Lathe path preview looking strange
- alex_sar
- Offline
- New Member
-

Less
More
- Posts: 11
- Thank you received: 8
13 Jun 2023 10:08 - 13 Jun 2023 10:38 #273463
by alex_sar
Lathe path preview looking strange was created by alex_sar
Hi all,
that is probably not a gmoccapy but gremlin problem, but I did not find better place to post it.
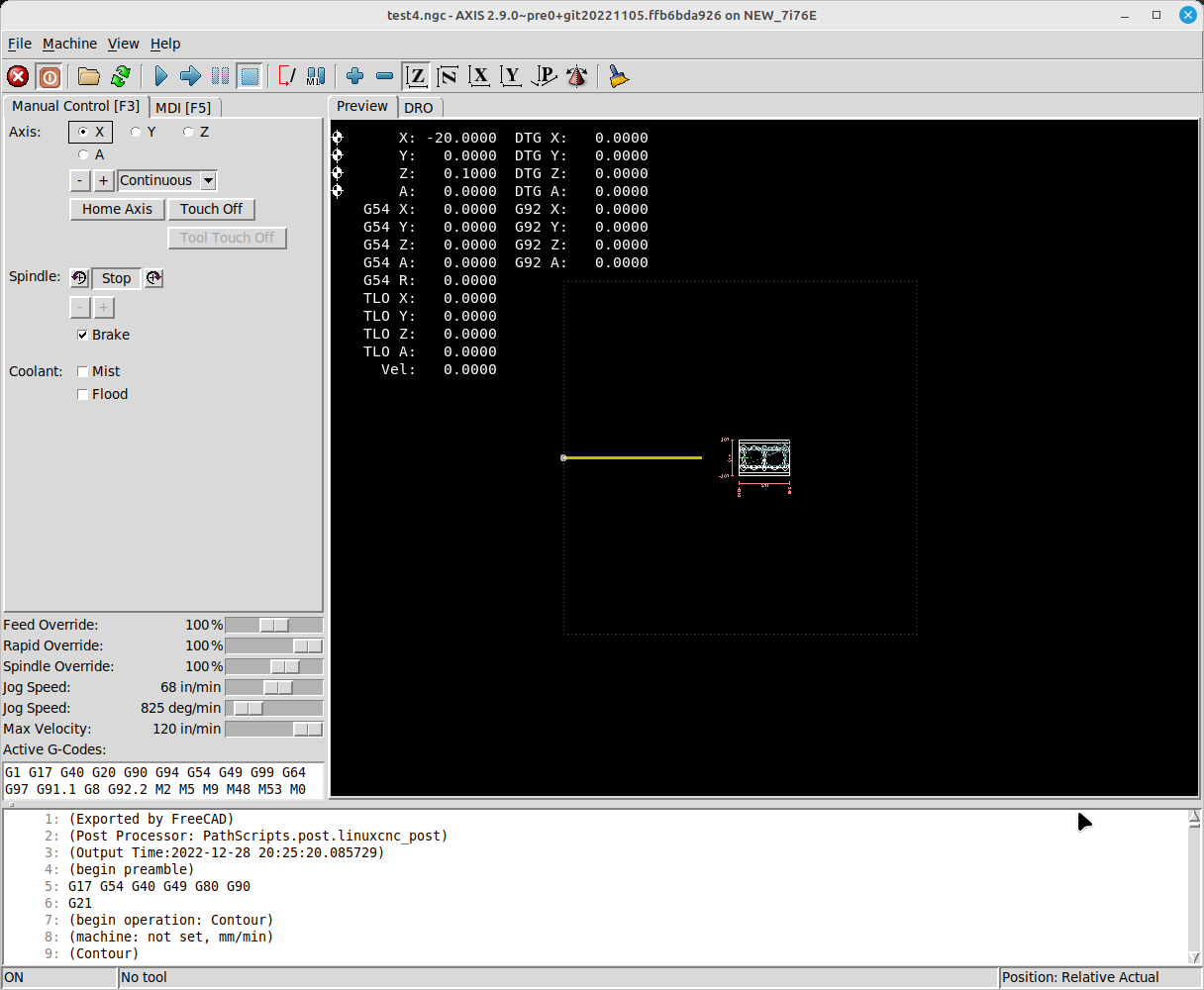
I've built a lathe cnc based on 2.9 dev branch (RIP build), it works fine except one problem. No matter what I do and what do I do in the gcode, the preview always show a dashed line to some point out of working area. I've never saw it on milling linuxcnc configs.
