problems after upgrade form 2.6.x to 2.7.4
- JoFr
- Offline
- New Member
-

- Posts: 5
- Thank you received: 0
I get this error also with g-code files which were perfect under the old version.
What can I do? Is there a solution?
How can I go back to the old version?
Regards
Jofr
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

- Posts: 19879
- Thank you received: 4643
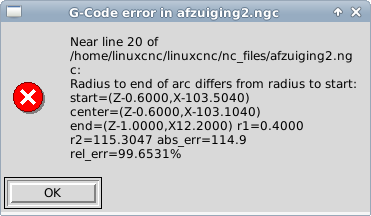
Can you give the exact error message?
Please Log in or Create an account to join the conversation.
- JoFr
- Offline
- New Member
-
- Posts: 5
- Thank you received: 0
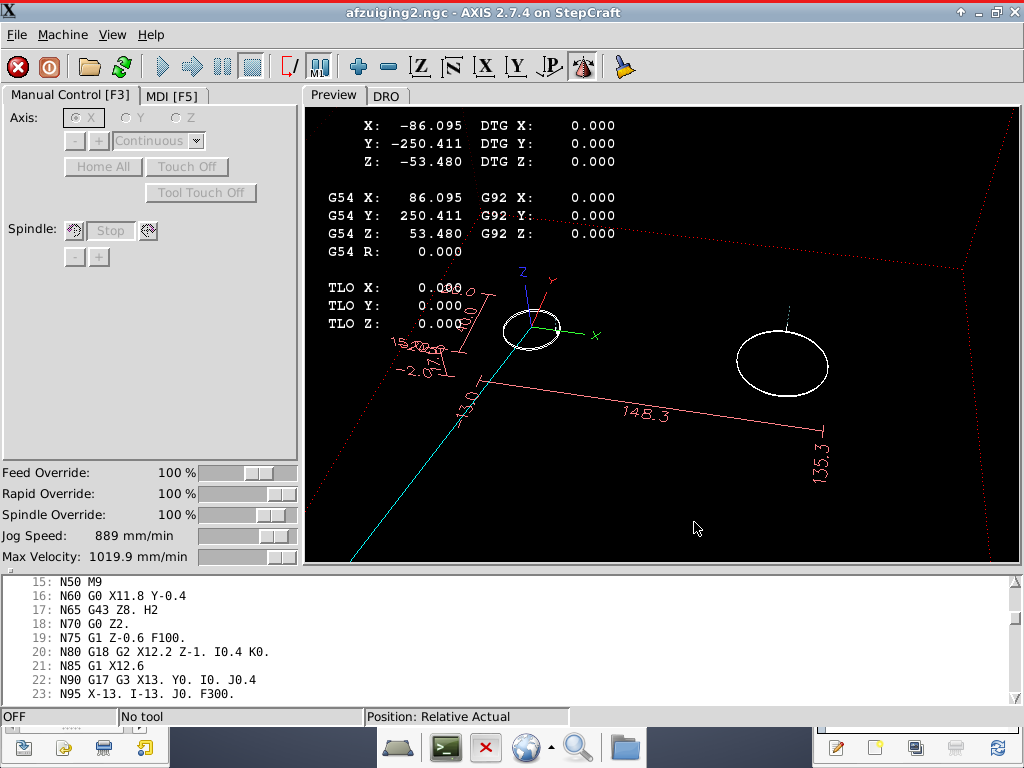
Also included a screenshot from Linuxcnc. the 2 paths are not concetric.
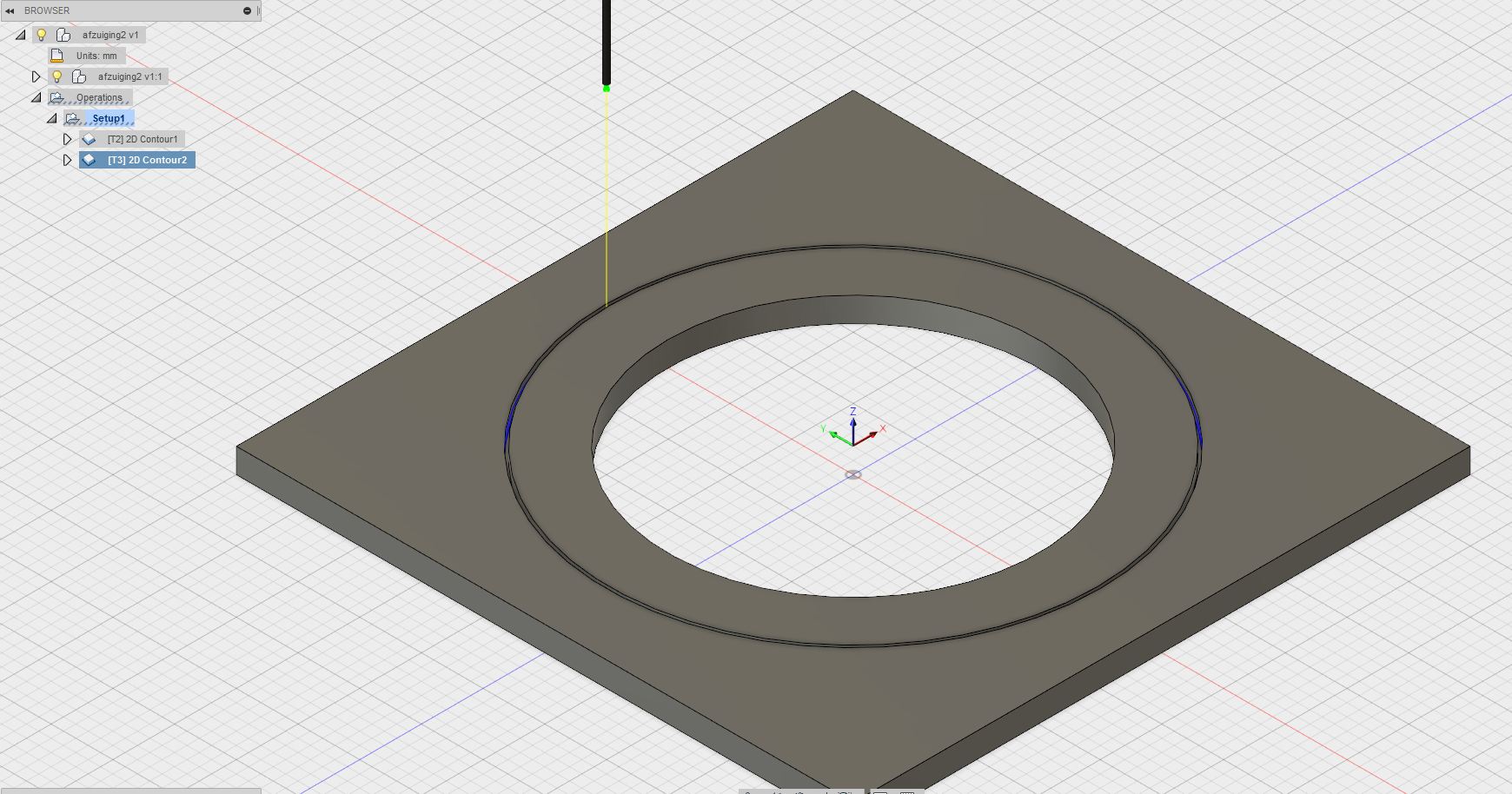
but in the fusion 360 drawing these paths are concentric.
I never had this kind of problems with the older version of linuxcnc.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
- Posts: 19879
- Thank you received: 4643
What do you see in the "Active G-codes" on the MDI tab? Which is Fusion expecting to use?
Has Fusion inserted a G91.1 in the G-code?
