts: 7340
- Thank you received: 2163
04 Mar 2021 13:36 #201020
by cmorley
Replied by cmorley on topic PNCConf 2.90-pre0-3629g4fb5248dd (~03/03/2021) --- bug? (sorted)
What a mess I made  unfortunate- we were trying to make it easier to switch between screens. I just didn't read my code closely enough. This affected Stepconf too - fixed as well.
unfortunate- we were trying to make it easier to switch between screens. I just didn't read my code closely enough. This affected Stepconf too - fixed as well.
unfortunate- we were trying to make it easier to switch between screens. I just didn't read my code closely enough. This affected Stepconf too - fixed as well.
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
Moderators: cmorley
- Configuring LinuxCNC
- Configuration Tools
- PnCConf Wizard
- PNCConf 2.90-pre0-3629g4fb5248dd (~03/03/2021) --- bug? (sorted)
Time to create page: 0.157 seconds