Gmoccapy - spindle restarts at program stop
- Aciera
-

- Away
- Administrator
-

- Posts: 4716
- Thank you received: 2109
Please Log in or Create an account to join the conversation.
- MennilTossFlykune
- Offline
- Senior Member
-

- Posts: 42
- Thank you received: 30
I think this is related to what's happening:
github.com/LinuxCNC/linuxcnc/issues/579#issuecomment-640557582
This sure does sound related to #865 and #882, where readahead segments aren't dropped during task abort, and get flushed into the queue by commands following the abort: the ON_ABORT_COMMAND in this case, and the restored state tag in the case of #865.
However, in my quick test, I couldn't tickle the bug in the 2.8 branch by adding the ON_ABORT_COMMAND from @sheetcam's config. Anyway, if it is the same problem, hopefully #882 will fix it.
Please Log in or Create an account to join the conversation.
- Aciera
-
- Away
- Administrator
-
- Posts: 4716
- Thank you received: 2109
Please Log in or Create an account to join the conversation.
- MennilTossFlykune
- Offline
- Senior Member
-
- Posts: 42
- Thank you received: 30
Please Log in or Create an account to join the conversation.
- Aciera
-
- Away
- Administrator
-
- Posts: 4716
- Thank you received: 2109
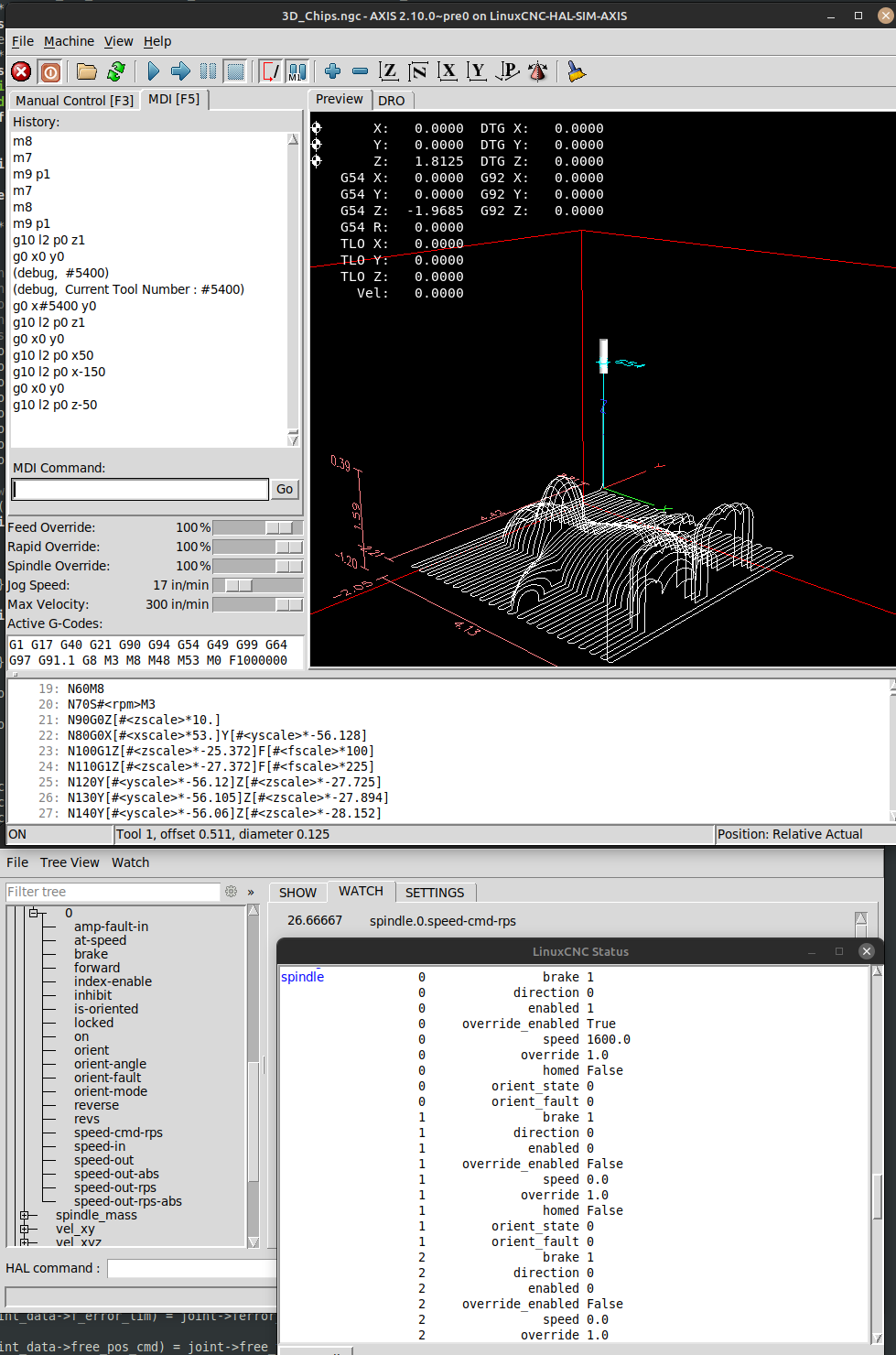
Python stat:
acceleration 100.0
active_queue 0
actual_position 0.0000 0.0000 -0.1561
adaptive_feed_enabled False
ain 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000
angular_units 1.0000
aout 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000
axis_mask 7
block_delete True
call_level 0
command -
current_line 2613
current_vel 0.0000
cycle_time 0.001
debug 0
delay_left 0.0
din False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False
distance_to_go 0.0000
dout False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False False
dtg 0.0000 0.0000 0.0000
echo_serial_number 126
enabled True
estop 0
exec_state done
feed_hold_enabled True
feed_override_enabled True
feedrate 1.0
file /tmp/tmput72cao1/3D_Chips.ngc
flood 0
g5x_index 1
g5x_offset 0.0000 0.0000 -1.9685
g92_offset 0.0000 0.0000 0.0000
gcodes G1 G17 G40 G21 G90 G94 G54 G49 G99 G64 G97 G91.1 G8
homed 1 1 1
ini_filename /home/user/git/linuxcnc-master-official/configs/sim/axis/axis.ini
inpos True
input_timeout False
interp_state idle
interpreter_errcode 0
joints 3
kinematics_type identity
limit 0 0 0
linear_units 0.0394
max_acceleration 100.0000
max_velocity 5.0000
mcodes M3 M8 M48 M53 M0
misc_error (0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0)
mist 0
motion_id 0
motion_line 0
motion_mode teleop
motion_type none
num_extrajoints 0
optional_stop True
paused False
pocket_prepped 1
position 0.0000 0.0000 -0.1561
probe_tripped False
probe_val 0
probed_position 0.0000 0.0000 0.0000
probing False
program_units mm
queue 0
