X wear Z wear inTooltable gmoccapy
- dinkata
- Offline
- Premium Member
-

Less
More
- Posts: 101
- Thank you received: 1
01 Sep 2016 13:43 - 02 Sep 2016 01:54 #79834
by dinkata
X wear Z wear inTooltable gmoccapy was created by dinkata
Excuse me if the question is stupid ,
is it possible in tool table to introduce field correction tool wear .
or to make a separate table for wear ? For example PathPilot :
G43 Tool offset G43.2 Tool wear ??
P.S. Only for Lathe
is it possible in tool table to introduce field correction tool wear .
or to make a separate table for wear ? For example PathPilot :
G43 Tool offset G43.2 Tool wear ??
P.S. Only for Lathe
Last edit: 02 Sep 2016 01:54 by dinkata.
Please Log in or Create an account to join the conversation.
- dinkata
- Offline
- Premium Member
-
Less
More
- Posts: 101
- Thank you received: 1
02 Sep 2016 04:42 #79890
by dinkata
 I update gmoccapy and I was pleasantly surprised
I update gmoccapy and I was pleasantly surprised
there instruction for lathe ?
Replied by dinkata on topic X wear Z wear inTooltable gmoccapy
I update gmoccapy and I was pleasantly surprised
there instruction for lathe ?
Please Log in or Create an account to join the conversation.
- dinkata
- Offline
- Premium Member
-
Less
More
- Posts: 101
- Thank you received: 1
02 Sep 2016 08:25 - 02 Sep 2016 14:21 #79893
by dinkata
Replied by dinkata on topic X wear Z wear inTooltable gmoccapy
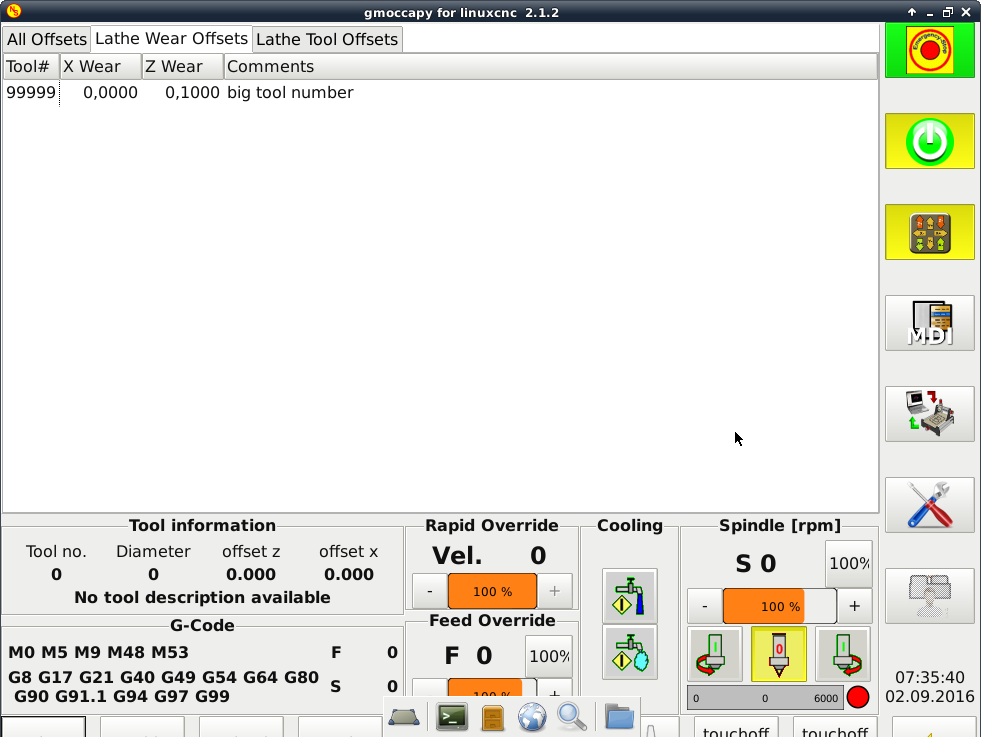
Looking for answer alone , I noticed that the need to wear numbers above 99999 .
