Spindle speed not correct. (Solved)
- Gaunt1969
- Offline
- Senior Member
-

Less
More
- Posts: 47
- Thank you received: 8
04 Oct 2019 02:46 - 26 Oct 2019 16:09 #147083
by Gaunt1969
Spindle speed not correct. (Solved) was created by Gaunt1969
Ok my head is sore from pounding the wall over what I am sure is a simple fix.
I have an HY VFD and I have it starting and stopping in Gmoccapy and feedback is good . I just cant get the thing to spin up to full RPM no matter what is set for the spindle in the settings, I can only get it up to 12,000. Half speed.
I have it working corectly in axis but cannot get it to in Gmoccapy.
What am I missing?
I have an HY VFD and I have it starting and stopping in Gmoccapy and feedback is good . I just cant get the thing to spin up to full RPM no matter what is set for the spindle in the settings, I can only get it up to 12,000. Half speed.
I have it working corectly in axis but cannot get it to in Gmoccapy.
What am I missing?
Last edit: 26 Oct 2019 16:09 by Gaunt1969.
Please Log in or Create an account to join the conversation.
- Gaunt1969
- Offline
- Senior Member
-
Less
More
- Posts: 47
- Thank you received: 8
04 Oct 2019 03:23 #147085
by Gaunt1969
Replied by Gaunt1969 on topic Spindle speed not correct
Found it.
Prob in the .ini file. MAX_SPINDLE_OVERIDE was set to 1.2
Prob in the .ini file. MAX_SPINDLE_OVERIDE was set to 1.2
Please Log in or Create an account to join the conversation.
- pl7i92
-

- Offline
- Platinum Member
-

Less
More
- Posts: 1872
- Thank you received: 358
04 Oct 2019 10:39 #147107
by pl7i92
Replied by pl7i92 on topic Spindle speed not correct
first how is it connected to the linuxcnc RS485 or analog
is the HZ in the Hal correct to the VFD
is the VFD set to the spindle hz not to the VFD hz
there are some things you need to show as the HAL file
to get infos on how it is set up
i guess the HY is a 24000 Rpm
is the HZ in the Hal correct to the VFD
is the VFD set to the spindle hz not to the VFD hz
there are some things you need to show as the HAL file
to get infos on how it is set up
i guess the HY is a 24000 Rpm
The following user(s) said Thank You: Gaunt1969
Please Log in or Create an account to join the conversation.
- Gaunt1969
- Offline
- Senior Member
-
Less
More
- Posts: 47
- Thank you received: 8
25 Oct 2019 20:49 #148801
by Gaunt1969
Replied by Gaunt1969 on topic Spindle speed not correct
It is connected by rs485. But I found the fix it was the MAX_SPINDLE_OVERIDE value in the INI file
Please Log in or Create an account to join the conversation.
- macsddau@linuxcnc
-

- Offline
- Premium Member
-

Less
More
- Posts: 148
- Thank you received: 29
26 Oct 2019 10:13 - 26 Oct 2019 10:23 #148823
by macsddau@linuxcnc
Replied by macsddau@linuxcnc on topic Spindle speed not correct
Hi
I'm using HY02D223B inverter with a 2.2kW water cooled 24000rmp china spindle.
The first time I run the spindle I get only 11520rmp. I set aside this value to watch for other problems.
Last week I look for the spindle speed.
I make a change in HY param PD144 and set it to 3000.
PD144 contains the spindle speed @ 50Hz
HY inverter can run 400Hz
So computation is simple :
PD144 = YOUR_SPINDLE_MAX_RMP * 50 / 400
You have to make changes for GEMOCAPI :
edit your postgui.hal and change this two lines :
In .ini file I've got this :
For this time, I'm using LinuxCNC 2.7.14 with RTPrempt, GMOCCAPY , an USB to RS485 link to HY inverter and every thing works good with this.
Edit :
Change this section in GMOCCAPY preference pane :
and put what ever you want.
I'm using HY02D223B inverter with a 2.2kW water cooled 24000rmp china spindle.
The first time I run the spindle I get only 11520rmp. I set aside this value to watch for other problems.
Last week I look for the spindle speed.
I make a change in HY param PD144 and set it to 3000.
PD144 contains the spindle speed @ 50Hz
HY inverter can run 400Hz
So computation is simple :
PD144 = YOUR_SPINDLE_MAX_RMP * 50 / 400
You have to make changes for GEMOCAPI :
edit your postgui.hal and change this two lines :
net spindle-cmd-rpm-abs => gmoccapy.spindle_feedback_bar
net spindle-at-speed => gmoccapy.spindle_at_speed_ledIn .ini file I've got this :
MIN_SPINDLE_OVERRIDE = 0.5
MAX_SPINDLE_OVERRIDE = 1.2For this time, I'm using LinuxCNC 2.7.14 with RTPrempt, GMOCCAPY , an USB to RS485 link to HY inverter and every thing works good with this.
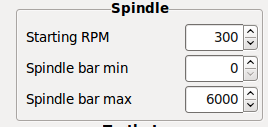
Edit :
Change this section in GMOCCAPY preference pane :
and put what ever you want.
Last edit: 26 Oct 2019 10:23 by macsddau@linuxcnc.
Please Log in or Create an account to join the conversation.
- Gaunt1969
- Offline
- Senior Member
-
Less
More
- Posts: 47
- Thank you received: 8
26 Oct 2019 16:08 #148839
by Gaunt1969
Replied by Gaunt1969 on topic Spindle speed not correct
I had the rest setup correctly but had just missed the MAX_SPINDLE_OVERIDE in the .ini file one I changed it to 2.4 all was well
Please Log in or Create an account to join the conversation.
Moderators: newbynobi, HansU
Time to create page: 0.532 seconds