queue_full False
queued_mdi_commands 0
rapidrate 1.0
read_line 0
rotation_xy 0.0000
settings 2614.0000 1000000.0000 1600.0000 0.1000 0.1000
spindle 0 brake 1
0 direction 0
0 enabled 1
0 override_enabled True
0 speed 1600.0
0 override 1.0
0 homed False
0 orient_state 0
0 orient_fault 0
1 brake 1
1 direction 0
1 enabled 0
1 override_enabled False
1 speed 0.0
1 override 1.0
1 homed False
1 orient_state 0
1 orient_fault 0
2 brake 1
2 direction 0
2 enabled 0
2 override_enabled False
2 speed 0.0
2 override 1.0
2 homed False
2 orient_state 0
2 orient_fault 0
3 brake 1
3 direction 0
3 enabled 0
3 override_enabled False
3 speed 0.0
3 override 1.0
3 homed False
3 orient_state 0
3 orient_fault 0
4 brake 1
4 direction 0
4 enabled 0
4 override_enabled False
4 speed 0.0
4 override 1.0
4 homed False
4 orient_state 0
4 orient_fault 0
5 brake 1
5 direction 0
5 enabled 0
5 override_enabled False
5 speed 0.0
5 override 1.0
5 homed False
5 orient_state 0
5 orient_fault 0
6 brake 1
6 direction 0
6 enabled 0
6 override_enabled False
6 speed 0.0
6 override 1.0
6 homed False
6 orient_state 0
6 orient_fault 0
7 brake 1
7 direction 0
7 enabled 0
7 override_enabled False
7 speed 0.0
7 override 1.0
7 homed False
7 orient_state 0
7 orient_fault 0
spindles 1
state rcs_done
task_mode manual
task_paused 0
task_state on
tool_from_pocket 1
tool_in_spindle 1
tool_offset 0.0000 0.0000 0.0000
toolinfo <built-in method toolinfo of linuxcnc.stat object at 0x562b15b3de50>
velocity 0.0
Attachments:
Please Log in or Create an account to join the conversation.
- Aciera
-
- Away
- Administrator
-
- Posts: 4716
- Thank you received: 2109
Please Log in or Create an account to join the conversation.
- MennilTossFlykune
- Offline
- Senior Member
-
- Posts: 42
- Thank you received: 30
You can see here how G61/G64 are related to this:
The larger the P value the further into the program the interpreter will be able to read.
If the interpreter has reached a queuebuster when the program is aborted, the interpreter state and machine state will be synched properly(?)
Please Log in or Create an account to join the conversation.
- Aciera
-
- Away
- Administrator
-
- Posts: 4716
- Thank you received: 2109
Hm, I'm afraid I don't. You are inserting a tool change which I believe is a queue buster. I'm not sure how the P value in G64 would influence how far ahead the interpreter read ahead is. Could you elaborate a bit?You can see here how G61/G64 are related to this:
Please Log in or Create an account to join the conversation.
- Aciera
-
- Away
- Administrator
-
- Posts: 4716
- Thank you received: 2109

Attachments:
Please Log in or Create an account to join the conversation.
- HalaszAttila
- Offline
- Premium Member
-

- Posts: 149
- Thank you received: 5
Please Log in or Create an account to join the conversation.