Tested and adopted, but G54 trouble
- macsddau
-
 Topic Author
Topic Author
- Offline
- Junior Member
-

Less
More
- Posts: 27
- Thank you received: 4
13 Oct 2019 15:44 #147822
by macsddau
Tested and adopted, but G54 trouble was created by macsddau
Hi,
I have installed the basic LinuxCNC interface and connected it to the hardware, but I wasn't very enjoy by it skin. Needed to add custom HAL to see spindle speed. This affect the display area for the other commands and the 3D viewer.
I try some of the other SIMs. I stop on Gmoccapy.
I make a copy of my first config and make the needed changes to run under Gmoccapy.
Hardware works like it was with first config.
Learning the new interface is very simple.
There is something that trouble me :
Program (in white) is not display in local coordinate. The origins table display only [0, 0, 0] values. But the path is played at the good location.
Is there something that I forget to do during configuration ?
I have installed the basic LinuxCNC interface and connected it to the hardware, but I wasn't very enjoy by it skin. Needed to add custom HAL to see spindle speed. This affect the display area for the other commands and the 3D viewer.
I try some of the other SIMs. I stop on Gmoccapy.
I make a copy of my first config and make the needed changes to run under Gmoccapy.
Hardware works like it was with first config.
Learning the new interface is very simple.
There is something that trouble me :
Program (in white) is not display in local coordinate. The origins table display only [0, 0, 0] values. But the path is played at the good location.
Is there something that I forget to do during configuration ?
Attachments:
Please Log in or Create an account to join the conversation.
- newbynobi
-

- Offline
- Moderator
-

Less
More
- Posts: 1931
- Thank you received: 394
13 Oct 2019 20:22 #147826
by newbynobi
Replied by newbynobi on topic Tested and adopted, but G54 trouble
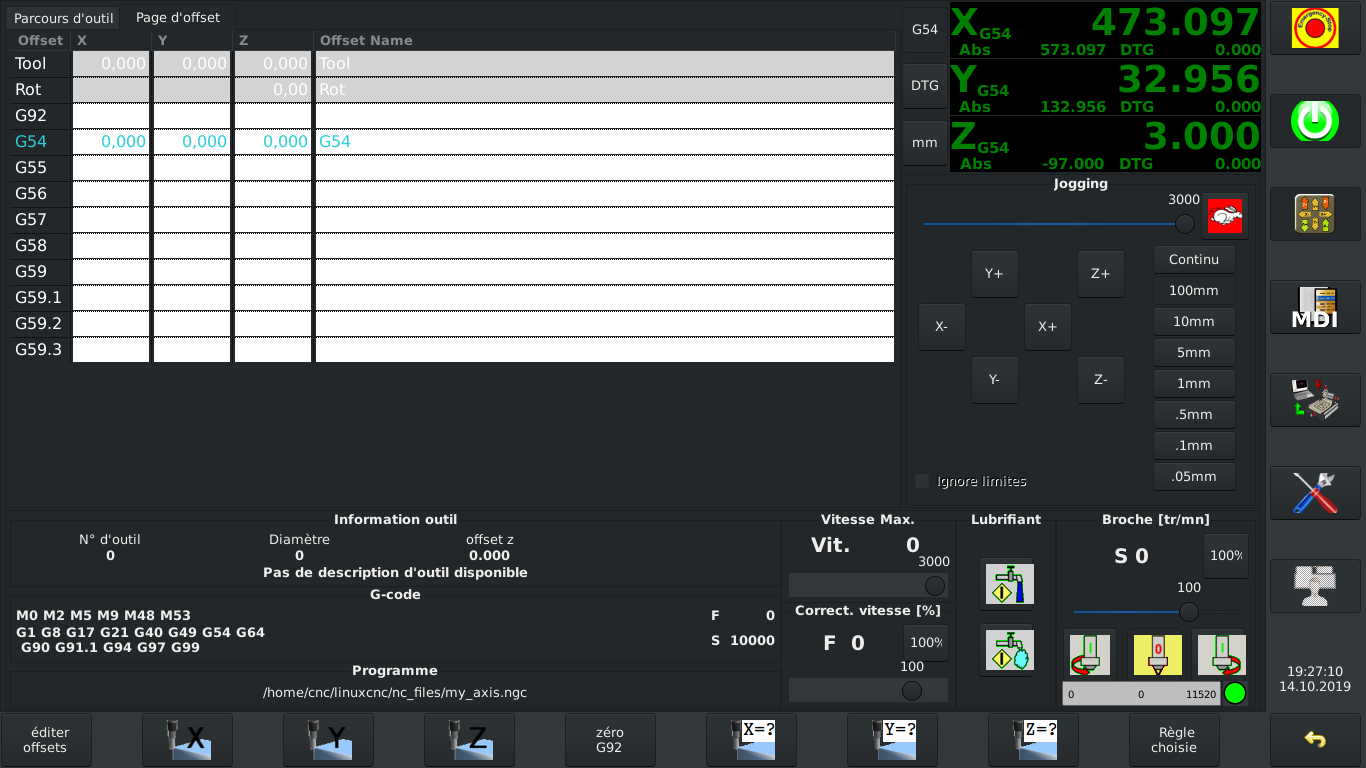
I can see on your screenshot, that you have not set any offsets.
Go to manual modd, jog the mavhine to the start coordinates you want to set as G54 origin.
Press the touch off button and set your axis to the value you like, most probably zero.
Now the table does contain the requiered values.
Norbert
Go to manual modd, jog the mavhine to the start coordinates you want to set as G54 origin.
Press the touch off button and set your axis to the value you like, most probably zero.
Now the table does contain the requiered values.
Norbert
Please Log in or Create an account to join the conversation.
- pl7i92
-

