Gerber 408 retrofit
- MKMII
- Offline
- New Member
-

Less
More
- Posts: 3
- Thank you received: 0
27 Sep 2022 01:20 #252818
by MKMII
Gerber 408 retrofit was created by MKMII
Hello,
I am working on retrofitting a late 90's Gerber Sabre 408 with LinuxCNC. The PC that was running Gerbers proprietary software finally died so I decided to move to LinuxCNC.
My setup:
Mesa 7i96s
3x Gecko G320x servo drives
Original servo motors (Parker RX320ER1026)
Original Encoders (Renco 324599-03)
I got the software loaded, rewired everything (Gerber didn't make this part easy), Got the VFD changed to take a 0-10v signal, etc.
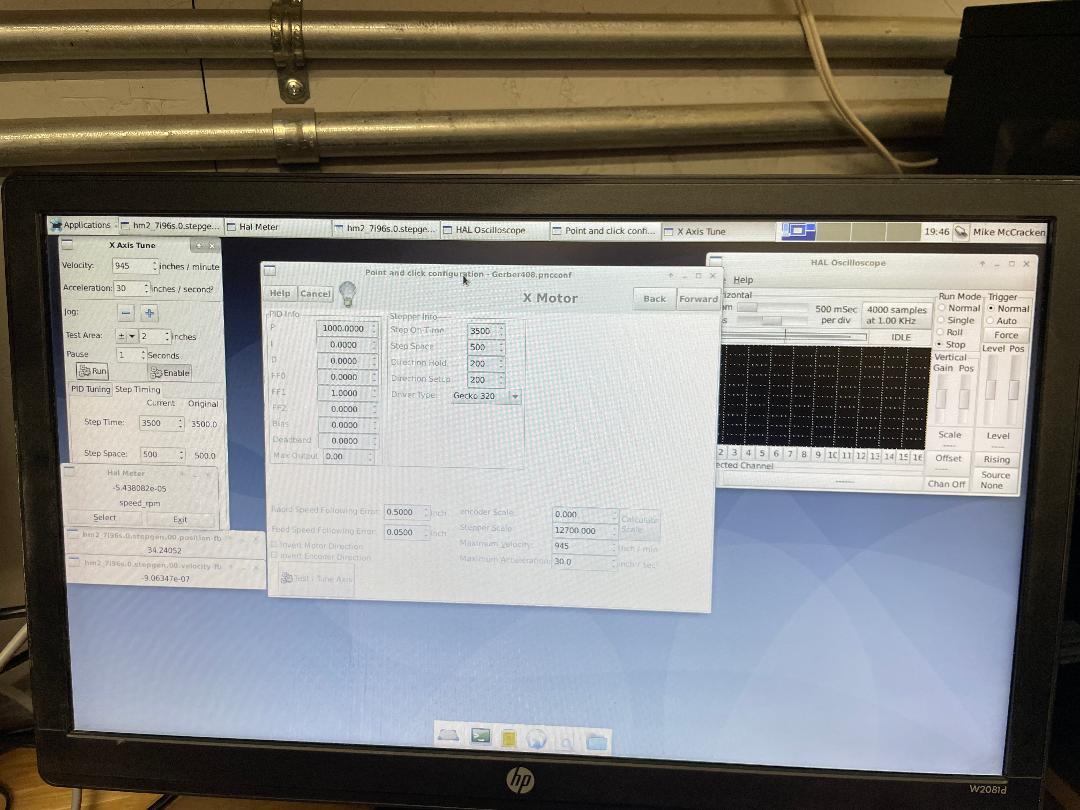
Where I am stuck is on the X, Y, Z configuration. Originally I used the Gecko 320 configuration from the drop down in the pncconf because I fugured that the "x" shouldn't change much. There was motion but not the distance I expected. Then I found the settings for the G320X and that provides no motion of the motors. This is my first build and I feel so lost when it comes to setting up the servos. I have no clue what the encoder counts are, how many steps per revolution, etc.
Any help on dip switch / software settings on this would be much appreciated.
I am working on retrofitting a late 90's Gerber Sabre 408 with LinuxCNC. The PC that was running Gerbers proprietary software finally died so I decided to move to LinuxCNC.
My setup:
Mesa 7i96s
3x Gecko G320x servo drives
Original servo motors (Parker RX320ER1026)
Original Encoders (Renco 324599-03)
I got the software loaded, rewired everything (Gerber didn't make this part easy), Got the VFD changed to take a 0-10v signal, etc.
