Overriding feed rate in a subroutine
- DaBit
- Offline
- Elite Member
-

- Posts: 203
- Thank you received: 19
For some repeating tasks I prefer to write a subroutine and call that either from a GUI, MDI or a small piece of G-code.
I also like to pass as little parameters as possible to the subroutines. For example: a 'mill circular hole' subroutine usually only needs diameter and depth; the current coordinates, tool radius, etc. are all accessible though numbered parameters (#5000-#5601). Feed rate, spindle speed, etc. should be aready set just like you do for a G1 move or canned cycle for example.
But sometimes I would like to temporarily reduce or increase feedrate in a subroutine. Sharp corners, a plunge move, a finish pass, etcetera.
Is there a method to alter the current set feedrate? Either by changing it percentually, or by accessing the current feed rate, doing the math, and executing an F #<NewFeedRate> command?
Please Log in or Create an account to join the conversation.
- ArcEye
- Offline
- Junior Member
-

- Posts: 22
- Thank you received: 240
If you use the master (not sure how much has migrated down to 2.5)
see www.linuxcnc.org/docs/devel/html/gcode/o...ub:system-parameters
eg. F[#<_feed> * 0.8] would reduce by 20%
regards
Please Log in or Create an account to join the conversation.
- BigJohnT
-

- Offline
- Administrator
-

- Posts: 3990
- Thank you received: 994
JT
Please Log in or Create an account to join the conversation.
- DaBit
- Offline
- Elite Member
-
- Posts: 203
- Thank you received: 19
Hi
If you use the master (not sure how much has migrated down to 2.5)
This is exactly what I need.
")
But unfortunately running an F1234 followed by (debug, #<_feed>) in the MDI window of axis 2.5.3 results in '######'. So I suppose it is not supported in 2.5
Is there a guide on how to 'use the master'? And is it stable enough to run a hobby machine? I do not mind a glitch here and there, but endmills and stock material still cost money.
[edit]
Just found this: wiki.linuxcnc.org/cgi-bin/wiki.pl?Installing_LinuxCNC
Might be the answer to the previous question
[/edit]
[edit2]
I compiled 2.6.0~pre in a local VirtualBox session, and f1234 followed by (debug, #<_feed>) in MDI results in ' 1234.0'. Yay!
Might want to do that on the machine control PC too...
[/edit2]
If your using Axis just move the Feed Override slider or press help to see the keyboard shortcuts.
I am aware of that slider and it' s associated shortcut keys, but I want to do this from within an O-word subroutine.
Please Log in or Create an account to join the conversation.
- ArcEye
- Offline
- Junior Member
-
- Posts: 22
- Thank you received: 240
Looks like you got there
Is there a guide on how to 'use the master'? And is it stable enough to run a hobby machine? I do not mind a glitch here and there, but endmills and stock material still cost money.
If you download the master as a snapshot release from buildbot, rather than the current git repo, you should get a pretty stable build.
I use it all the time, unless trying to answer a query specific to 2.5.x and have no problems.
Make sure you use the docs at
www.linuxcnc.org/docs/devel/html
and you should have all the correct info for the various changes
regards
Please Log in or Create an account to join the conversation.
- DaBit
- Offline
- Elite Member
-
- Posts: 203
- Thank you received: 19

I will do the same on the CNC box.
Is there a list somewhere with 2.6.0-pre differences/enhancements compared to 2.5.3?
Since I'm running a pre-release now, are there specific areas the developers would like some testing/feedback?
Please Log in or Create an account to join the conversation.
- ArcEye
- Offline
- Junior Member
-
- Posts: 22
- Thank you received: 240
www.linuxcnc.org/docs/devel/html/remap/structure.html
but there are changes all over.
I should just use it however suits you and if you hit a problem that seems to be a bug, shout out (after checking several times
 )
) Please Log in or Create an account to join the conversation.
- DaBit
- Offline
- Elite Member
-
- Posts: 203
- Thank you received: 19
I have two more:
- How do I rotate the coordinate system in such a way that jogging is also included? I am aware of 'G10 L2 P0 Rxx', but that doesn't work for jogging. The reason behind this: I would like to clamp a workpiece to the table without perfectly aligning it, touch off two known features, and calculate a coordinate transform. It would be nice if I can plug in a 4x4 matrix somewhere to convert workpiece coordinates to machine coordinates.
- How does one create a 'perfect spiral'? I can approximate one using line or (better) arc segments, but it is not a 'perfect continuous' spiral.
If you would like me to create separate topics for this: fine with me.
Please Log in or Create an account to join the conversation.
- ArcEye
- Offline
- Junior Member
-
- Posts: 22
- Thank you received: 240
How does one create a 'perfect spiral'? I can approximate one using line or (better) arc segments, but it is not a 'perfect continuous' spiral.
Depends exactly what you mean by spiral.
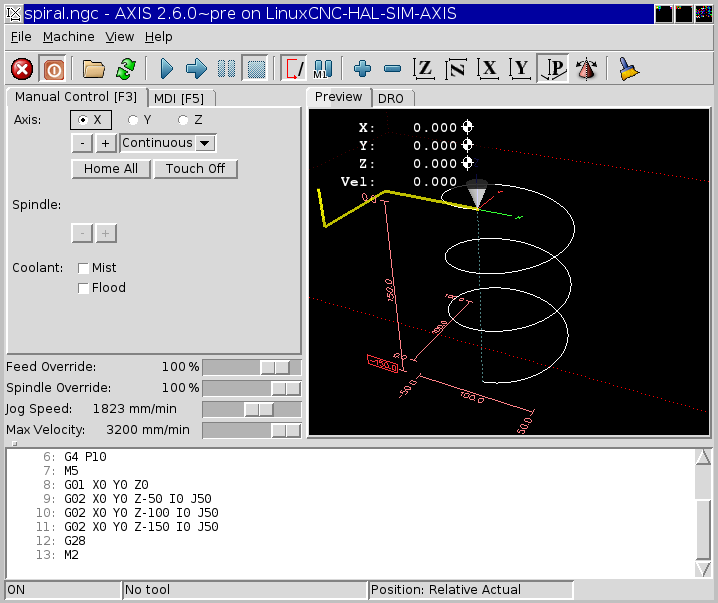
This will produce a downwards cutting helix
G01 X0 Y0 Z0
G02 X0 Y0 Z-50 I0 J50
G02 X0 Y0 Z-100 I0 J50
G02 X0 Y0 Z-150 I0 J50
Or do you mean a plot which remains in the same Z plane and goes from outside diameter to the centre?
regards
Please Log in or Create an account to join the conversation.
- DaBit
- Offline
- Elite Member
-
- Posts: 203
- Thank you received: 19

Code used to generate this is also in the image, and is hacked together quickly (so not too good).
Quite a close approximation to a spiral, but still an approximation consisting of multiple arc segments.
I keep on thinking that such a basic shape as a spiral should be very easy to generate, but I just don't see it.
Please Log in or Create an account to join the conversation.