Then included in the table
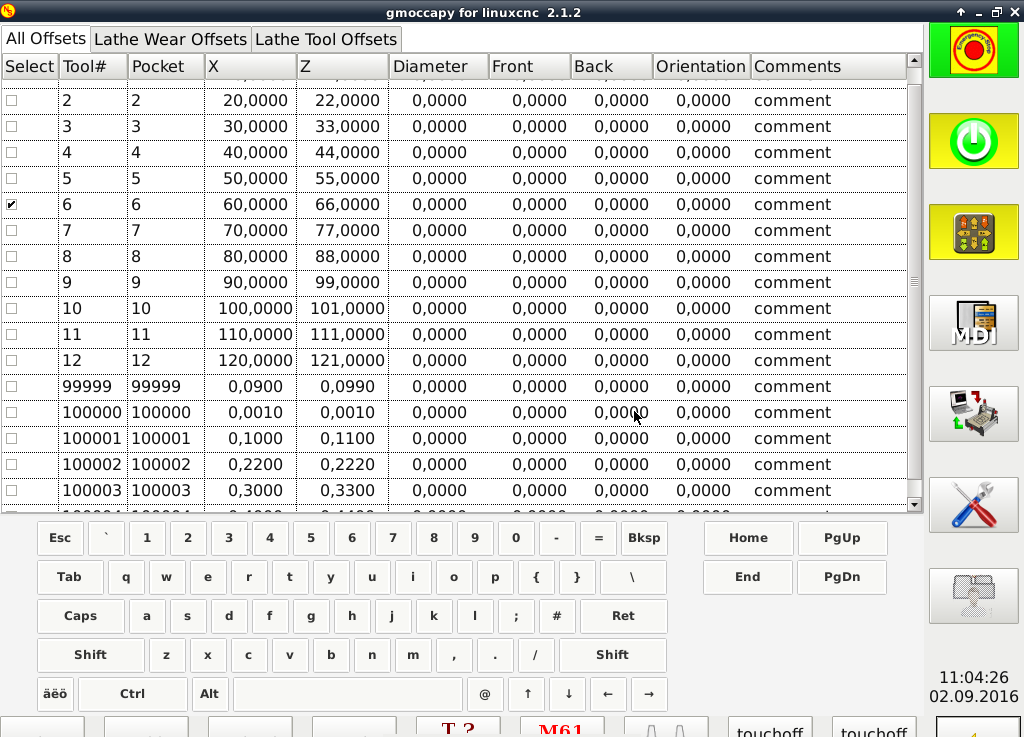
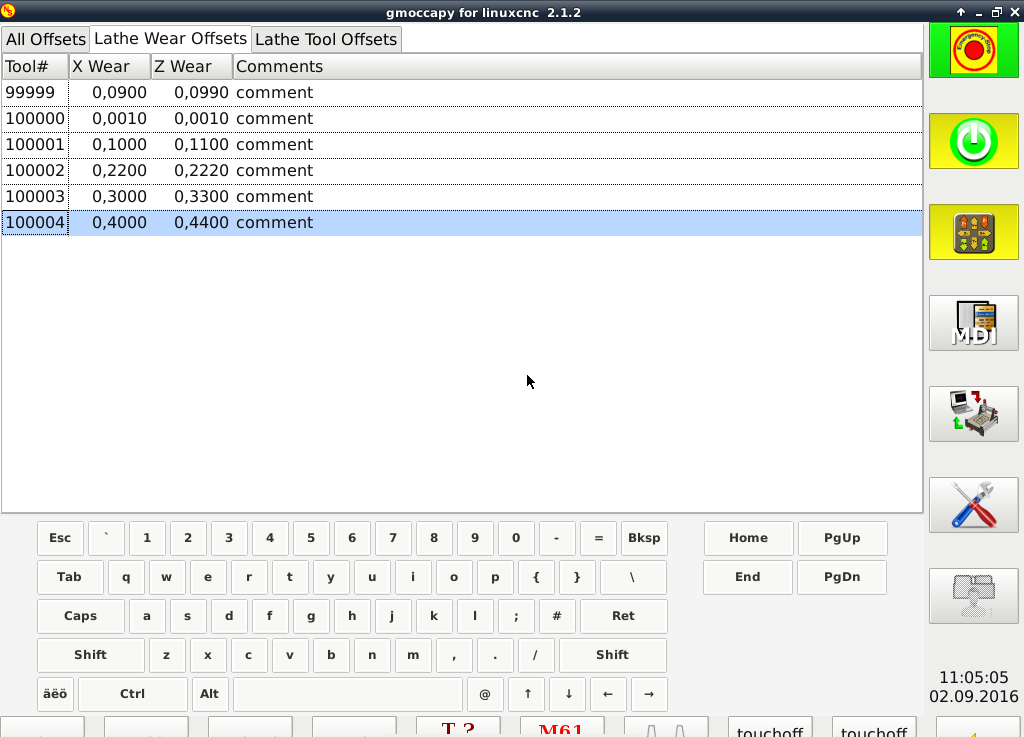
Is this correct ????betterand automat
Then included in the table
Is this correct ????
Т6 М6 G43 H6
G43.2 H 100004Т6 М6G43 H6
G43.2 H 100004
Last edit: 02 Sep 2016 14:21 by dinkata.
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-

Less
More
- Posts: 7341
- Thank you received: 2164
02 Sep 2016 18:23 #79922
by cmorley
Replied by cmorley on topic X wear Z wear inTooltable gmoccapy
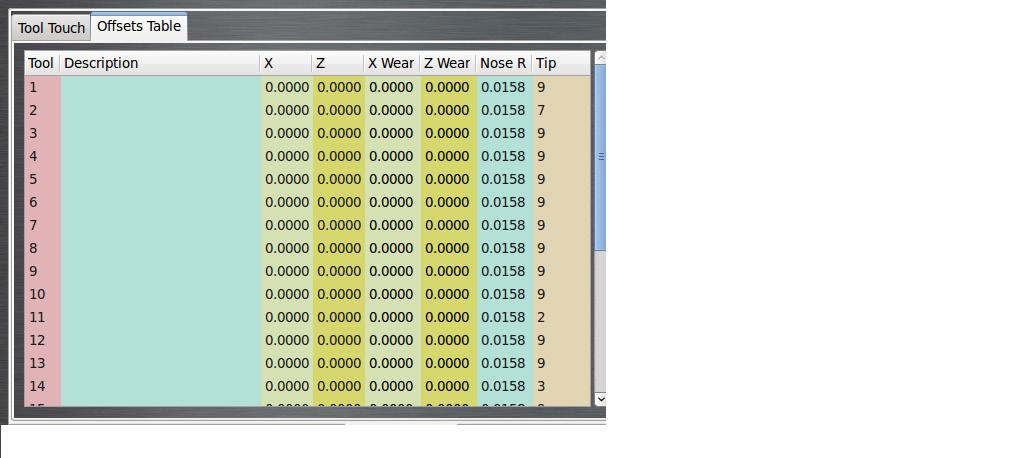
The tool editor widget you see there is made to display wear offsets according to Fanuc standards.
a tool number >= 10000 is a wear offset.
But to use wear offsets requires you to use remap code to redirect tool changes to add wear offsets properly.
There is a sample config that uses shows one way to remap this way.
look for sim/axis/lathe_fanucy
According to the readme
T0101 would load tool 1, load tool offsets for tool 1 and add wear offsets of tool 10001
T0201 would load tool 1, load tool offset for tool 1 and add waer offset for tool 10002
Which I believe is backwards from most Fanuc but can be changed.
you also don't need to add m6 or G43/g43.2 commands
Chris M
a tool number >= 10000 is a wear offset.