Where I am stuck is on the X, Y, Z configuration. Originally I used the Gecko 320 configuration from the drop down in the pncconf because I fugured that the "x" shouldn't change much. There was motion but not the distance I expected. Then I found the settings for the G320X and that provides no motion of the motors. This is my first build and I feel so lost when it comes to setting up the servos. I have no clue what the encoder counts are, how many steps per revolution, etc.
Any help on dip switch / software settings on this would be much appreciated.
Attachments:
Please Log in or Create an account to join the conversation.
- PCW
-

- Offline
- Moderator
-

Less
More
- Posts: 17940
- Thank you received: 5255
27 Sep 2022 02:24 #252822
by PCW
Replied by PCW on topic Gerber 408 retrofit
One thing to remember on step length settings is that the manufacturers numbers are
_minimum_ values so these should not be used in a real system. Unless it interferes
with the maximum speed, I would start with values double the manufacturers minimums.
As far as scaling goes, if you know the ball screw pitch, the number of steps per turn
and any gearing between the motor and the ball screw, this can be calculated. If you dont have this information you can determine it with successive approximation (as long as you have good measuring tools)
_minimum_ values so these should not be used in a real system. Unless it interferes
with the maximum speed, I would start with values double the manufacturers minimums.
As far as scaling goes, if you know the ball screw pitch, the number of steps per turn
and any gearing between the motor and the ball screw, this can be calculated. If you dont have this information you can determine it with successive approximation (as long as you have good measuring tools)
Please Log in or Create an account to join the conversation.
- MKMII
- Offline
- New Member
-
Less
More
- Posts: 3
- Thank you received: 0
27 Sep 2022 02:37 #252825
by MKMII
Replied by MKMII on topic Gerber 408 retrofit
So, if I understand correctly, the step on time, step space, direction hold, direction space should be doubled as a starting point?
I found this info online and believe that it may be accurate:
for the X, and Y axis which should allow me to calculate my scaling.
servo encoder counts per revolution: 4000
Servo teeth: 28
Lead screw teeth: 70
Pitch: 20mm
counts per mm: 500
I found this info online and believe that it may be accurate:
for the X, and Y axis which should allow me to calculate my scaling.
servo encoder counts per revolution: 4000
Servo teeth: 28
Lead screw teeth: 70
Pitch: 20mm
counts per mm: 500
Please Log in or Create an account to join the conversation.
- SkyMoCo
- Offline
- Junior Member
-

Less
More
- Posts: 32
- Thank you received: 4
13 Mar 2023 17:39 #266577
by SkyMoCo
Replied by SkyMoCo on topic Gerber 408 retrofit
I am looking at doing the same. Did you get this working?
Please Log in or Create an account to join the conversation.
- MKMII
- Offline
- New Member
-
Less
More
- Posts: 3
- Thank you received: 0
13 Mar 2023 17:47 #266578
by MKMII
Replied by MKMII on topic Gerber 408 retrofit
Yes, I have the machine up and running. Being the first CNC retrofit it was a bit of a challenge. I started with using the original motors and gecko drives. I was not successful at tuning the servos so l scrapped that idea and went with new stepper motors and drives. I had to make room for the new motors but maybe I could have gone with a size smaller. I can post some pictures later of what I did to make it work. I’m no expert, and im sure everything isn’t proper but it was definitely a learning experience.
Please Log in or Create an account to join the conversation.
- SkyMoCo
- Offline
- Junior Member
-
Less
More
- Posts: 32
- Thank you received: 4
13 Mar 2023 17:51 #266579
by SkyMoCo
Replied by SkyMoCo on topic Gerber 408 retrofit
Pictures would be great. What drives did you go with? Something like the the Teknic? Are they standard Nema 34's?
Please Log in or Create an account to join the conversation.
- gerb
- Offline
- New Member
-
Less
More
- Posts: 1
- Thank you received: 0
30 Mar 2023 06:02 #267888
by gerb
Replied by gerb on topic Gerber 408 retrofit
Hi Guys,
Retrofiting a 408 Gerber as well.
Starting from scratch, pre-itch really, as I'm without a pc.
Aiming for Mesa FPGA setup.
A Fanuc om-d controlled CNC Mill is used for aluminum machining at the shop and hoping to get this router up to speed to pick up the load.
Any advice is welcome, specially where to start and what to focus on, to get this ball rolling.
Looking forward to any replies
Cheers,
Retrofiting a 408 Gerber as well.
Starting from scratch, pre-itch really, as I'm without a pc.
