Dual ballscrew router with 2.8 problems
- Desertboy
- Offline
- Senior Member
-

- Posts: 54
- Thank you received: 1
I have no idea my head hurts, I've included my .ini and .hal
I set my working area to 1200*600*100 (I have a bit more than that)
I have no homing switches connected yet but have 2 for the Y so I can home independently.
Also I have a question about adding a tool I have a 6mm 2 flute end mill I want to add but not sure what to put in the tool file or even what P means.
Thanks
Desertboy
Please Log in or Create an account to join the conversation.
- Desertboy
- Offline
- Senior Member
-
- Posts: 54
- Thank you received: 1
How do I position the part on the virtual bed?
# Generated by stepconf 1.1 at Sun Jan 14 20:24:44 2018
# If you make changes to this file, they will be
# overwritten when you run stepconf again
[EMC]
MACHINE = Test
DEBUG = 0
VERSION = 1.0
[DISPLAY]
DISPLAY = axis
EDITOR = gedit
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
ARCDIVISION = 64
GRIDS = 10mm 20mm 50mm 100mm 1in 2in 5in 10in
MAX_FEED_OVERRIDE = 1.2
MIN_SPINDLE_OVERRIDE = 0.5
MAX_SPINDLE_OVERRIDE = 1.2
DEFAULT_LINEAR_VELOCITY = 2.50
MIN_LINEAR_VELOCITY = 0
MAX_LINEAR_VELOCITY = 25.00
DEFAULT_ANGULAR_VELOCITY = 36.00
MIN_ANGULAR_VELOCITY = 0
MAX_ANGULAR_VELOCITY = 360.00
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 5
PROGRAM_PREFIX = /home/cnc/linuxcnc/nc_files
INCREMENTS = 5mm 1mm .5mm .1mm .05mm .01mm .005mm
[KINS]
JOINTS = 4
KINEMATICS = trivkins coordinates=XYYZ
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[RS274NGC]
PARAMETER_FILE = linuxcnc.var
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
BASE_PERIOD = 100000
SERVO_PERIOD = 1000000
[HAL]
HALFILE = Test.hal
HALFILE = custom.hal
POSTGUI_HALFILE = postgui_call_list.hal
[TRAJ]
COORDINATES = X Y Z
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
DEFAULT_LINEAR_VELOCITY = 36.00
MAX_LINEAR_VELOCITY = 25.00
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
[AXIS_X]
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
MIN_LIMIT = -0.001
MAX_LIMIT = 1200.0
[JOINT_0]
TYPE = LINEAR
HOME = 0.0
MIN_LIMIT = -0.001
MAX_LIMIT = 1200.0
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
STEPGEN_MAXACCEL = 937.5
SCALE = 320
FERROR = 1
MIN_FERROR = .25
HOME_OFFSET = 0.0
[AXIS_Y]
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
MIN_LIMIT = -0.001
MAX_LIMIT = 600.0
[JOINT_1]
TYPE = LINEAR
HOME = 0.0
MIN_LIMIT = -0.001
MAX_LIMIT = 600.0
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
STEPGEN_MAXACCEL = 937.5
SCALE = 400
FERROR = 1
MIN_FERROR = .25
HOME_OFFSET = 0.0
[JOINT_2]
TYPE = LINEAR
HOME = 0.0
MIN_LIMIT = -0.001
MAX_LIMIT = 600.0
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
STEPGEN_MAXACCEL = 937.5
SCALE = 400.0
FERROR = 1
MIN_FERROR = .25
HOME_OFFSET = 0.0
[AXIS_Z]
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
MIN_LIMIT = -100.0
MAX_LIMIT = 0.001
[JOINT_3]
TYPE = LINEAR
HOME = 0.0
MIN_LIMIT = -100.0
MAX_LIMIT = 0.001
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
STEPGEN_MAXACCEL = 937.5
SCALE = 320
FERROR = 1
MIN_FERROR = .25
HOME_OFFSET = 0.0
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Offline
- Platinum Member
-

- Posts: 4756
- Thank you received: 1459
This is done using the touch off button (or some G-code commands).
To understand more about work coordinates (G54, G55...) read here in the manual.
linuxcnc.org/docs/2.5/html/common/User_C...#_coordinate_systems
and here
linuxcnc.org/docs/2.5/html/common/User_C...#_coordinate_systems
Please Log in or Create an account to join the conversation.
- Grotius
-

- Offline
- Platinum Member
-
- Posts: 2419
- Thank you received: 2348
I like picture of the cnc. It has 2 motors on x axis i see. Is this working good at the moment?
To the machine area. When you have no home switches attached you make a zero position for your workpiece by moving the machine in place by keybord or mouse. Mostly of time top workpiece is zero. X and Y is corner, depending on how your situation is.