I know that the Autodesk G-code editor application preview is _completely_ messed up by G91.1
Please Log in or Create an account to join the conversation.
- JoFr
- Offline
- New Member
-
- Posts: 5
- Thank you received: 0
If I take a look at g-code from previous designs, the G91.1 code is also there.
With version 2.6 this was not a problem and everything was milled without problems.
If I try to mill the same file with 2.7 I get the posted error.
Is there a change in the 2.7 version about this ?
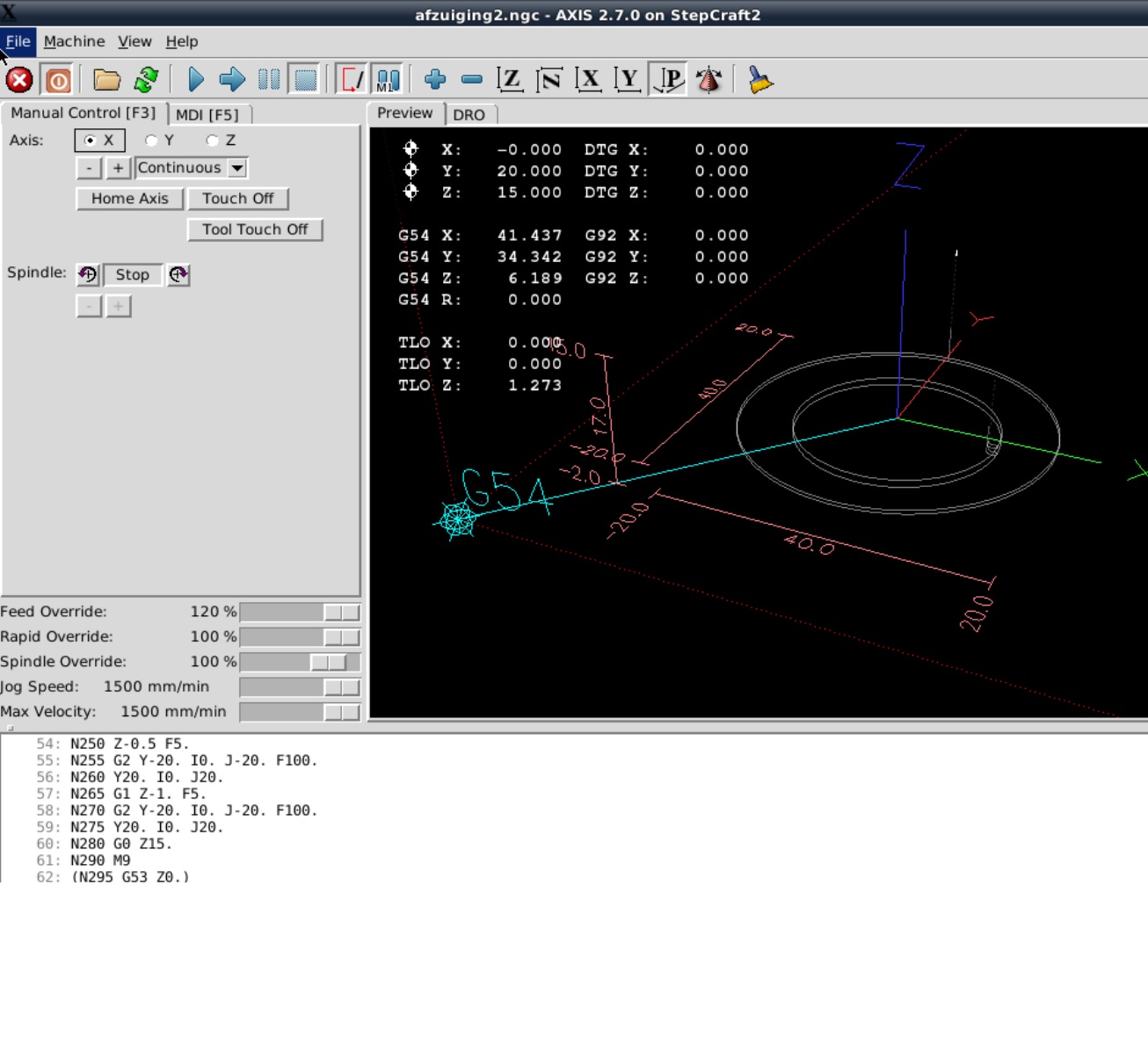
About the circles not in the same axis, a online simulator also shows the paths as fusion does.
Is there an easy way to go back to 2.6 or do I just install it from scratch?
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
- Posts: 19879
- Thank you received: 4643
Are the two circle made with different tools? Perhaps you have an X-offfset in your tool-table?
Please Log in or Create an account to join the conversation.
- JoFr
- Offline
- New Member
-
- Posts: 5
- Thank you received: 0
Here is everything perfect and it runs without warnings.
Please Log in or Create an account to join the conversation.
- Rick G
-

