Search Results (Searched for: )
- bkt

09 Sep 2024 18:51
- bkt
09 Sep 2024 18:49
- bkt
09 Sep 2024 18:45 - 09 Sep 2024 18:52
- machinedude

09 Sep 2024 18:28
Replied by machinedude on topic What do you really get for a $350 desk top engraver ?
What do you really get for a $350 desk top engraver ?
Category: Show Your Stuff
- spumco
- spumco
09 Sep 2024 18:21
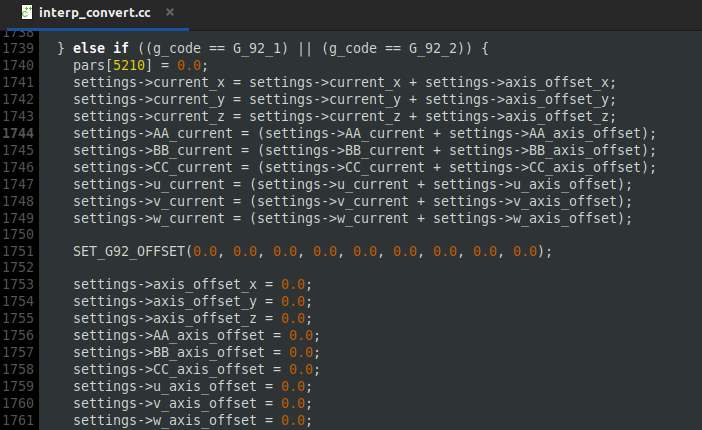
Replied by spumco on topic Probe Basic subroutine parameter - #5210?
Probe Basic subroutine parameter - #5210?
Category: QtPyVCP
- RDA
- RDA
09 Sep 2024 18:19
- Carsten
- Carsten
09 Sep 2024 18:05
- bertoldo
- bertoldo
09 Sep 2024 17:52
Replied by bertoldo on topic Notes from installation of ethercat on Raspberry Pi 4
Notes from installation of ethercat on Raspberry Pi 4
Category: EtherCAT
- Todd Zuercher

09 Sep 2024 17:52
- snowgoer540

09 Sep 2024 17:26 - 09 Sep 2024 17:29
Replied by snowgoer540 on topic Showstopper Plasma Cutter retrofit
Showstopper Plasma Cutter retrofit
Category: Show Your Stuff
")
- jjdege

09 Sep 2024 17:22
Replied by jjdege on topic Notes from installation of ethercat on Raspberry Pi 4
Notes from installation of ethercat on Raspberry Pi 4
Category: EtherCAT

- bertoldo
- bertoldo
09 Sep 2024 17:08
Replied by bertoldo on topic Notes from installation of ethercat on Raspberry Pi 4
Notes from installation of ethercat on Raspberry Pi 4
Category: EtherCAT
- bertoldo
- bertoldo
09 Sep 2024 17:03
Replied by bertoldo on topic Notes from installation of ethercat on Raspberry Pi 4
Notes from installation of ethercat on Raspberry Pi 4
Category: EtherCAT
- jjdege
09 Sep 2024 16:52
Replied by jjdege on topic Notes from installation of ethercat on Raspberry Pi 4
Notes from installation of ethercat on Raspberry Pi 4
Category: EtherCAT

- Aciera

09 Sep 2024 16:27 - 09 Sep 2024 16:58
Replied by Aciera on topic Probe Basic subroutine parameter - #5210?
Probe Basic subroutine parameter - #5210?
Category: QtPyVCP
Time to create page: 0.509 seconds