MIN_LIMIT = -0.001
MAX_LIMIT = 1200.0a power of switch nearby your hand, in that case you will avoid a collision in time.
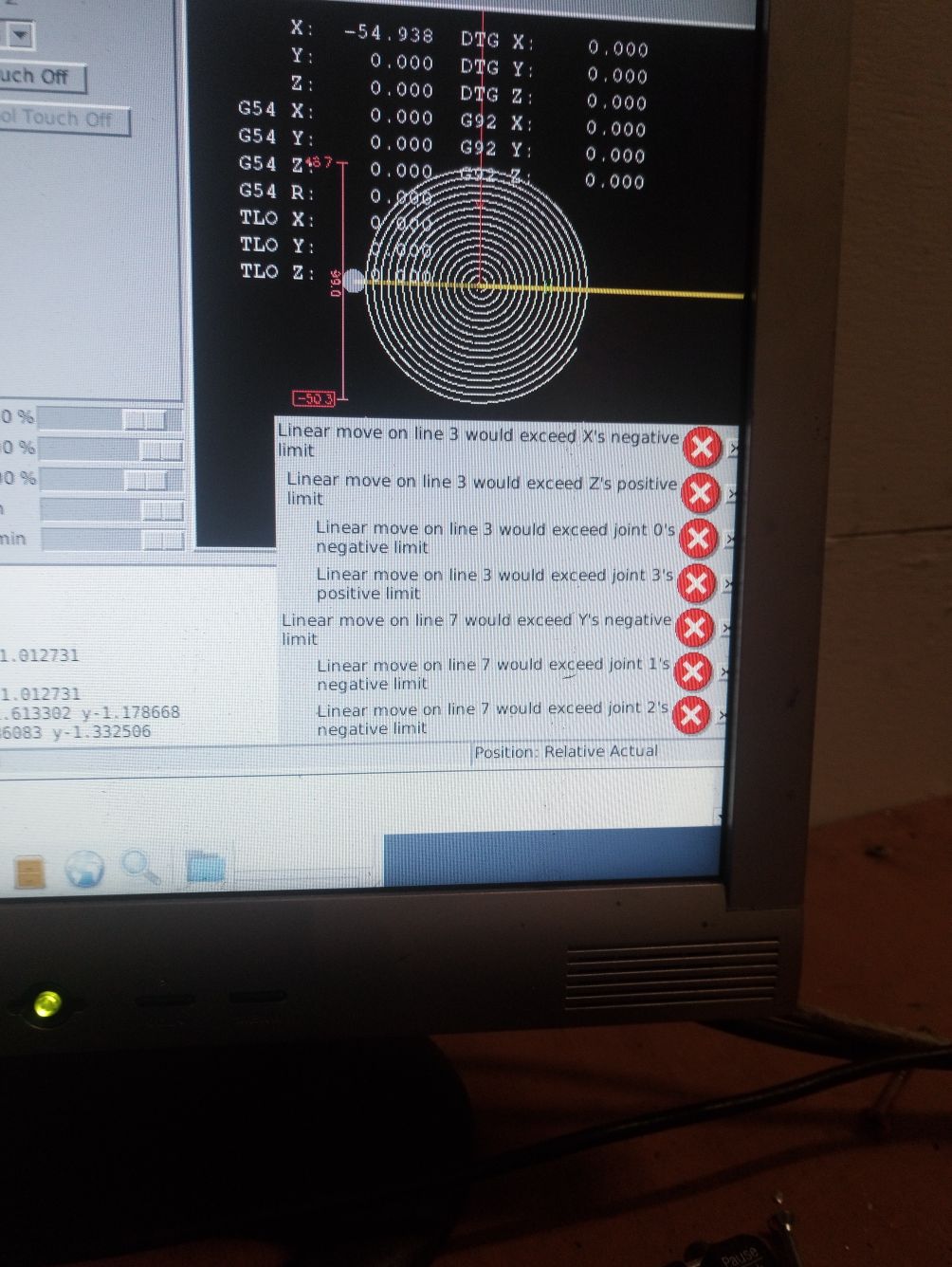
Change this item on all axis 2 times. So 6 times total on 3 axis machine.
MIN_LIMIT = -10000
MAX_LIMIT = 10000This solves your 7 screen errors on the picture. Later on you can adjust the value.
Okey next :
P is pause in g-code. So P1 is pause 1 seconde.Also I have a question about adding a tool I have a 6mm 2 flute end mill I want to add but not sure what to put in the tool file or even what P means.
T is tool. T1 means Tool one.
Also i see. Your axis are not homed at the picture. At your linux startup, please home the axis piece by piece.
You will see a home icon be show'n after each axis value. The actual position is called a DRO value.
Dro = en.wikipedia.org/wiki/Digital_read_out
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Offline
- Platinum Member
-
- Posts: 4756
- Thank you received: 1459
In Linuxcnc P is usually used for as a parameter of some other G-code.or M-code.
