Gmoccapy Feedrate Overide Feed Display?
- LearningLinuxCNC
-
 Topic Author
Topic Author
- Offline
- Elite Member
-

Less
More
- Posts: 226
- Thank you received: 39
19 Aug 2015 19:51 #61549
by LearningLinuxCNC
Gmoccapy Feedrate Overide Feed Display? was created by LearningLinuxCNC
I have been running some files on my machine and I am using Gmoccapy. I have noticed that the display of the programmed feedrate in the feedrate override box does not always update. For example I have a program that starts with a cutting feedrate of F20.0. Then it changes to F6.3 for a plunge then to F12.1 for some finish cuts. The feedrate override display continues to show F20.0 while the commanded feedrate changes in the Gcode. Feedrate override is set at 100% when this is occurring.
I will post some screenshots showing this issue. And this issue was present in 2.6.8 and 2.7-pre7.
I will post some screenshots showing this issue. And this issue was present in 2.6.8 and 2.7-pre7.
Please Log in or Create an account to join the conversation.
- LearningLinuxCNC
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 226
- Thank you received: 39
19 Aug 2015 19:57 #61550
by LearningLinuxCNC
Replied by LearningLinuxCNC on topic Gmoccapy Feedrate Overide Feed Display?
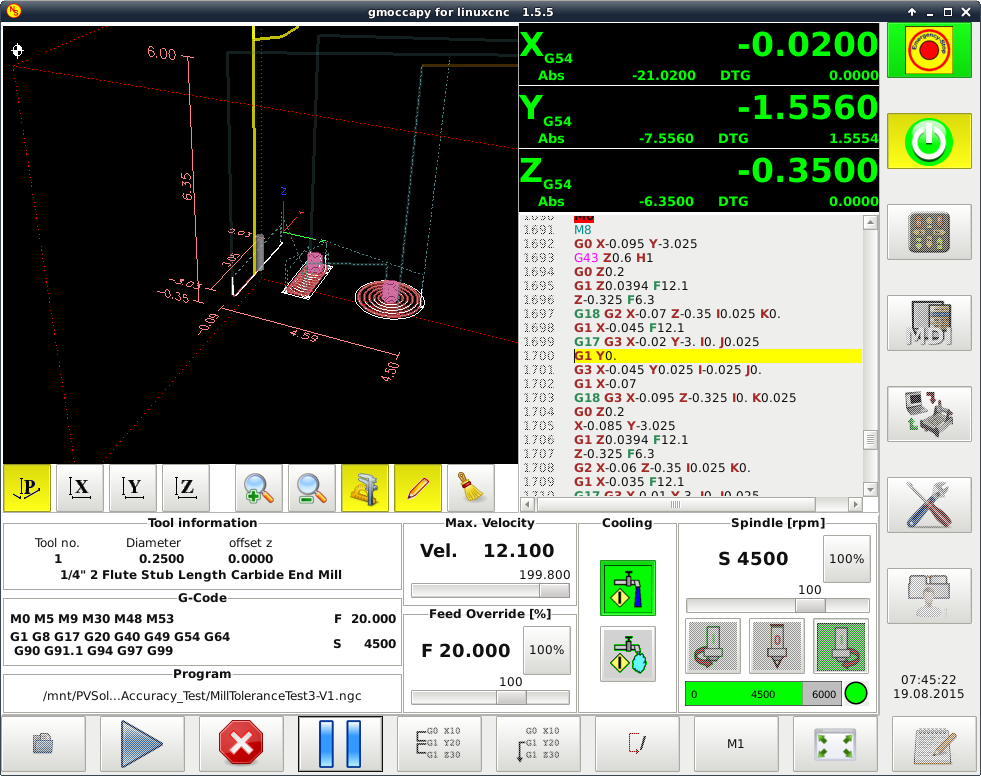
This screenshot shows the commanded feedrate to be F6.3 in the Gcode for the current line but the feedrate override box still says F20.000
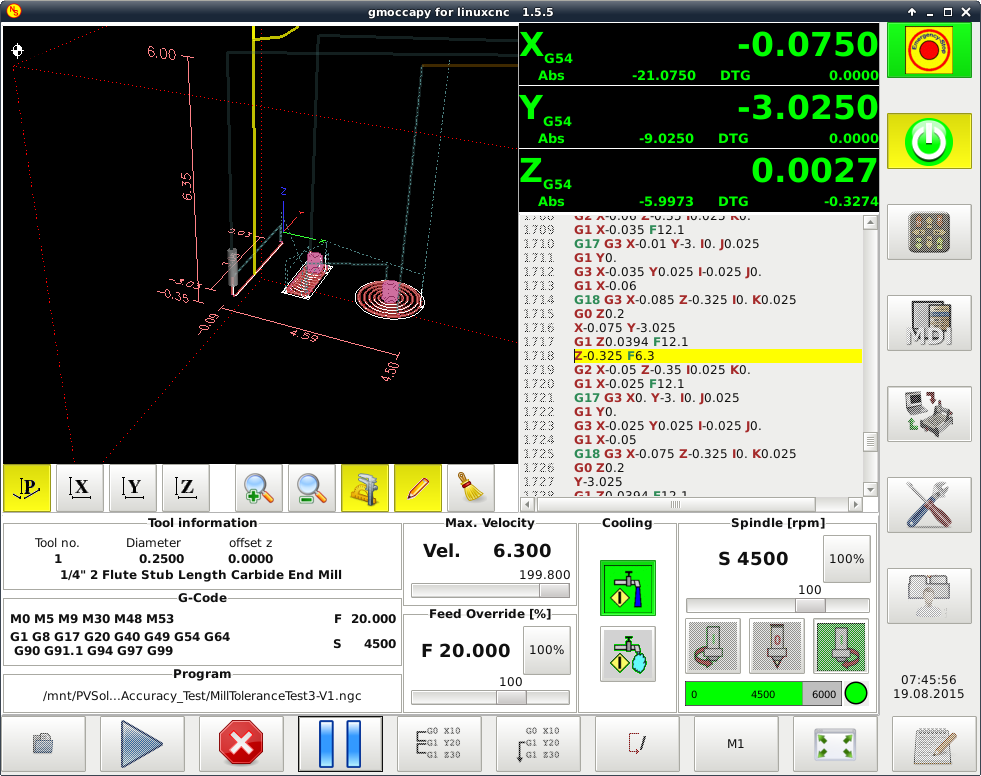
This screenshot shows the previously commanded feedrate of F12.1 in the Gcode but the feedrate override box still says F20.000