- Offline
- Platinum Member
-

Less
More
- Posts: 1872
- Thank you received: 358
14 Oct 2019 07:13 #147857
by pl7i92
Replied by pl7i92 on topic Tested and adopted, but G54 trouble
G54 is the location of your workpice
you are still on G53 mashine coordinates as the screen showes
give it also a G54 in the MDI
so move somwhere in the workfieldarea by manuell jog
goto offset tab and press the zero button
you are still on G53 mashine coordinates as the screen showes
give it also a G54 in the MDI
so move somwhere in the workfieldarea by manuell jog
goto offset tab and press the zero button
Please Log in or Create an account to join the conversation.
- macsddau
-
Topic Author
- Offline
- Junior Member
-
Less
More
- Posts: 27
- Thank you received: 4
14 Oct 2019 17:37 #147876
by macsddau
Replied by macsddau on topic Tested and adopted, but G54 trouble
2 screen shots to describe what append :
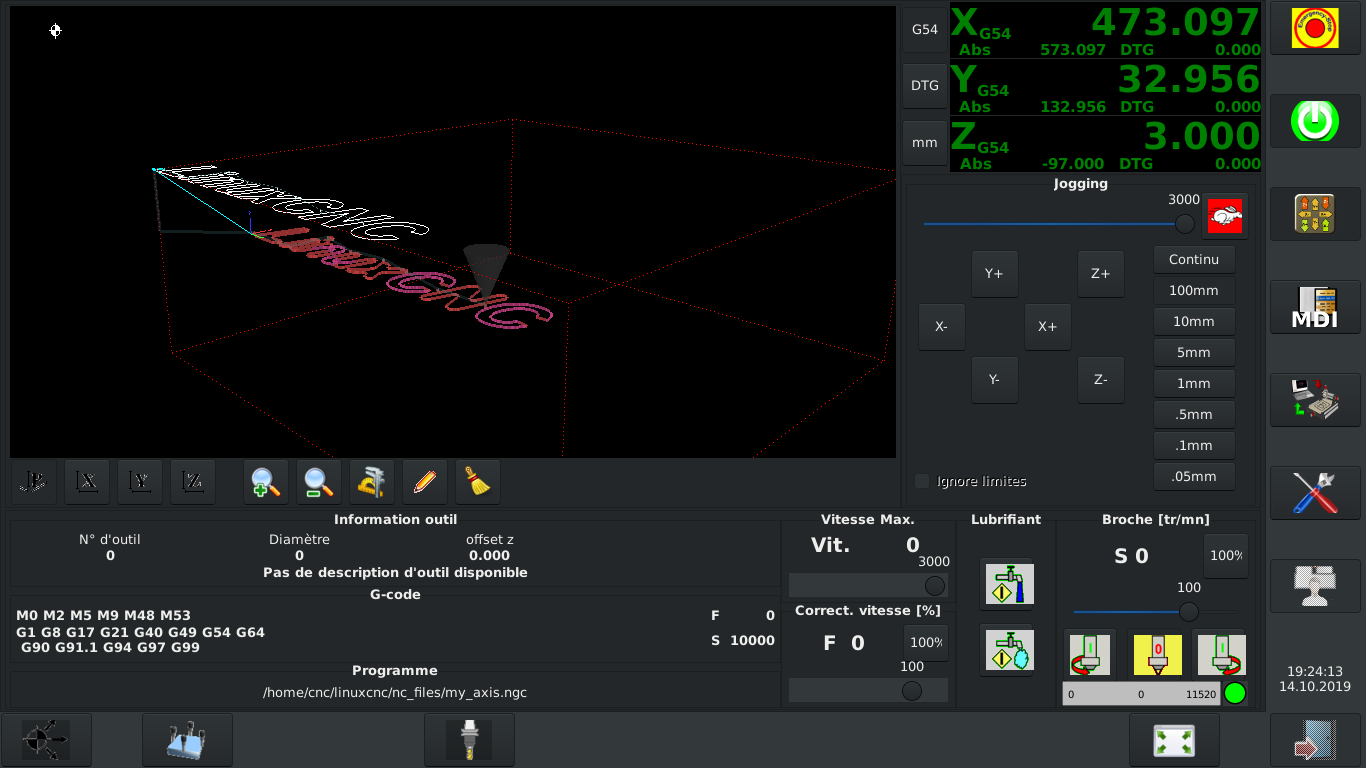
Program @ machine origin
Plotted path @ part origin (with G54)
offset table for G54 @ [0, 0, 0] and coordinates on display are good.
Program @ machine origin
Plotted path @ part origin (with G54)
offset table for G54 @ [0, 0, 0] and coordinates on display are good.
Attachments:
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
Less
More
- Posts: 1931
- Thank you received: 394
14 Oct 2019 20:10 #147886
by newbynobi
Replied by newbynobi on topic Tested and adopted, but G54 trouble
Do you have homing switches?
Please errase the var file kn youf config dir and if present the pos ition.txt file
What does the machine sow rigth after homing?
Norbert
Please errase the var file kn youf config dir and if present the pos ition.txt file
What does the machine sow rigth after homing?
Norbert
Please Log in or Create an account to join the conversation.
- macsddau
-
Topic Author
- Offline
- Junior Member
-
Less
More
- Posts: 27
- Thank you received: 4
15 Oct 2019 16:19 #147936
by macsddau
1. Yes I have wired the homing switches
2. I haven't any of this files in the config dir
Replied by macsddau on topic Tested and adopted, but G54 trouble
Hi newbynobi,Do you have homing switches?
Please errase the var file kn youf config dir and if present the pos ition.txt file
What does the machine sow rigth after homing?
Norbert
1. Yes I have wired the homing switches
2. I haven't any of this files in the config dir
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
Less
More
- Posts: 1931
- Thank you received: 394
15 Oct 2019 20:21 #147944
by newbynobi
Replied by newbynobi on topic Tested and adopted, but G54 trouble
Please post your complete config folder, as i am not able to reproduce.
Norbert
Norbert
Please Log in or Create an account to join the conversation.
- macsddau@linuxcnc
-

