following error and velocity
- JR1050
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 450
- Thank you received: 33
01 Apr 2014 05:13 #45471
by JR1050
following error and velocity was created by JR1050
Hi,
Does anyone know the units the following error is in when axis.0.ferror is displayed in halshow? Machine is set up for.inches.
Would i be correct in assuming the following error and resolver velocity should be almost identical with out any spikes, when a 45 deg angle is programmed in the x-y plane,? Thanks
JR
Does anyone know the units the following error is in when axis.0.ferror is displayed in halshow? Machine is set up for.inches.
Would i be correct in assuming the following error and resolver velocity should be almost identical with out any spikes, when a 45 deg angle is programmed in the x-y plane,? Thanks
JR
Please Log in or Create an account to join the conversation.
- PCW
-

- Away
- Moderator
-

Less
More
- Posts: 19071
- Thank you received: 5262
01 Apr 2014 06:36 #45474
by PCW
Replied by PCW on topic following error and velocity
Following error is the difference between commanded position and feedback position in machine units
If you have a velocity dependent following error, this is likely a tuning issue
If you have a velocity dependent following error, this is likely a tuning issue
Please Log in or Create an account to join the conversation.
- JR1050
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 450
- Thank you received: 33
01 Apr 2014 08:12 #45477
by JR1050
Replied by JR1050 on topic following error and velocity
Thank you today and and for your help on the phone the other day. I got the following error down to .005 and minimum to .0015. When I watch the actual f error it is consistently around .0002, but has spikes where it jumps for an instant to 6.. I suspect the remainder is noise, as it seems to me that when the machine is at rest, the resolver velocity should be close to zero and it isnt. Still working on it, thanks again.
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 19071
- Thank you received: 5262
01 Apr 2014 08:51 #45479
by PCW
Replied by PCW on topic following error and velocity
I assume you mean the ferror jumps to .0006"
This is pretty large and may indicate a possible
noise/shielding issue with the resolver signals.
I would also verify the the resolver sine/cosine signal level is
~ 1V RMS at the peak (as measured with a AC voltmeter after turning
the shaft to find the point of peak output)
This is pretty large and may indicate a possible
noise/shielding issue with the resolver signals.
I would also verify the the resolver sine/cosine signal level is
~ 1V RMS at the peak (as measured with a AC voltmeter after turning
the shaft to find the point of peak output)
Please Log in or Create an account to join the conversation.
- JR1050
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 450
- Thank you received: 33
02 Apr 2014 08:45 #45493
by JR1050
Replied by JR1050 on topic following error and velocity
I did really mean the ferror jumps to 6.23457122 ect. Last night and earlier today, the machine ran fine, made good parts, surface finsh on circles and angles wasnt much better, but that was for another day. All of a sudden the f error on axis 1(y) would intermently fault out,and not when that axis was moving, when the x was doing a long linear cut and y was holding. It would throw an f error and the bust my cutter.
I tried to increase the f error which did no good. At the time I shut the whole thing off tonite, axis 1 would not jog ot move in any way at any speed, with out erroring out, meaning it wouldnt budge on any jog command, it would throw an immdiate error. X&Z jog and move fine. All the axis, with no power on the amps, were showing huge f errors on halshow.
I have had an issue several times, when the control is powered up, none of the axis will move. I have to exit emc and relaunch emc and it works fine.