As I can see the point offset somehow correspond to G54 offsets.
Is it a known problem and is there a way to fix it?
my ini file:
that is probably not a gmoccapy but gremlin problem, but I did not find better place to post it.
I've built a lathe cnc based on 2.9 dev branch (RIP build), it works fine except one problem. No matter what I do and what do I do in the gcode, the preview always show a dashed line to some point out of working area. I've never saw it on milling linuxcnc configs.
As I can see the point offset somehow correspond to G54 offsets.
Is it a known problem and is there a way to fix it?
my ini file:
[EMC]
MACHINE = izh
VERSION = 1.1
[DISPLAY]
DISPLAY = gmoccapy
#DISPLAY = axis
CYCLE_TIME = 0.1
LATHE = 1
HELP_FILE = doc/help.txt
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
MAX_FEED_OVERRIDE = 2.0
MAX_SPINDLE_OVERRIDE = 2.0
MAX_LINEAR_VELOCITY = 250
MAX_LINEAR_VELOCITY = 1
DEFAULT_LINEAR_VELOCITY = 50
DEFAULT_SPINDLE_SPEED = 100
PROGRAM_PREFIX = ~/linuxcnc/nc_files
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 1
INCREMENTS = 1mm, 0.1mm, 0.01mm, 0.001mm
#PYVCP = nyx-6.xml
[APPLICATIONS]
DELAY = 1
[TASK]
TASK = milltask
CYCLE_TIME = 0.01
[RS274NGC]
PARAMETER_FILE = izh.var
RS274NGC_STARTUP_CODE = G18 G7 G21 G40 G43H0 G54 G64P0.005 G80 G90 G94 G97 M5 M9
[EMCMOT]
EMCMOT = motmod
SERVO_PERIOD = 222242
COMM_TIMEOUT = 1.0
COMM_WAIT = 0.010
[HAL]
HALUI = halui
HALFILE = nyx.hal
HALFILE = vfs15.hal
HALFILE = LIB:xhc-hb04.tcl
[NYX]
;PARAMS = j4.par
PARAMS = empty.par
AXES = 8
VEL_SCALE = 100
SP_VEL_SCALE = 100
TRQ_SCALE = 10
[EMCIO]
EMCIO = iov2
CYCLE_TIME = 0.1
TOOL_TABLE = tool.tbl
[TRAJ]
COORDINATES = X Z
#NO_FORCE_HOMING = 1
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
#POSITION_FILE = izh.pos
MAX_LINEAR_VELOCITY = 80
MIN_LINEAR_VELOCITY = 0.00001
DEFAULT_LINEAR_VELOCITY = 20
[KINS]
KINEMATICS = trivkins coordinates=XZ
JOINTS = 2
[AXIS_X]
MAX_VELOCITY = 80
MAX_ACCELERATION = 680
MIN_LIMIT = -160
MAX_LIMIT = 0
[AXIS_Z]
MAX_VELOCITY = 80
MAX_ACCELERATION = 680.0
MIN_LIMIT = 84
MAX_LIMIT = 570
[AXIS_Y]
MAX_VELOCITY = 80
MAX_ACCELERATION = 680.0
[AXIS_A]
MAX_VELOCITY = 80
MAX_ACCELERATION = 680.0
[JOINT_0]
TYPE = LINEAR
HOME = 0
MAX_VELOCITY = 80
MAX_ACCELERATION = 680
BACKLASH = 0.000
SCALE = 10.0
MIN_LIMIT = -160
MAX_LIMIT = 0
FERROR = 2
MIN_FERROR = 0.5
HOME_SEQUENCE = 0
HOME_ABSOLUTE_ENCODER = 2
HOME_OFFSET = -81919.00
[JOINT_1]
TYPE = LINEAR
HOME = 0
MAX_VELOCITY = 80
MAX_ACCELERATION = 680
BACKLASH = 0.000
SCALE = -5.0
MIN_LIMIT = 84
MAX_LIMIT = 570
FERROR = 2
MIN_FERROR = 0.5
HOME_SEQUENCE = 0
HOME_ABSOLUTE_ENCODER = 2
HOME_OFFSET = 1133.50
Last edit: 13 Jun 2023 10:38 by alex_sar.
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21718
- Thank you received: 7422
13 Jun 2023 10:58 #273470
by tommylight
Replied by tommylight on topic Lathe path preview looking strange
Seems there are active offsets, the blue-green ball shaped thingy in gremlin preview.
linuxcnc.org/docs/html/gcode/coordinates.html
linuxcnc.org/docs/html/gcode/coordinates.html
Please Log in or Create an account to join the conversation.
