Post process Fusion 360 lathe
- papagno-source
- Offline
- Elite Member
-

Less
More
- Posts: 170
- Thank you received: 13
02 Mar 2026 18:01 #343736
by papagno-source
Post process Fusion 360 lathe was created by papagno-source
Hi.
Existe the postprocess for Fusion 360 fo lathe machine , with use the g7x cycle ?
Thanks
Existe the postprocess for Fusion 360 fo lathe machine , with use the g7x cycle ?
Thanks
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19875
- Thank you received: 4642
06 Mar 2026 20:14 #343952
by andypugh
Replied by andypugh on topic Post process Fusion 360 lathe
G71 and friends exist mainly as an alternative to CAM, to make hand-coding easier.
I don't know of any CAM system that generates G71 (which isn't to say that there aren't any). But I don't think much would be gained from doing so.
I don't know of any CAM system that generates G71 (which isn't to say that there aren't any). But I don't think much would be gained from doing so.
Please Log in or Create an account to join the conversation.
- hmnijp
- Offline
- Senior Member
-

Less
More
- Posts: 42
- Thank you received: 49
08 Mar 2026 01:32 - 08 Mar 2026 01:37 #344004
by hmnijp
I am not familiar with any other CAM software for turning, but Fusion360 / HSMworks / Inventor CAM can do this.
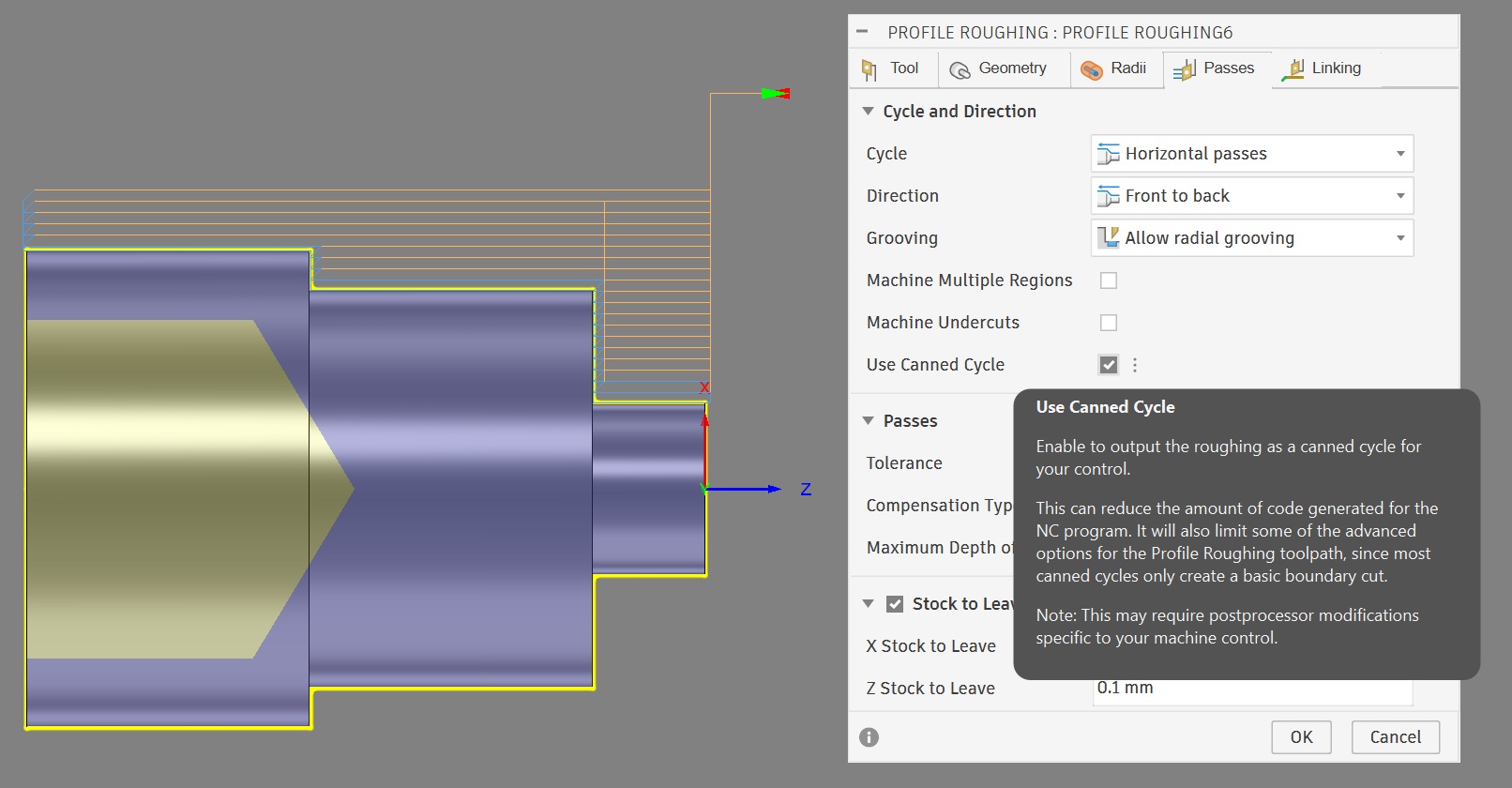
The standard LinuxCNC turning postprocessor from the HSM library does not work without corrections (it uses Fanuc-style UVW for incremental offsets, which LinuxCNC does not understand). I don't know who added this post or why these corrections haven't been made in almost ten years.
G7X canned cycles are also not defined in this postprocessor, but you can add them by following the standard Fanuc turning postprocessor example. This will probably require verification and correction to match the LinuxCNC code-style. The cycles are defined in the following functions:
function onCyclePath()
function onCyclePathEnd()
Replied by hmnijp on topic Post process Fusion 360 lathe
G71 and friends exist mainly as an alternative to CAM, to make hand-coding easier.
I don't know of any CAM system that generates G71 (which isn't to say that there aren't any). But I don't think much would be gained from doing so.
I am not familiar with any other CAM software for turning, but Fusion360 / HSMworks / Inventor CAM can do this.
(PROFILE ROUGHING6)
N15 T0101
N16 G99 G18
N17 G54
N18 M8
N19 G97 S909 M3
N20 G0 X70. Z5.
N21 G50 S5000
N22 G96 S200 M3
N23 G0 Z0.5
N24 X51.
N25 G71 U1. R1.
N26 G71 P27 Q33 U0.2 W0.1 F1.
N27 G0 X15. Z0.5
N28 G1 Z-10.
N29 X35.
N30 Z-35.
N31 X42.
N32 Z-60.4
N33 X50.
N34 G0 X70. Z0.5
N35 Z5.
N36 G80
N37 G97 S909 M3The standard LinuxCNC turning postprocessor from the HSM library does not work without corrections (it uses Fanuc-style UVW for incremental offsets, which LinuxCNC does not understand). I don't know who added this post or why these corrections haven't been made in almost ten years.
G7X canned cycles are also not defined in this postprocessor, but you can add them by following the standard Fanuc turning postprocessor example. This will probably require verification and correction to match the LinuxCNC code-style. The cycles are defined in the following functions:
function onCyclePath()
function onCyclePathEnd()
Attachments:
Last edit: 08 Mar 2026 01:37 by hmnijp.
Please Log in or Create an account to join the conversation.
Time to create page: 0.278 seconds