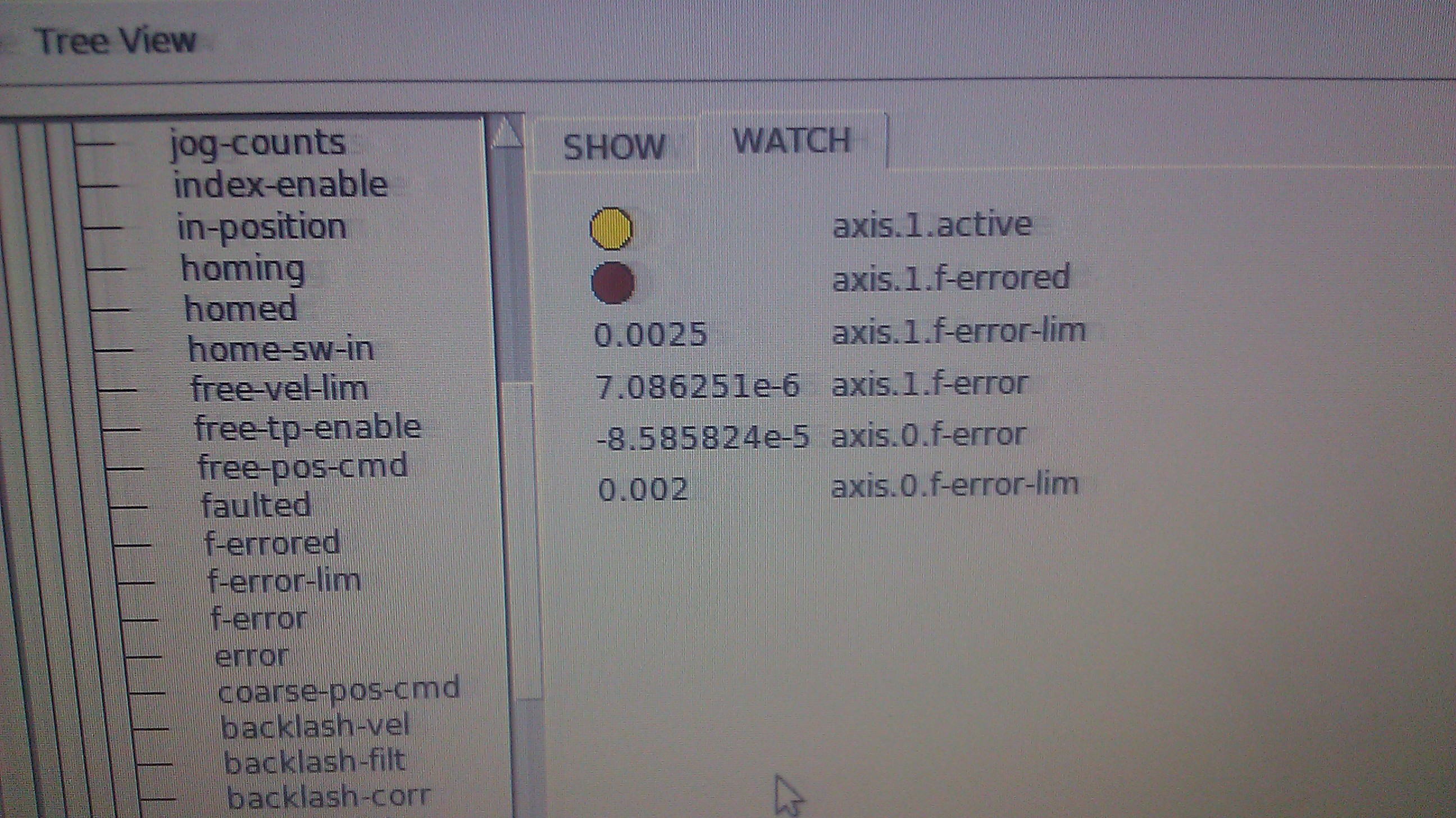
The video is the machine doing a 45 deg test, 10" 45 deg angle at 100 ipm. If you watch you can see the spikes. The picture is the machine sitting idle.
I checked the sine /sine voltages and they seem to be between .65 and .75 on my meter, the machine was moving about 20 ipm. Power to te 7i49 is 4.97vdc.
Any suggestions? This project has been full of snakes from weird homing problems to this f error thing, ugh......I realize I do some of it to myself, but Im not so sure this one is self inflicted .Thanks for anyones help!
I tried to increase the f error which did no good. At the time I shut the whole thing off tonite, axis 1 would not jog ot move in any way at any speed, with out erroring out, meaning it wouldnt budge on any jog command, it would throw an immdiate error. X&Z jog and move fine. All the axis, with no power on the amps, were showing huge f errors on halshow.
I have had an issue several times, when the control is powered up, none of the axis will move. I have to exit emc and relaunch emc and it works fine.
The video is the machine doing a 45 deg test, 10" 45 deg angle at 100 ipm. If you watch you can see the spikes. The picture is the machine sitting idle.
I checked the sine /sine voltages and they seem to be between .65 and .75 on my meter, the machine was moving about 20 ipm. Power to te 7i49 is 4.97vdc.
Any suggestions? This project has been full of snakes from weird homing problems to this f error thing, ugh......I realize I do some of it to myself, but Im not so sure this one is self inflicted .Thanks for anyones help!
