M7x restore_settings failed
- rajewski
- Offline
- New Member
-

Less
More
- Posts: 11
- Thank you received: 3
01 Jul 2021 23:32 - 01 Jul 2021 23:39 #213464
by rajewski
M7x restore_settings failed was created by rajewski
I'm trying to write a macro that will measure all my tool lengths and update the tool table but I've run into an issue.
I have a main subroutine that does the tool changes and calls another sub to do the actual measurements. The first measurement goes well but the second throws the error "M7x: restore_settings failed executing: ' F1200.0': Unknown oword number"
I'm running the master branch (from build-bot) so this may be a bug.
The main looping macro
The measurement macro
EDIT: After messing with it more it turns out the error only was thrown after an actual tool change. It seems the M73 I was using in my tool change made the tool measurement macro fail. If I replace this with an M70/M72 pair it works. Seems like a bug in the master branch?
I have a main subroutine that does the tool changes and calls another sub to do the actual measurements. The first measurement goes well but the second throws the error "M7x: restore_settings failed executing: ' F1200.0': Unknown oword number"
I'm running the master branch (from build-bot) so this may be a bug.
The main looping macro
o<measure_tool_lengths> sub
#<start> = #1
#<end> = #2
#<idx> = #<start>
#<x>=#<_x> (save current x position with current offset)
#<y>=#<_y> (save current y position with current offset)
G90
G0 G53 Z0 (move to safe Z)
G0 G53 X#<_ini[toolsensor]x> Y#<_ini[toolsensor]y>
o100 while [#<idx> LE #<end>]
T#<idx> M6
o<measure_tool_length> call
#<idx> = [#<idx> + 1]
o100 endwhile
G0 G53 Z0
G0 X#<x> Y#<y>
o<measure_tool_lengths> endsub
M2The measurement macro
O<measure_tool_length> sub
M70 (Save modal states)
G61 (exact path mode to prevent collisions)
G92.2 (Remove G92 if set)
#<x>=#<_x> (save current x position with current offset)
#<y>=#<_y> (save current y position with current offset)
G90
G0 G53 Z0 (move to safe Z)
G0 G53 X#<_ini[toolsensor]x> Y#<_ini[toolsensor]y>
G49
G59.3
G10 L2 P0 Z0 (remove offsets)
G0 G53 Z#<_ini[toolsensor]z>
M64 P2 (Enable probe)
F#<_ini[toolsensor]search_feed>
G91
G38.2 Z#<_ini[toolsensor]maxprobe>
G1 Z1.0
F#<_ini[toolsensor]probe_feed>
G4 P0.5
G38.2 Z-2.0
M65 P2 (Disable probe)
G90
(back to start point)
M72 (restore state)
G0 G53 Z0
G0 X#<x> Y#<y>
(write the value to the tool table)
G10 L1 P#5400 Z[#5063 - #<_ini[toolsensor]offset>]
O<measure_tool_length> endsub
M2EDIT: After messing with it more it turns out the error only was thrown after an actual tool change. It seems the M73 I was using in my tool change made the tool measurement macro fail. If I replace this with an M70/M72 pair it works. Seems like a bug in the master branch?
Last edit: 01 Jul 2021 23:39 by rajewski.
Please Log in or Create an account to join the conversation.
- dinodf
- Offline
- Senior Member
-

Less
More
- Posts: 40
- Thank you received: 9
26 Feb 2023 22:44 - 26 Feb 2023 22:52 #265446
by dinodf
Replied by dinodf on topic M7x restore_settings failed
Hi,
this problem is not resolved yet?
I have tested and have the same problem on LinuxCNC 2.8.4
EDIT: I have this error using a subroutine to call the change tool and probe length, if I do it in a normal GCode file it do all correctly.
With
it fail with error, but if I do it in a normal .ngc file:
LinuxCNC do all correctly
this problem is not resolved yet?
I have tested and have the same problem on LinuxCNC 2.8.4
EDIT: I have this error using a subroutine to call the change tool and probe length, if I do it in a normal GCode file it do all correctly.
With
O <touch_plate> sub
M6T1
O<set_tool_length> call
M6T2
O<set_tool_length> call
M6T3
O<set_tool_length> call
M6T4
O<set_tool_length> call
M6T5
O<set_tool_length> call
M6T6
O<set_tool_length> call
M6T7
O<set_tool_length> call
M6T8
O<set_tool_length> call
M6T9
O<set_tool_length> call
O <touch_plate> endsub
M2it fail with error, but if I do it in a normal .ngc file:
M6T1
O<set_tool_length> call
M6T2
O<set_tool_length> call
M6T3
O<set_tool_length> call
M6T4
O<set_tool_length> call
M6T5
O<set_tool_length> call
M6T6
O<set_tool_length> call
M6T7
O<set_tool_length> call
M6T8
O<set_tool_length> call
M6T9
O<set_tool_length> call
M2LinuxCNC do all correctly
Attachments:
Last edit: 26 Feb 2023 22:52 by dinodf.
Please Log in or Create an account to join the conversation.
- tommylight
-

