Search Results (Searched for: THCAD)
- rodw

11 Feb 2025 12:13
Replied by rodw on topic Converting a THCAD-300 to a THCAD-10?
Converting a THCAD-300 to a THCAD-10?
Category: Plasma & Laser
- Boogie
- Boogie
11 Feb 2025 12:07
Replied by Boogie on topic Converting a THCAD-300 to a THCAD-10?
Converting a THCAD-300 to a THCAD-10?
Category: Plasma & Laser
- rodw
11 Feb 2025 10:18
Replied by rodw on topic Converting a THCAD-300 to a THCAD-10?
Converting a THCAD-300 to a THCAD-10?
Category: Plasma & Laser
- kn612
- kn612
10 Feb 2025 22:54
- PCW

10 Feb 2025 19:08
Replied by PCW on topic THC with Beckhoff EL5101 and THCAD2 => encoder signal loss
THC with Beckhoff EL5101 and THCAD2 => encoder signal loss
Category: Plasmac
- Sandro
- Sandro
10 Feb 2025 17:32 - 10 Feb 2025 17:33
Replied by Sandro on topic THC with Beckhoff EL5101 and THCAD2 => encoder signal loss
THC with Beckhoff EL5101 and THCAD2 => encoder signal loss
Category: Plasmac
- rodw
09 Feb 2025 22:36
Replied by rodw on topic THC with Beckhoff EL5101 and THCAD2 => encoder signal loss
THC with Beckhoff EL5101 and THCAD2 => encoder signal loss
Category: Plasmac
- PCW
09 Feb 2025 22:32 - 09 Feb 2025 22:41
Replied by PCW on topic THC with Beckhoff EL5101 and THCAD2 => encoder signal loss
THC with Beckhoff EL5101 and THCAD2 => encoder signal loss
Category: Plasmac
- Hakan
- Hakan
09 Feb 2025 21:22
Replied by Hakan on topic THC with Beckhoff EL5101 and THCAD2 => encoder signal loss
THC with Beckhoff EL5101 and THCAD2 => encoder signal loss
Category: Plasmac
- rodw
09 Feb 2025 20:42
Replied by rodw on topic THC with Beckhoff EL5101 and THCAD2 => encoder signal loss
THC with Beckhoff EL5101 and THCAD2 => encoder signal loss
Category: Plasmac
- tommylight

09 Feb 2025 20:32
Replied by tommylight on topic THC with Beckhoff EL5101 and THCAD2 => encoder signal loss
THC with Beckhoff EL5101 and THCAD2 => encoder signal loss
Category: Plasmac
- Sandro
- Sandro
09 Feb 2025 18:31 - 10 Feb 2025 17:18
THC with Beckhoff EL5101 and THCAD2 => encoder signal loss was created by Sandro
THC with Beckhoff EL5101 and THCAD2 => encoder signal loss
Category: Plasmac
- Boogie
- Boogie
09 Feb 2025 12:41
Replied by Boogie on topic Converting a THCAD-300 to a THCAD-10?
Converting a THCAD-300 to a THCAD-10?
Category: Plasma & Laser
")
- beauxnez
- beauxnez
08 Feb 2025 21:49
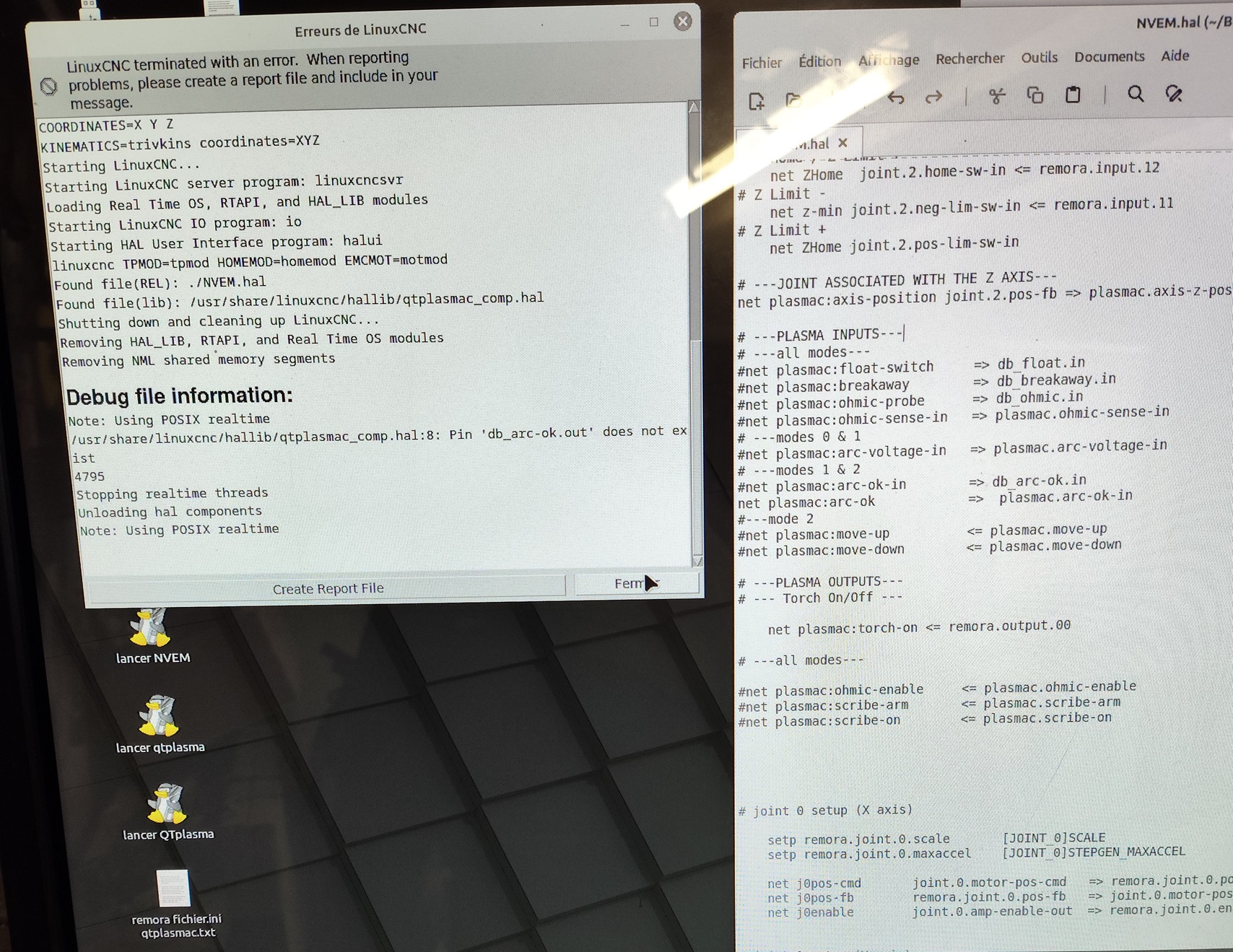
Replied by beauxnez on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- Uthayne
- Uthayne
08 Feb 2025 18:43
Replied by Uthayne on topic Converting a THCAD-300 to a THCAD-10?
Converting a THCAD-300 to a THCAD-10?
Category: Plasma & Laser
Time to create page: 2.358 seconds