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 19071
- Thank you received: 5262
02 Apr 2014 10:00 #45494
by PCW
Replied by PCW on topic following error and velocity
I don't see any large spikes in the video, but lots of places where the
following error is small enough that it changes to scientific notation
( like your screen shot that shows a .000007086251 error on axis 1
and a -0.0000585824 error on axis 0 )
I would widen your ferror _and_ min_ferror limits to try and see whats going on
(especially when it wont start)
following error is small enough that it changes to scientific notation
( like your screen shot that shows a .000007086251 error on axis 1
and a -0.0000585824 error on axis 0 )
I would widen your ferror _and_ min_ferror limits to try and see whats going on
(especially when it wont start)
The following user(s) said Thank You: JR1050
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-
Less
More
- Posts: 23461
- Thank you received: 4992
02 Apr 2014 18:57 #45499
by andypugh
Replied by andypugh on topic following error and velocity
Please Log in or Create an account to join the conversation.
- JR1050
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 450
- Thank you received: 33
03 Apr 2014 12:17 #45528
by JR1050
Replied by JR1050 on topic following error and velocity
I so rarely, if ever have used scientific notation and didnt expect to see it displayed on a cnc screen!! I do remember learning it in school, a long time ago, I blew that one....
Problem looks to be two different things not Emc related. Broken motor lead buried deep in a conduit under the machine. The wire was burned thru all but two strands, so it still passed a continuity test,it should have caused the amp to error, which is why I suspected Emc. Second, nasty sticky oil soaked carbon on the motor commentator. The broken motor lead is the first in 20 years, the most obvious thing, it just so rarely is the culprit.
Thanks you for your help.
Problem looks to be two different things not Emc related. Broken motor lead buried deep in a conduit under the machine. The wire was burned thru all but two strands, so it still passed a continuity test,it should have caused the amp to error, which is why I suspected Emc. Second, nasty sticky oil soaked carbon on the motor commentator. The broken motor lead is the first in 20 years, the most obvious thing, it just so rarely is the culprit.
Thanks you for your help.