- Offline
- Moderator
-

Less
More
- Posts: 21774
- Thank you received: 7442
26 Feb 2023 23:01 #265449
by tommylight
Replied by tommylight on topic M7x restore_settings failed
M7x is not a valid M code, probably inside the "touch_plate" file?
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-
Less
More
- Posts: 19888
- Thank you received: 4645
27 Feb 2023 00:43 #265462
by andypugh
Replied by andypugh on topic M7x restore_settings failed
He is just using a shortcut to mean M70 and M72.M7x is not a valid M code, probably inside the "touch_plate" file?
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19888
- Thank you received: 4645
27 Feb 2023 00:48 - 27 Feb 2023 00:49 #265463
by andypugh
Replied by andypugh on topic M7x restore_settings failed
Do you have any idea which line is triggering the error? It seems to be saying it is an "F0 G64" but then "unknown O-word number" makes no sense.
Last edit: 27 Feb 2023 00:49 by andypugh.
Please Log in or Create an account to join the conversation.
- tommylight
-
- Offline
- Moderator
-
Less
More
- Posts: 21774
- Thank you received: 7442
27 Feb 2023 00:59 #265464
by tommylight
Or is that used also for error reporting?
Replied by tommylight on topic M7x restore_settings failed
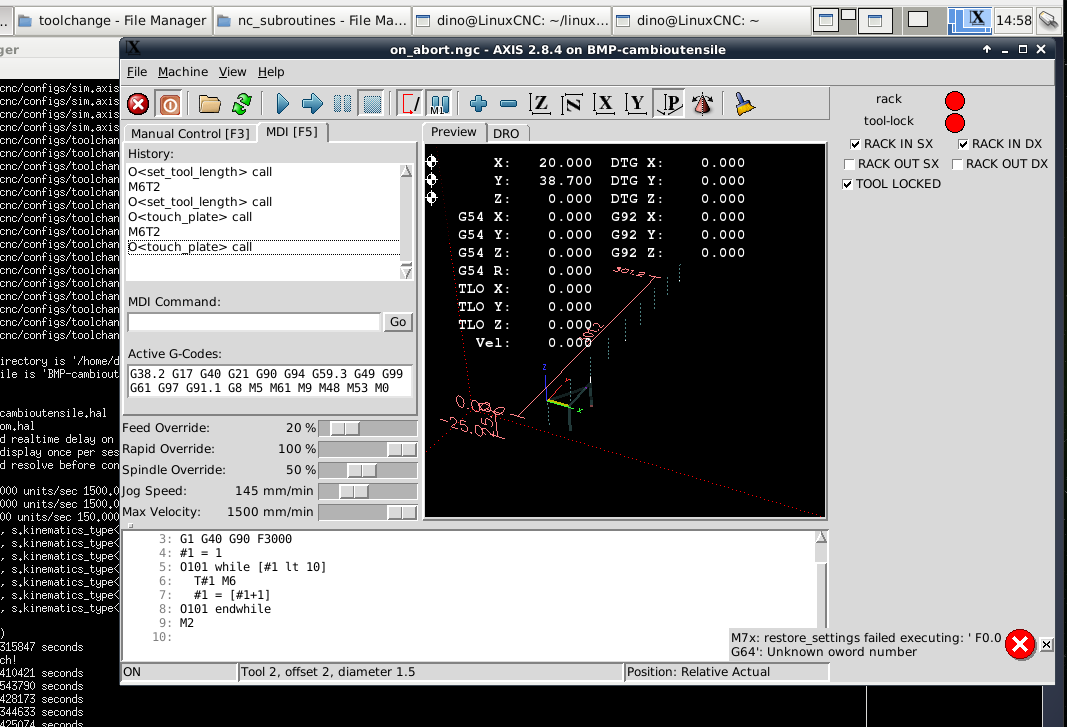
Screenshot, bottom right side, error ?
He is just using a shortcut to mean M70 and M72.M7x is not a valid M code, probably inside the "touch_plate" file?
Or is that used also for error reporting?
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19888
- Thank you received: 4645
27 Feb 2023 01:05 #265465
by andypugh
Replied by andypugh on topic M7x restore_settings failed
It's this error message here:
github.com/LinuxCNC/linuxcnc/blob/2.8/sr...erp_convert.cc#L2905
github.com/LinuxCNC/linuxcnc/blob/2.8/sr...erp_convert.cc#L2905
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- tommylight
-
- Offline
- Moderator
-
Less
More
- Posts: 21774
- Thank you received: 7442
27 Feb 2023 01:49 #265466
by tommylight
Replied by tommylight on topic M7x restore_settings failed
Yes it is, thank you.
Please Log in or Create an account to join the conversation.
- RobC
- Offline
- Junior Member
-