- Offline
- Junior Member
-

- Posts: 27
- Thank you received: 114
Rick G.
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Away
- Platinum Member
-

- Posts: 4761
- Thank you received: 1463
Please Log in or Create an account to join the conversation.
- JoFr
- Offline
- New Member
-
- Posts: 5
- Thank you received: 0
This is my g-code.
%
(AFZUIGING2)
(PE)
(T2 D=4. CR=0. - ZMIN=-2. - FLAT END MILL)
(T3 D=0.5 CR=0. - ZMIN=-1. - FLAT END MILL)
N10 G90 G94 G17 G91.1
N15 G21
(N20 G53 G0 Z0.)
(2D CONTOUR1)
N25 M9
N30 T2 M6
N35 T3
N40 S5000 M3
N45 G54
N50 M9
N60 G0 X11.8 Y-0.4
N65 G43 Z8. H2
N70 G0 Z2.
N75 G1 Z-0.6 F100.
N80 G18 G2 X12.2 Z-1. I0.4 K0.
N85 G1 X12.6
N90 G17 G3 X13. Y0. I0. J0.4
N95 X-13. I-13. J0. F300.
N100 X13. I13. J0.
N105 X12.6 Y0.4 I-0.4 J0. F100.
N110 G1 X12.2
N115 G18 G3 X11.8 Z-0.6 I0. K0.4
N120 G1 Y-0.4
N125 Z-1.6
N130 G2 X12.2 Z-2. I0.4 K0.
N135 G1 X12.6
N140 G17 G3 X13. Y0. I0. J0.4
N145 X-13. I-13. J0. F300.
N150 X13. I13. J0.
N155 X12.6 Y0.4 I-0.4 J0. F100.
N160 G1 X12.2
N165 G18 G3 X11.8 Z-1.6 I0. K0.4
N170 G0 Z8.
N175 G17
N180 M5
(N185 G53 G0 Z0.)
(2D CONTOUR2)
N190 M9
N195 M1
N200 T3 M6
N205 T2
N210 S5000 M3
N215 G54
N220 M9
N230 G0 X0. Y20.
N235 G43 Z15. H3
N240 G0 Z4.
N245 G1 Z1.5 F100.
N250 Z-0.5 F5.
N255 G2 Y-20. I0. J-20. F100.
N260 Y20. I0. J20.
N265 G1 Z-1. F5.
N270 G2 Y-20. I0. J-20. F100.
N275 Y20. I0. J20.
N280 G0 Z15.
N290 M9
(N295 G53 Z0.)
N300 M30
%
Please Log in or Create an account to join the conversation.