Exactly what the P means will be different depending on what code it is used with.
For example G64P0.001, activates path blending with a 0.001 tolerance.
To pause for a certain time (5 seconds) in Linuxcnc is G4P5. To pause and wait for the operator to restart, is M0 or M1. (M1 is an optional stop and won't stop if the optional stop switch is off)
Please Log in or Create an account to join the conversation.
- Grotius
-
- Offline
- Platinum Member
-
- Posts: 2419
- Thank you received: 2348
Why works linux with P0.5 for starting delay the plasma after M3? ( firing torch with or without hf ignition )
here a code :
N0120 M03
N0130 G04 P0.5
N0140 G01 Z0.0000 F750
N0150 X309.5075 Y470.2516 F3000
N0160 G03 X307.9391 Y468.9774 I0.6749 J-2.4331 F3000.0
N0170 G02 X307.3152 Y468.7654 I-0.4220 J0.2180
N0180 G03 X274.1512 Y468.7654 I-16.5820 J-35.3269
N0190 G02 X273.5274 Y468.9774 I-0.2018 J0.4300
N0200 G03 X269.1352 Y466.4927 I-2.2433 J-1.1589
N0210 G02 X268.9955 Y465.8488 I-0.4042 J-0.2494
N0220 G03 X260.3135 Y457.8842 I21.7377 J-32.4102
N0230 G02 X259.4682 Y458.1818 I-0.3703 J0.2975
N0240 G01 Y472.2286 F3000
N0250 G03 X252.4182 Y472.2286 I-3.5250 J0.0000 F3000.0
N0260 G01 Y394.6486 F3000
N0270 G03 X259.4682 Y394.6486 I3.5250 J0.0000 F3000.0
N0280 G01 Y408.6954 F3000
N0290 G02 X260.3135 Y408.9929 I0.4750 J0.0000 F3000.0
N0300 G03 X268.9955 Y401.0284 I30.4197 J24.4457
N0310 G02 X269.1352 Y400.3845 I-0.2646 J-0.3945
N0320 G03 X273.5274 Y397.8997 I2.1489 J-1.3258
N0330 G02 X274.1512 Y398.1117 I0.4220 J-0.2180
N0340 G03 X307.3152 Y398.1117 I16.5820 J35.3269
N0350 G02 X307.9391 Y397.8997 I0.2018 J-0.4300
N0360 G03 X312.3313 Y400.3845 I2.2433 J1.1589
N0370 G02 X312.4710 Y401.0284 I0.4042 J0.2494
N0380 G03 X321.1530 Y408.9929 I-21.7377 J32.4102
N0390 G02 X321.9982 Y408.6954 I0.3703 J-0.2975
N0400 G01 Y394.6486 F3000
N0410 G03 X329.0482 Y394.6486 I3.5250 J0.0000 F3000.0
N0420 G01 Y472.2286 F3000
N0430 G03 X321.9982 Y472.2286 I-3.5250 J0.0000 F3000.0
N0440 G01 Y458.1818 F3000
N0450 G02 X321.1530 Y457.8842 I-0.4750 J-0.0000 F3000.0
N0460 G03 X312.4710 Y465.8488 I-30.4197 J-24.4457
N0470 G02 X312.3313 Y466.4927 I0.2646 J0.3945
N0480 G03 X309.5075 Y470.2516 I-2.1489 J1.3258
N0490 G01 X309.7748 Y469.2880 F3000
N0500 M05
N0510 G00 Z10.0000
N0520 X157.3462 Y450.8483
N0530 Z7.0000
N0540 M03
N0550 G04 P0.5
N0560 G01 Z0.0000 F750
N0570 Y445.8483 F3000
N0580 G03 X157.3462 Y445.8483 I0.0000 J4.0250 F3000.0
N0590 G01 Y446.8483 F3000
N0600 M05
N0610 G00 Z10.0000
N0620 X121.3462 Y450.8483
N0630 Z7.0000
N0640 M03
N0650 G04 P0.5
N0660 G01 Z0.0000 F750
N0670 Y445.8483 F3000
N0680 G03 X121.3462 Y445.8483 I0.0000 J4.0250 F3000.0
N0690 G01 Y446.8483 F3000
N0700 M05
N0710 G00 Z10.0000
N0720 X85.3462 Y450.8483
N0730 Z7.0000
N0740 M03
N0750 G04 P0.5
N0760 G01 Z0.0000 F750
N0770 Y445.8483 F3000
N0780 G03 X85.3462 Y445.8483 I0.0000 J4.0250 F3000.0
N0790 G01 Y446.8483 F3000
N0800 M05
N0810 G00 Z10.0000
N0820 Y398.8483
N0830 Z7.0000
N0840 M03
N0850 G04 P0.5
N0860 G01 Z0.0000 F750
N0870 Y393.8483 F3000
N0880 G03 X85.3462 Y393.8483 I0.0000 J4.0250 F3000.0
N0890 G01 Y394.8483 F3000
N0900 M05
N0910 G00 Z10.0000
N0920 X121.3462 Y398.8483
N0930 Z7.0000
N0940 M03
N0950 G04 P0.5
N0960 G01 Z0.0000 F750
N0970 Y393.8483 F3000
N0980 G03 X121.3462 Y393.8483 I0.0000 J4.0250 F3000.0
N0990 G01 Y394.8483 F3000
N1000 M05
N1010 G00 Z10.0000