But to use wear offsets requires you to use remap code to redirect tool changes to add wear offsets properly.
There is a sample config that uses shows one way to remap this way.
look for sim/axis/lathe_fanucy
According to the readme
T0101 would load tool 1, load tool offsets for tool 1 and add wear offsets of tool 10001
T0201 would load tool 1, load tool offset for tool 1 and add waer offset for tool 10002
Which I believe is backwards from most Fanuc but can be changed.
you also don't need to add m6 or G43/g43.2 commands
Chris M
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-
Less
More
- Posts: 7341
- Thank you received: 2164
02 Sep 2016 18:30 #79923
by cmorley
Replied by cmorley on topic X wear Z wear inTooltable gmoccapy
Thinking about it, I guess you don't actually need to use remap.
T1 m6 g43 h1
g43.2 h10001
would be the same as T0101 (tool one, wear offset one)
Chris M
T1 m6 g43 h1
g43.2 h10001
would be the same as T0101 (tool one, wear offset one)
Chris M
The following user(s) said Thank You: dinkata
Please Log in or Create an account to join the conversation.
- dinkata
- Offline
- Premium Member
-
Less
More
- Posts: 101
- Thank you received: 1
03 Sep 2016 06:40 #79957
by dinkata
") Because now it is not so
Because now it is not so
When expected to start this version ?
Replied by dinkata on topic X wear Z wear inTooltable gmoccapy
I hope to be so .Thinking about it, I guess you don't actually need to use remap.
T1 m6 g43 h1
g43.2 h10001
would be the same as T0101 (tool one, wear offset one)
Chris M
Because now it is not soWhen expected to start this version ?
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-
Less
More
- Posts: 7341
- Thank you received: 2164
03 Sep 2016 06:57 #79958
by cmorley
Replied by cmorley on topic X wear Z wear inTooltable gmoccapy
I'm not sure what you mean.
What doesn't work?
What doesn't work?
Please Log in or Create an account to join the conversation.
- dinkata
- Offline
- Premium Member
-
Less
More
- Posts: 101
- Thank you received: 1
03 Sep 2016 08:30 - 03 Sep 2016 08:34 #79959
by dinkata
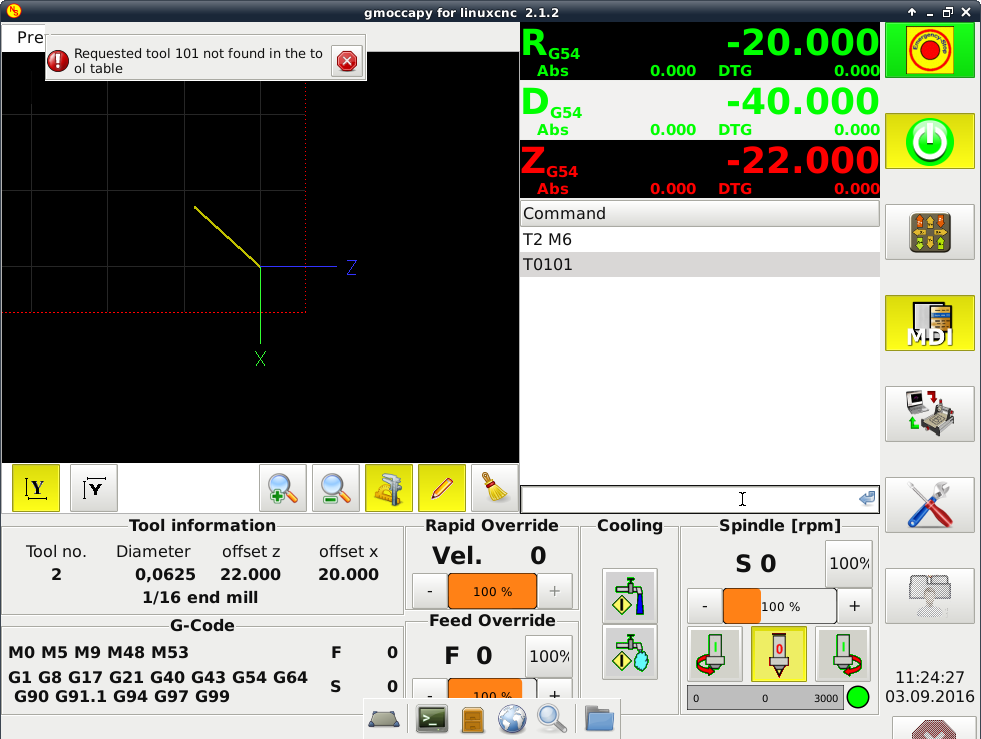
Command T2 M6 --- OK
Command T0101 ---Error
Version 2.8 .0-pre1 , maybe not yet implemented tool wear ?