Let me know if you need more information of if I need to log this somewhere else.
This screenshot shows the previously commanded feedrate of F12.1 in the Gcode but the feedrate override box still says F20.000
Let me know if you need more information of if I need to log this somewhere else.
Please Log in or Create an account to join the conversation.
- LearningLinuxCNC
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 226
- Thank you received: 39
20 Aug 2015 20:14 #61586
by LearningLinuxCNC
Replied by LearningLinuxCNC on topic Gmoccapy Feedrate Overide Feed Display?
I am attaching the Gcode file that is producing this issue. And I was incorrect in my original post. The F20.0 does not appear in the Gcode until after the F6.3 and F12.1 feedrates so it really makes no sense.
Please Log in or Create an account to join the conversation.
- LearningLinuxCNC
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 226
- Thank you received: 39
04 Sep 2015 07:54 #62106
by LearningLinuxCNC
Replied by LearningLinuxCNC on topic Gmoccapy Feedrate Overide Feed Display?
Does anyone have any information as to what is causing the above behavior?
Please Log in or Create an account to join the conversation.
- racedirector
- Offline
- Elite Member
-
Less
More
- Posts: 231
- Thank you received: 42
04 Sep 2015 11:35 #62110
by racedirector
Replied by racedirector on topic Gmoccapy Feedrate Overide Feed Display?
Could it be caused by look ahead? What happens to the display after it actually gets to the F20 command? Any further feed settings after the F20 or is it the last one?