N1020 X157.3462 Y398.8483
N1030 Z7.0000
N1040 M03
N1050 G04 P0.5
N1060 G01 Z0.0000 F750
N1070 Y393.8483 F3000
N1080 G03 X157.3462 Y393.8483 I0.0000 J4.0250 F3000.0
N1090 G01 Y394.8483 F3000
N1100 M05
N1110 G00 Z10.0000
N1120 X166.8462 Y486.8483
N1130 Z7.0000
N1140 M03
N1150 G04 P0.5
N1160 G01 Z0.0000 F750
N1170 Y481.8483 F3000
N1180 G02 X169.3212 Y479.3733 I0.0000 J-2.4750 F3000.0
N1190 G01 Y388.3733 F3000
N1200 G02 X166.8462 Y385.8983 I-2.4750 J0.0000 F3000.0
N1210 G01 X75.8462 F3000
N1220 G02 X73.3712 Y388.3733 I0.0000 J2.4750 F3000.0
N1230 G01 Y479.3733 F3000
N1240 G02 X75.8462 Y481.8483 I2.4750 J0.0000 F3000.0
N1250 G01 X166.8462 F3000
N1260 Y482.8483
N1270 M05
N1280 G00 Z10.0000
N1290 X344.2082 Y388.4386
N1300 Z7.0000
N1310 M03
N1320 G04 P0.5
N1330 G01 Z0.0000 F750
N1340 X339.2082 F3000
N1350 G02 X335.7332 Y384.9636 I-3.4750 J0.0000 F3000.0
N1360 G01 X245.7332 F3000
N1370 G02 X242.2582 Y388.4386 I0.0000 J3.4750 F3000.0
N1380 G01 Y478.4386 F3000
N1390 G02 X245.7332 Y481.9136 I3.4750 J0.0000 F3000.0
N1400 G01 X335.7332 F3000
N1410 G02 X339.2082 Y478.4386 I0.0000 J-3.4750 F3000.0
N1420 G01 Y388.4386 F3000
N1430 X340.2082
N1440 M05
N1450 G00 Z10.0000
N1460 X398.4750 Y346.4942
N1470 Z7.0000
N1480 M03
N1490 G04 P0.5
N1500 G01 Z0.0000 F750
N1510 X393.4750 F3000
N1520 G03 X396.5000 Y343.4692 I3.0250@Todd,
It' s indeed also a variable i see on wiki. Picture adapted.
It's how you use it.

Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Offline
- Platinum Member
-
- Posts: 4756
- Thank you received: 1459
Please Log in or Create an account to join the conversation.
- Desertboy
- Offline
- Senior Member
-
- Posts: 54
- Thank you received: 1
I have installed wheezy so far and done some simple tests with wheezy before I upgrade.
but 2.7 is firing the same errors at me, used stepconf to configure and changed the A pins to Y in the setup. Manual movement works fine but run program.
Tried setting the range high as suggested did nothing.
Have the home switches on now so will try and configure them but I assume this will not help my problem since I've got No force homing in my .ini already.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-
- Offline
- Platinum Member
-
- Posts: 4756
- Thank you received: 1459
In the photo above, your file goes from -50.3 to +48.7 in the Y direction (and similar for X), yet your machine has no negative travel. In order to run that file on that config you have to "touch off" the machine coordinates you are using to move the milling into the machinable aria of machine.
For the above pictured file, jog the machine over to X=150, Y=150, Z-50. Then for each axis click the touch off button, and press OK (to set that location to 0). (or alternatively after jogging to the point you want to be 0,0,0, on the MDI screen type G10L2P0X0Y0Z0)
Please Log in or Create an account to join the conversation.
- Desertboy
- Offline
- Senior Member
-
- Posts: 54
- Thank you received: 1
Only got it running 2.7 at moment but will upgrade and have another go with 2.8 hopefully I know what to do now.
Although unsure on how I set the homing actually up for the Y.
It's too cold in UK today I had to come home but will wrap up better tomorrow, hard to work on an aluminium router when it's cold you're fingers freeze lol.
Please Log in or Create an account to join the conversation.