Aiming for Mesa FPGA setup.
A Fanuc om-d controlled CNC Mill is used for aluminum machining at the shop and hoping to get this router up to speed to pick up the load.
Any advice is welcome, specially where to start and what to focus on, to get this ball rolling.
Looking forward to any replies
Cheers,
Please Log in or Create an account to join the conversation.
- fdarling
- Offline
- Junior Member
-
Less
More
- Posts: 21
- Thank you received: 14
30 Mar 2023 15:30 #267920
by fdarling
Replied by fdarling on topic Gerber 408 retrofit
I have retrofit two Gerber Sabre 408's with LinuxCNC, and plan on retrofitting at least one more in the near future. I use Mesa cards and custom adapter PCBs mounted onto a plate that becomes a bolt-in replacement for the original Gerber motherboard in the top of the electrical cabinet.
Here is a video of the first machine I did (it has an after-market ISO30 ATC spindle):
Gerber Sabre 408 retrofit with LinuxCNC 3D routing foam
If your original setup had the "high frequency spindle" option, then you have a Perske (non-ATC) or Colombo (ATC) spindle with a Saftronics/Yaskawa VFD in it's own electrical box. This box is controlled by two signals: a relay to turn the spindle on, and Modbus over RS-232 (not RS-485!) to control the spindle speed.
If you have a "dumb" 120V router (like a Porter Cable, etc.) hooked to the outlet on the side of the Z axis, then your spindle is controlled by a relay within the main electrical cabinet. (None of our machines are like this.)
My current setup provides access to the following:
If you are interested in buying a retrofit kit from me, please private message me.
--Forest
Here is a video of the first machine I did (it has an after-market ISO30 ATC spindle):
Gerber Sabre 408 retrofit with LinuxCNC 3D routing foam
If your original setup had the "high frequency spindle" option, then you have a Perske (non-ATC) or Colombo (ATC) spindle with a Saftronics/Yaskawa VFD in it's own electrical box. This box is controlled by two signals: a relay to turn the spindle on, and Modbus over RS-232 (not RS-485!) to control the spindle speed.
If you have a "dumb" 120V router (like a Porter Cable, etc.) hooked to the outlet on the side of the Z axis, then your spindle is controlled by a relay within the main electrical cabinet. (None of our machines are like this.)
My current setup provides access to the following:
- encoder feedback from the servo encoders
- analog torque / enable signals to torque-mode brushed DC servo drives
- limit/home switches
- +5V & +24V power from the motherboard power connector
- controlling the "high frequency spindle" electrical cabinet via Modbus
- respecting the physical E-stop buttons on the machine itself
- no pendant support (the original pendant was proprietary with a brain of it's own)
- controlling the 120V "dumb" spindle electrical outlet on the side of the Z axis
- controlling the 120V vacuum electrical outlet on the electrical cabinet (for dust collection?)
- listening to the optional auxiliary sensors on the side of the Z axis (does anyone ever use them? Our machines just have hole plugs and no connectors...)
If you are interested in buying a retrofit kit from me, please private message me.
--Forest
The following user(s) said Thank You: Salted-Pork_
Please Log in or Create an account to join the conversation.
- Ajvr
- Offline
- New Member
-
Less
More
- Posts: 1
- Thank you received: 0
13 Aug 2023 21:41 #277881
by Ajvr
Replied by Ajvr on topic Gerber 408 retrofit
Has anyone else made progress on this recently?
Am looking to do the same but am new to CNC controllers and finding it hard to judge the overall cost
Am looking to do the same but am new to CNC controllers and finding it hard to judge the overall cost
Please Log in or Create an account to join the conversation.
- fdarling
- Offline
- Junior Member
-
Less
More
- Posts: 21
- Thank you received: 14
13 Aug 2023 22:05 #277884
by fdarling
I expect to have prototypes within a month, I'll keep you all posted.
Replied by fdarling on topic Gerber 408 retrofit
I am actively working on a monolithic motherboard replacement, attached is a photo of the physical form factor. I am 90% done with the schematic, and then will knock out the trace/component layout on the board. The motherboard is huge (14x17") so there aren't space issues thankfully.Has anyone else made progress on this recently?
Am looking to do the same but am new to CNC controllers and finding it hard to judge the overall cost
I expect to have prototypes within a month, I'll keep you all posted.
The following user(s) said Thank You: tommylight, SkyMoCo
Please Log in or Create an account to join the conversation.
Moderators: cmorley
Time to create page: 0.190 seconds