Please Log in or Create an account to join the conversation.
- JR1050
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 450
- Thank you received: 33
25 Apr 2014 07:33 #46296
by JR1050
Replied by JR1050 on topic following error and velocity
Over the last week or two, both x&y servo were rebuilt. Tach comms and motor comms were trued up, bearings repacked, new motor brushes installed and inside and out scrubbed clean. After reinstalling, I have the same following error issues and vibration. I set up another resolver with new cable and also tried a new tach cable, same results. The PWM is set for 24k and the excitation for 2500 htz. Below are plots of the following error for x &y, they seem to show the same pattern of noise.
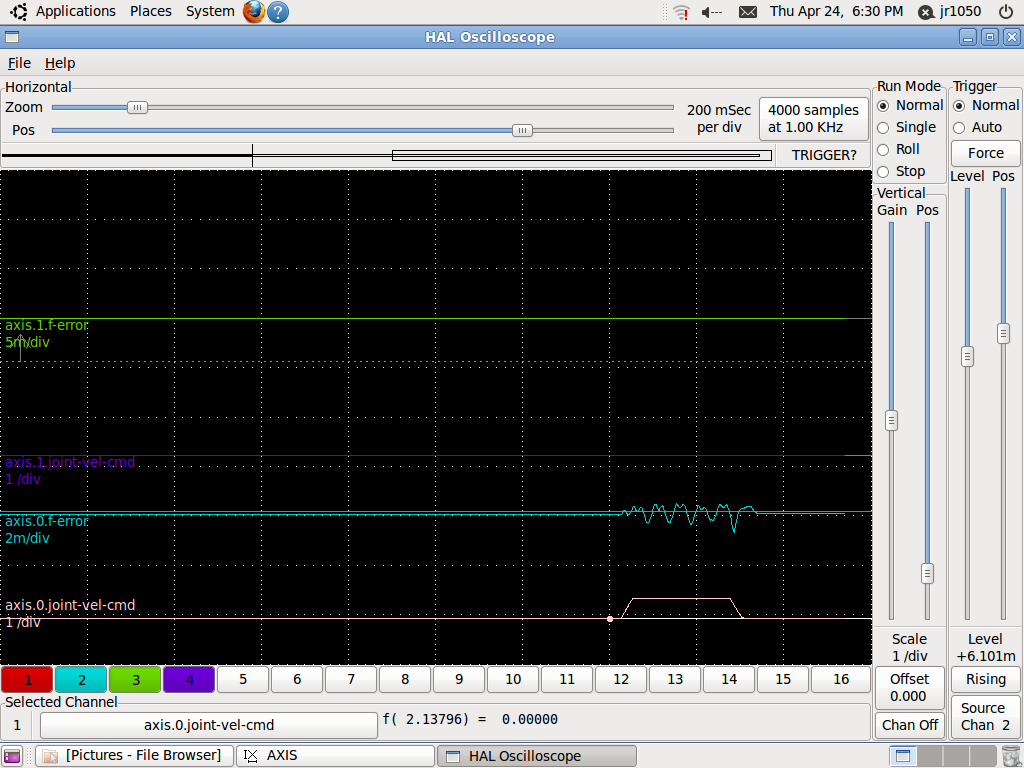
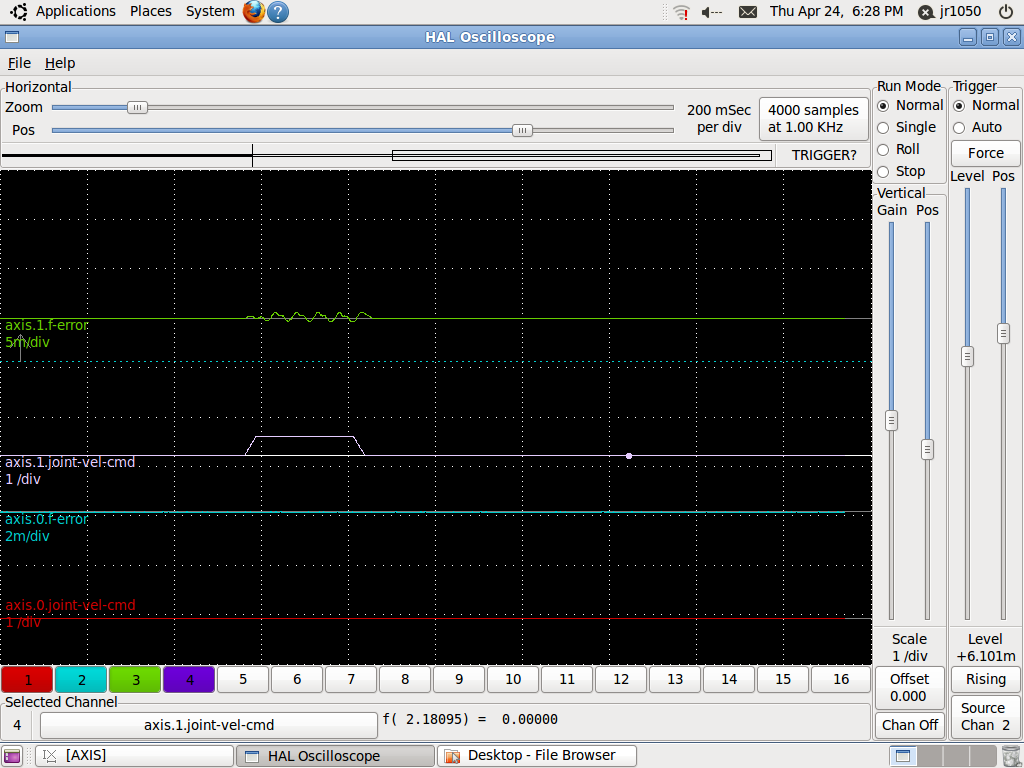
Any suggestions?? Thanks
JR
Any suggestions?? Thanks
JR
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 19071
- Thank you received: 5262
25 Apr 2014 09:05 - 25 Apr 2014 09:11 #46297
by PCW
Replied by PCW on topic following error and velocity
Looks like a periodic position error in the resolver (especially if the noise frequency scales with speed)
or possibly tachometer issues
(knowing the resolver scale would help here)
Possible causes:
Overdriven 7I49 input (try channels 3,4,5 with W2 down)
Wrong resolver connections (make sure rotor is to connected to RESDRV + and RESDRV-)
and the peak ACV amplitudes on SINE and COSINE windings are equal (need to
rotate slowly to find peaks)
To check for tachometer issues drive motor with fixed Voltage
(A fixed velocity command with no feedback so best done with motors decoupled from linear axis)
If there is still noise/vibration, its likely a tachometer issue
or possibly tachometer issues
(knowing the resolver scale would help here)
Possible causes:
Overdriven 7I49 input (try channels 3,4,5 with W2 down)
Wrong resolver connections (make sure rotor is to connected to RESDRV + and RESDRV-)
and the peak ACV amplitudes on SINE and COSINE windings are equal (need to
rotate slowly to find peaks)
To check for tachometer issues drive motor with fixed Voltage
(A fixed velocity command with no feedback so best done with motors decoupled from linear axis)
If there is still noise/vibration, its likely a tachometer issue
Last edit: 25 Apr 2014 09:11 by PCW.
Please Log in or Create an account to join the conversation.
Time to create page: 0.131 seconds