- Offline
- Premium Member
-

Less
More
- Posts: 146
- Thank you received: 29
17 Oct 2019 04:46 #148070
by macsddau@linuxcnc
Replied by macsddau@linuxcnc on topic Tested and adopted, but G54 trouble
Hi,
I have trouble with my user account macsddau. I check with administrators and answer as soon as possible.
I have trouble with my user account macsddau. I check with administrators and answer as soon as possible.
Please Log in or Create an account to join the conversation.
- macsddau@linuxcnc
-
- Offline
- Premium Member
-
Less
More
- Posts: 146
- Thank you received: 29
18 Oct 2019 04:32 #148162
by macsddau@linuxcnc
Hi Norbert
Here the config folder :
Replied by macsddau@linuxcnc on topic Tested and adopted, but G54 trouble
Please post your complete config folder, as i am not able to reproduce.
Norbert
Hi Norbert
Here the config folder :
Please Log in or Create an account to join the conversation.
- macsddau@linuxcnc
-
- Offline
- Premium Member
-
Less
More
- Posts: 146
- Thank you received: 29
18 Oct 2019 08:09 - 18 Oct 2019 09:35 #148172
by macsddau@linuxcnc
Replied by macsddau@linuxcnc on topic SOLVED. Tested and adopted, but G54 trouble
Hi
The problem was that in the CNC2.ini file I didn't enter the good value for PARAMETER_FILE in [RS274NGC] section
replaced "macros" by "CNC2.var" (was linuwcnc.var in zip file).
Program is now displayed at G54 location.
As well, I can now use G30 for tool change location
The problem was that in the CNC2.ini file I didn't enter the good value for PARAMETER_FILE in [RS274NGC] section
replaced "macros" by "CNC2.var" (was linuwcnc.var in zip file).
Program is now displayed at G54 location.
As well, I can now use G30 for tool change location
Last edit: 18 Oct 2019 09:35 by macsddau@linuxcnc.
Please Log in or Create an account to join the conversation.
Moderators: newbynobi, HansU
Time to create page: 0.432 seconds