Less
More
- Posts: 26
- Thank you received: 5
27 Feb 2023 16:00 - 27 Feb 2023 16:00 #265503
by RobC
Replied by RobC on topic M7x restore_settings failed
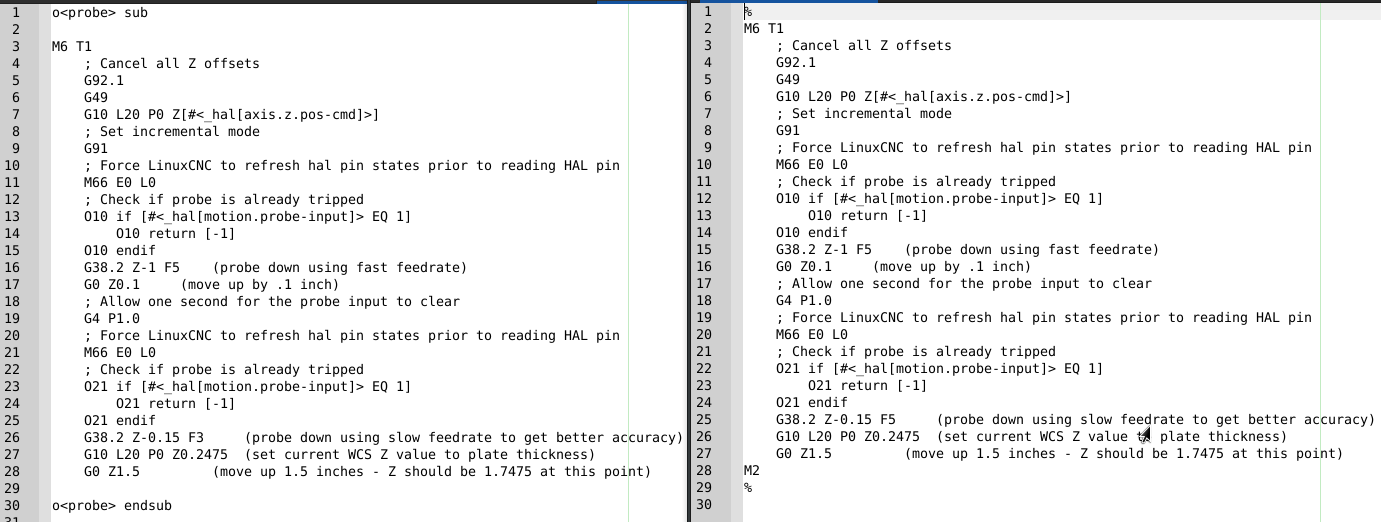
There's a chance it's the M2 at the end of the O subroutine. I have 2 nearly identical files - one on left works as Osub and one on right works as standalone gcode file. The only differences are the removal of % from start and end of file, and M2 removal from end.
Attachments:
Last edit: 27 Feb 2023 16:00 by RobC.
Please Log in or Create an account to join the conversation.
- dinodf
- Offline
- Senior Member
-
Less
More
- Posts: 40
- Thank you received: 9
28 Feb 2023 21:57 #265619
by dinodf
Replied by dinodf on topic M7x restore_settings failed
I think that is not a problem made by M2
The error occurs only when executing the procedure with no tool, if before run the procedure I do T2 M6 the procedure don't fail!
So I think there is some variables not initialized at startup and when LinuxCNC try to restore global settings it fails with an error...
A workaround is do an unnecessary tool change before starting the procedure to set all the variables used.
The error occurs only when executing the procedure with no tool, if before run the procedure I do T2 M6 the procedure don't fail!
So I think there is some variables not initialized at startup and when LinuxCNC try to restore global settings it fails with an error...
if (status != INTERP_OK) {
char currentError[LINELEN+1];
rtapi_strxcpy(currentError,getSavedError());
CHKS(status, _("M7x: restore_settings failed executing: '%s': %s"), s, currentError);
}A workaround is do an unnecessary tool change before starting the procedure to set all the variables used.
Please Log in or Create an account to join the conversation.
Time to create page: 0.655 seconds