- alex_sar
- Offline
- New Member
-
Less
More
- Posts: 11
- Thank you received: 8
13 Jun 2023 11:39 #273477
by alex_sar
Replied by alex_sar on topic Lathe path preview looking strange
Thanks for response!
Do you mean G92 offsets? That is a new setup and I definitely did not use any offsets besides G54.
But I will check to make sure all possible offsets are zero.
Do you mean G92 offsets? That is a new setup and I definitely did not use any offsets besides G54.
But I will check to make sure all possible offsets are zero.
Please Log in or Create an account to join the conversation.
- scotth
- Away
- Elite Member
-

Less
More
- Posts: 242
- Thank you received: 61
13 Jun 2023 14:11 #273489
by scotth
Replied by scotth on topic Lathe path preview looking strange
The HOME_OFFSET values look large. It may be because of the absolute encoders, just a guess.
Please Log in or Create an account to join the conversation.
- alex_sar
- Offline
- New Member
-
Less
More
- Posts: 11
- Thank you received: 8
13 Jun 2023 14:21 - 13 Jun 2023 14:23 #273490
by alex_sar
Replied by alex_sar on topic Lathe path preview looking strange
Yes, I'am using MR-J4-B with absolute encoders, and offset values are correct. I think it should not break anything in UI, and if it breaks it is better to get it fixed.
Last edit: 13 Jun 2023 14:23 by alex_sar.
Please Log in or Create an account to join the conversation.
- scotth
- Away
- Elite Member
-
Less
More
- Posts: 242
- Thank you received: 61
13 Jun 2023 14:36 #273491
by scotth
Replied by scotth on topic Lathe path preview looking strange
I don't run gmoccapy, but can you shrink the display enough to see the other end of the dotted box. I believe that is the defined work envelope displayed.
Please Log in or Create an account to join the conversation.
- alex_sar
- Offline
- New Member
-
Less
More
- Posts: 11
- Thank you received: 8
13 Jun 2023 14:40 #273492
by alex_sar
Replied by alex_sar on topic Lathe path preview looking strange
Yes, red line is probably work area and that is not a problem.
Problem is diagonal line going left down corner. There is nothing like this in the g-code and it breaks preview, and also invalid numbers displayed because of this.
Problem is diagonal line going left down corner. There is nothing like this in the g-code and it breaks preview, and also invalid numbers displayed because of this.
Please Log in or Create an account to join the conversation.
- scotth
- Away
- Elite Member
-
Less
More
- Posts: 242
- Thank you received: 61
13 Jun 2023 14:54 #273494
by scotth
Replied by scotth on topic Lathe path preview looking strange
In Axis, I can't go outside the box.
Attachments:
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

Less
More
- Posts: 4748
- Thank you received: 2127
13 Jun 2023 17:10 #273497
by Aciera
Replied by Aciera on topic Lathe path preview looking strange
The light blue symbol would be your machine absolute zero and I think the preview can be made to display a light blue line with a label showing the current work offset.
But why it would show a gcode move from machine zero to the current work offset I really don't know.
But why it would show a gcode move from machine zero to the current work offset I really don't know.
Please Log in or Create an account to join the conversation.
- alex_sar
- Offline
- New Member
-
Less
More
- Posts: 11
- Thank you received: 8
13 Jun 2023 19:01 - 13 Jun 2023 19:03 #273505
by alex_sar
Replied by alex_sar on topic Lathe path preview looking strange
Thanks all!
I checked offsets, there is no any besides G54 and it definitely displays G54 offset. I've tried with AXIS and it displays similar picture but with G54 label on point.
The question is how to disable it in gremlin? I am a programmer, if someone point me where to look, I will be happy to submit a patch to linuxcnc github for this.
This makes preview partially useless, because I do not see clear minimal Z and X on preview, which is very important for safety before start turning program.
I checked offsets, there is no any besides G54 and it definitely displays G54 offset. I've tried with AXIS and it displays similar picture but with G54 label on point.
The question is how to disable it in gremlin? I am a programmer, if someone point me where to look, I will be happy to submit a patch to linuxcnc github for this.
This makes preview partially useless, because I do not see clear minimal Z and X on preview, which is very important for safety before start turning program.
Last edit: 13 Jun 2023 19:03 by alex_sar.
Please Log in or Create an account to join the conversation.
Moderators: newbynobi, HansU
Time to create page: 0.295 seconds