Please Log in or Create an account to join the conversation.
- LearningLinuxCNC
-
Topic Author
- Offline
- Elite Member
-
Less
More
- Posts: 226
- Thank you received: 39
04 Sep 2015 19:17 #62117
by LearningLinuxCNC
Replied by LearningLinuxCNC on topic Gmoccapy Feedrate Overide Feed Display?
I don't think it is caused by look ahead. The feedrate is correct up until the first F6.3 move then it displays F20.0. There are several F changes between F6.3 and F20.0. I do think that F20.0 is the last feedrate.
Please Log in or Create an account to join the conversation.
- probamo
-
- Offline
- Premium Member
-

Less
More
- Posts: 139
- Thank you received: 9
22 Sep 2016 18:19 #80795
by probamo
Replied by probamo on topic Gmoccapy Feedrate Overide Feed Display?
Not opening another topic, having updated recently from 2.6.12 to 2.7.7 my machine is speeding up almost three times while performing 3D finishing cuts, though cutting 2D speed is unchanged but I am satisfied. Speeding is provided by better collaboration among all three axis w/o waiting ''too much'' for other two motors, making very smooth motions.
However, nowadays, I found there is F 0, though I was cutting MDF with a speed of 3000 mm/min (that was max velocity of the tool moving over the material). I increased speed by feed override up to 3500 mm/min (seen in the widget of max velocity), but still in Feed Override was F 0. This was not a case before upgrading in 2.6.12.
The other machine running in 2.7.7 has no such issue, there is exact velocity and feed rate indicated as written in G Code.
Both platforms are under Ubuntu 12.04.
Any comments?
Thank you
However, nowadays, I found there is F 0, though I was cutting MDF with a speed of 3000 mm/min (that was max velocity of the tool moving over the material). I increased speed by feed override up to 3500 mm/min (seen in the widget of max velocity), but still in Feed Override was F 0. This was not a case before upgrading in 2.6.12.
The other machine running in 2.7.7 has no such issue, there is exact velocity and feed rate indicated as written in G Code.
Both platforms are under Ubuntu 12.04.
Any comments?
Thank you
Please Log in or Create an account to join the conversation.
- newbynobi
-

- Offline
- Moderator
-

Less
More
- Posts: 1931
- Thank you received: 394
22 Sep 2016 21:03 - 22 Sep 2016 21:04 #80815
by newbynobi
Replied by newbynobi on topic Gmoccapy Feedrate Overide Feed Display?
Could you please post your gcode file?
Norbert
P.S. this is my thousands post
Norbert
P.S. this is my thousands post
Last edit: 22 Sep 2016 21:04 by newbynobi.
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- probamo
-
- Offline
- Premium Member
-
Less
More
- Posts: 139
- Thank you received: 9
22 Sep 2016 21:22 #80817
by probamo
Replied by probamo on topic Gmoccapy Feedrate Overide Feed Display?
Well done. Two files from this afternoon attached and this was first run of machine after upgrade.
Cheers,
Cheers,
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
Less
More
- Posts: 1931
- Thank you received: 394
24 Sep 2016 16:39 #80856
by newbynobi
Replied by newbynobi on topic Gmoccapy Feedrate Overide Feed Display?
Hallo probamo,
it is very strange! I downloaded your files and got the same as you, no Feed value. Taking any of the sample files does give me the values as expected. So IMHO it is your file. I checked the code and changed some stuff around, but I am not able to find any reason, why they do not give the values, but do run with the coded feed.
What program do you use to make the code?
Norbert
it is very strange! I downloaded your files and got the same as you, no Feed value. Taking any of the sample files does give me the values as expected. So IMHO it is your file. I checked the code and changed some stuff around, but I am not able to find any reason, why they do not give the values, but do run with the coded feed.
What program do you use to make the code?
Norbert
Please Log in or Create an account to join the conversation.
Moderators: newbynobi, HansU
Time to create page: 0.223 seconds