or I have to complement hal ??
Replied by dinkata on topic X wear Z wear inTooltable gmoccapy
I'm not sure what you mean.
What doesn't work?
Command T2 M6 --- OK
Command T0101 ---Error
Version 2.8 .0-pre1 , maybe not yet implemented tool wear ?
or I have to complement hal ??
Last edit: 03 Sep 2016 08:34 by dinkata.
Please Log in or Create an account to join the conversation.
- newbynobi
-

- Offline
- Moderator
-
Less
More
- Posts: 1931
- Thank you received: 394
03 Sep 2016 09:20 - 03 Sep 2016 09:40 #79963
by newbynobi
Replied by newbynobi on topic X wear Z wear inTooltable gmoccapy
I have not even noted, that this widget has been changed to display also wear offsets!
The documentation is here
It says, that remapping is required.
I think I should include a INI entry to hide that part, otherwise most users will be disturbed by unneeded tabs and entries.
I just pushed 2.1.4 hidding that additional tabs as default.
If you wish to use wear offsets, add to
if someone (dinkata, it is up to you") ) does a documentation I can include, it may be visible as default.
) does a documentation I can include, it may be visible as default.
And a call to all:
Please, please, please help with documentation!!!
I can give advice on how to do that!
I am running out of time!
Norbert
Norbert
The documentation is here
It says, that remapping is required.
I think I should include a INI entry to hide that part, otherwise most users will be disturbed by unneeded tabs and entries.
I just pushed 2.1.4 hidding that additional tabs as default.
If you wish to use wear offsets, add to
[DISPLAY]
LATHE_WEAR_OFFSETS = 1if someone (dinkata, it is up to you
) does a documentation I can include, it may be visible as default.And a call to all:
Please, please, please help with documentation!!!
I can give advice on how to do that!
I am running out of time!
Norbert
Norbert
Last edit: 03 Sep 2016 09:40 by newbynobi.
The following user(s) said Thank You: tommylight, dinkata, endian
Please Log in or Create an account to join the conversation.
- cmorley
- Offline
- Moderator
-
Less
More
- Posts: 7341
- Thank you received: 2164
03 Sep 2016 14:24 #79975
by cmorley
As I stated:
To use T0101 as the command to use wear offsets requires you to use remap programming.
Doing it directly with G43.2 will always work.
Chris M
Replied by cmorley on topic X wear Z wear inTooltable gmoccapy
I'm not sure what you mean.
What doesn't work?
Command T2 M6 --- OK
Command T0101 ---Error
Version 2.8 .0-pre1 , maybe not yet implemented tool wear ?
or I have to complement hal ??
As I stated:
To use T0101 as the command to use wear offsets requires you to use remap programming.
Doing it directly with G43.2 will always work.
Chris M
Please Log in or Create an account to join the conversation.
Moderators: newbynobi, HansU
Time to create page: 2.435 seconds